
Вступление.
Часто, приобретая 3D принтер, мы знаем о 3D печати только то, что прочитали, или увидели в сети. Для многих 3D принтер является чем то новым, интересным, увлекательным. Однако, несмотря на обилие информации в глобальной паутине, может сбить новичка с толку, потому что не существует обобщённой информации, которая помогла бы начать печать, не натыкаясь на разного рода нюансы и подводные камни.
В этой инструкции мы постараемся охватить самые распространённые вопросы о 3D печати собранные на просторах интернета, и накопленные личным опытом.
Примером для нас станет один из самых популярных, и доступных 3D принтеров Anet A8.
I.
Что нужно сделать после сборки.
Вот, наконец-то настал момент, кода сборка окончена. Руки чешутся начать печать. Но ни в коем случае не стоит торопится, иначе печать может и не начаться, по тем или иным причинам.
Первое, и основное, что нужно сделать после сборки – это проверить хорошо ли подтянуты все винтовые соединения, мы же не хотим, чтобы принтер развалился после первого часа работы?
Обязательно нужно проверить, правильно ли подключены все провода к плате управления. Только после этих манипуляций можно включить принтер в сеть, чтобы проверить работу электроники устройства.
Посмотрите на дисплей. Перед вами основное информационное меню принтера.

Рассмотрим показатели на дисплее: Верхняя строчка показывает некоторые цифры примерно вот такие 22.3/0 и 22/0. Это индикация температур принтера.
Первая 22.3/0 означает текущую температуру экструдера, как правило она отображает температуру окружающей среды.
Вторая 22/0 означает текущую температуру стола, однако из-за большей площади поверхности температура стола, может незначительно отличаться от температуры экструдера. Ноль в данном случае отображает заданную температуру, то есть по умолчанию, после включения принтера он не должен нагревать экструдер и стол, поэтому и температура по умолчанию 0.
Строчка ниже Z : 0.00 Buf : 0. Первое значение это положение экструдера по оси Z. В данный момент у принтера нет информации о том где именно в пространстве находится сопло, по этому и дисплей показывает 0.00. Buf : 0 – это показания занятости буфера памяти. Обычно, во время печати, значение меняется от 0 до 16.
Третья строчка Mul:100 Flow:100. Первое значение это процентное соотношение скорости подачи прутка. Второе значение это процентное соотношение скорости печати. Оба значения показывают 100% — это значит что принтер будет выполнять все команды поступающие из GCODE со 100% точностью. При желании эти показатели можно изменить.
Ну и четвертая строчка гласит «Printer ready», что значит «Принтер готов». В зависимости от ситуации строчка может меняться на другие надписи, оповещая об исполнении операции.
II.
Как вставить филамент.
В данном случае все просто. Нужно соблюсти ряд условий для правильной установки пластиковой нити в экструдер. Для начала нужно определится каким пластиком будет произведена печать. Это нужно для определения температуры, до которой нужно нагреть сопло.
Для каждого пластика температура плавления своя. Рассмотрим PLA пластик. Температура плавления данного пластика находится в диапазоне от 190 до 220 градусов.
Установим приблизительно среднюю температуру в 210 градусов. Для этого нужно войти в меню принтера нажатием на центральную кнопку джойстика. Нам нужен пункт «Extruder». Выбираем данный пункт нажатием на правую кнопку. Перед нами две строчки «Bed Temp.: 0C» и «Temp. 0 : 0C», Первая строчка отвечает за температуру стола, вторая за температуру экструдера. Соответственно нам нужна вторая. Выбираем вторую строчку нажатием на правую кнопку джойстика. Квадратик напротив строчки станет закрашенным. Это означает что мы перешли в режим настройки температуры. Теперь нажатием на верхнюю кнопку мы поднимаем температуру до нужной 190 градусов.

Теперь, пока экструдер нагревается, нужно подготовить сам пластик. В наборе с принтером идут кусачки. С помощью этого инструмента нужно обрезать пластиковую нить под острым углом, так, чтобы получилась импровизированная игла. Эта операция позволит нити свободно пройти по каналу термобарьера до зоны расплавления и затем в сопло. Для того чтобы нить проще вставлялась в направляющее отверстие, небольшой ее участок, лучше аккуратно распрямит пальцами, до такой степени, чтобы нить стала приблизительно прямой.

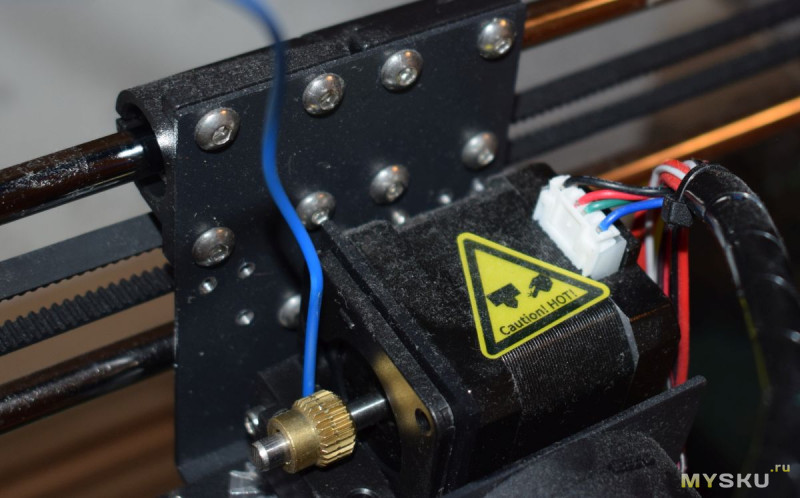
Итак, экструдер нагрелся, нить подготовлена, осталось только заправить пластик в экструдер. В модели принтера А8 и А6 используется так называемый «Директ» экструдер. Это означает, что двигатель, отвечающий за подачу пластика в сопло, расположен максимально близко к термобарьеру и устанавливается на подвижной оси или осях. На моторе экструдера установлен механизм состоящий из креплений, пружины, прижимного подшипника и зубчатой шестерни. Этот механизм предназначен для контролируемой подачи пластика в канал термобарьера.
Чтобы правильно вставить нить в экструдер, следует надавить на крепление со стороны пружины. Прижимной подшипник уйдёт в сторону. Тем временем вставляем нить в верхнее отверстие в креплении, проводим между зубчатой шестерней и прижимным подшипником, и проталкиваем дальше, стараясь попасть в канал термобарьера, до тех пор, пока из отверстия экструдера не появится расплав нити. Затем отпускаем крепление. Установка пластика завершена.

III.
Какой пластик выбрать и как им печатать.
Выбор пластика зависит от многих факторов. Здесь мы рассмотрим, какой пластик подойдёт именно вам.
В первую очередь нужно определиться – есть ли у вас опыт в 3D печати, это решающий фактор. Если нет то конечно же вам понадобится пластик PLA. Этот пластик в первую очередь подойдёт для начинающих 3D печатников простотой использования. Он производится из растительного сырья, и безопасен в использовании. У PLA практически нет усадки, он хорошо держится на рабочем столе принтера даже без подогрева, при печати этим пластиком не выделяется токсичных веществ, а готовая модель из этого пластика легко поддаётся механической обработке. Однако у этого пластика есть ряд минусов – готовую модель нельзя нагревать, при 50 градусах пластик размягчается и деформируется. Под воздействием ультрафиолета и окружающей среды PLA пластик структурно разрушается, и через некоторое время, изделия из него приходят в негодность.
Для тех кто уже имеет опыт в 3D печати не секрет что с ABS пластиком возникают некоторые трудности, и перед тем как перейти на данный вид пластика следует решить ряд проблем. Но пойдём по порядку, сначала плюсы – из ABS пластика хорошо печатать, например шестерёнки, потому что ABS хорошо переносит механические нагрузки. Также ABS пластик показывает хорошую прочность на удар, растяжение и излом. Именно по этому из ABS пластика производят корпуса для бытовой техники, детали автомобилей, корпуса аккумуляторов. Этот пластик очень легко обрабатывать как механически, так и химически.
Отличным растворителем для ABS пластика является обычный ацетон. О том, как обрабатывать напечатанные модели в химикатах мы опишем в следующих статьях. Модели, напечатанные из ABS пластика долговечны и могут прослужить десятки лет. Так происходит из-за того что наша атмосфера практически не оказывает влияния на ABS пластик, а вот долго держать модель из этого пластика на солнце не стоит. А теперь самое интересное – минусы ABS пластика: Первый и главный минус это токсичность при нагреве. Проблема в том что производят ABS пластик из 3 мономеров одним из которых является стирол. При обычных условиях пластик безопасен потому что все его компоненты связанны и находятся в стабильном состоянии, однако стоит его нагреть – начинает выделятся токсичный стирол, и ядовитый акрилонитрил. Поэтому нужно соблюдать технику безопасности при работе с этим пластиком.
Так же у ABS пластика чудовищная усадка, поэтому печатать этим пластиком на холодном столе просто не реально, да и простой нагрев до 100 градусов вряд ли поможет. Но и это ещё не все, из-за той же жуткой усадки ещё не допечатанная модель может трескаться из-за разницы температур между серединой модели, горячим столом и соплом.
Таким образом печать ABS пластиком рекомендуется только в тех случаях когда у вас есть опыт печати, желание создать что-то долговечное и есть возможность обезопасить место проведения печати.
Следующим в списке идёт SBS пластик. Строго говоря SBS это не совсем пластик. Если посмотреть на пластики которые описаны выше то общее для них название – термопласты, а вот SBS является – термопластичным эластомером. Термопласты – это полимерные материалы, способные обратимо переходить при нагревании в высокоэластичное либо вязко текучее состояние. (Согласно википедии). Эластомеры — это полимеры, обладающие высокоэластичными свойствами и вязкостью. Резиной или эластомером называют любой упругий материал, который может растягиваться до размеров, во много раз превышающих его начальную длину (эластомерная нить), и, что существенно, возвращаться к исходному размеру, когда нагрузка снята. (Согласно той же википедии), а Термопластичные эластомеры – это такие материалы, которые ведут себя как эластомеры при комнатной температуре, но при нагревании они поддаются обработке как пластмассы.
Это все теория, а на практике SBS пластик обладает ограниченными свойствами как резины так и пластмассы. Сам по себе пластик достаточно мягкий и эластичный, в чистой форме прозрачный, хотя бывают и не прозрачные прутки. Его коэффициент растяжения может составлять до 250%, но в отличие от резины он останется растянутым и не вернётся в первоначальную форму. Что касается свойств пластмассы, в затвердевшем состоянии очень стабильный, не ломкий, не хрупкий, однако достаточно легко раздавить, или растянуть. Как материал для печати хорошо подходит для печати ваз, плафонов, тарелок, больших шестерёнок, корпусов для электроники. Механически обрабатывается достаточно легко, но из-за вязкости быстро забивает шкурку или надфиль. Химией обрабатывается отлично и дёшево. Растворителем является обычный нефтяной Сольвент. Никаких бань устаивать не нужно, достаточно нанести кисточкой на модель и она практически сразу приобретёт глянец и гладкую поверхность.
Ну и наконец PETG. Как говорится лучшее на последок. С этим пластиком мы встречаемся каждый день. Из него изготавливают контейнеры, армируют шины, отливают посуду, бутылки, канистры, применяется в медицине, приборостроении и бытовой технике, используют в производстве плёнок, волокон и тканей на основе PET, и многое другое.
PETG – это тот же PET только с добавлением гликоля. Эта добавка не даёт полимеру кристаллизоваться при застывании, и придаёт пластику необходимую вязкость, в отличие от PET.
Для печати этот пластик подходит идеально, очень хорошо прилипает ко столу, межслойная слипаемость (адгезия) очень сильная, не боится сквозняков, не боится солнечного света и атмосферы, прекрасно обрабатывается механически. Химическая обработка несколько сложна из-за особенностей полимера, но тоже возможна. Химически обрабатывается кипящим ацетоном (что не рекомендуется), или парами дихлорметана (что рекомендуется) но достаточно долго.
IV.
Как откалибровать стол.
На самом деле все достаточно просто, просто не нужно боятся. В сети можно найти много способов калибровки принтера. В большинстве случаев рекомендуют калибровать принтер, используя в качестве калибра листок бумаги. Это не плохой способ, если под рукой нет точных калибров, однако у него есть ряд недостатков. Тем не менее рассмотрим этот способ в качестве пособия для калибровки принтера.
Перед тем как приступить к калибровке стола необходимо с помощью линейки вывести относительную соосность двигателей оси Z. Для этого нужно, с помощью линейки, выставить одинаковое расстояние между двумя каретками оси Z.

Сам по себе стол подпружинен, и опирается пружинами на металлический держатель стола. Через все четыре пружины, расположенные по углам стола, пропущены винты, на которые в свою очередь накручены «барашки». Именно с их помощью мы и будем проводить калибровку принтера. Для того чтобы полностью исключить касание соплом стола, закручиваем «барашки» до такой степени чтобы пружины полностью сжались на всех четырёх углах стола. Затем, нужно на глаз определить линию между кнопкой концевика оси Z и горизонтом стола, и закрепить концевик оси Z приблизительно на 5-7 мм выше воображаемой линии горизонта стола.
Затем необходимо включить принтер, и войти в меню нажатием центральной кнопки. Нас интересует строчка «Position». Выбираем данную строчку нажатием на правую кнопку. Перед нами меню позиционирования. Нас интересует строчка «Home All». После выбора данной функции принтер начнёт движение по осям, в направлении концевиков. Сначала по оси X, затем по оси Y, и наконец по оси Z.

После окончания позиционирования принтера следует отключить питание двигателей. Для этого опять входим в меню принтера нажатием на центральную кнопку. На этот раз нам нужна строчка «Quick Settings» это меню быстрых настроек. В этом меню множество строчек, нам нужна самая последняя «Disable stepper». Нажимаем нижнюю кнопку до тех пор, пока не доберёмся до этой строчки. После активации этой функции питание двигателей будет отключено.

Теперь переходим непосредственно к калибровке стола. В ручную перемещаем сопло экструдера к переднему левому краю, берём листок бумаги, кладём на стол, и начинаем откручивать «барашек» до тех пор, пока сопло не коснётся листка бумаги. Пружину нужно отпустить до такого предела, чтобы лист бумаги проходил между соплом и столом с небольшим усилием. Эту процедуру нужно повторить на всех четырёх углах стола.

Для более точной калибровки следует опять отправить принтер в «домашнее» положение, с помощью функции «Home All». Снова отключаем питание двигателей, с помощью функции «Disable stepper». На этот раз можно перевести экструдер в несколько произвольных точек на столе, и проверяем расстояние между столом и соплом с помощью листа бумаги. При необходимости можно отпустить либо натянуть пружины стола.
V.
На чем печатать
Пока что нет исчерпывающего ответа на этот вопрос. Давайте просто перечислим методы, реализацию и результат.
Отдельно нужно упомянуть, что печатать на голый стол не стоит. На это несколько причин. Во-первых – это может, повредить поверхность стола, что приведёт к его деформации и даже выходе из строя. Во-вторых – даже PLA пластик плохо прилипает к голому столу не говоря уже о других типах пластика.
Начнём сначала. В комплекте с принтером идёт подогреваемый стол. По умолчанию стол обклеен бумажным скотчем. Это сделано для того чтобы пластик лучше прилипал к поверхности стола, поэтому отклеивать его не нужно. Однако данная мера справедлива только для нескольких типов пластика, таких как PLA и SBS. Им не нужна высокая адгезия к столу так как у этих пластиков практически отсутствует «усадка». Так что, если вы собираетесь печатать только PLA и SBS, этого метода будет вполне достаточно.
Существует специальное, самоклеющиеся, покрытие для стола. Такое покрытие вполне подходит для печати на нем такими пластиками как PLA, SBS, ABS и PETG. С оговоркой что пластиком ABS можно печатать модели небольшой площади. В противном случае модели будут отклеиваться от поверхности стола, что испортит конечную модель.
Некоторые печатают на каптоновом скотче. Это тоже вполне приемлемый, хотя и дорогостоящий, вариант. Тем не менее печатать ABS пластиком на каптоне можно, опять же, модели небольшой площади. PLA, SBS и PETG пластик так же неплохо прилипают к каптону, но не так хорошо как к самоклеющейся поверхности.
Многие 3D печатники, пользуются стеклом или зеркалом, для печати. Плюсов в таком решении много. Во-первых – поверхность стекла ровнее, чем поверхность стола, а поверхность зеркала ровнее, чем поверхность стекла. Но просто так на стекле или зеркале печатать не получится. Для хорошей адгезии нужно использовать «адгезивные составы». И тут начинается самое интересное. В сети очень много информации о том чем покрывать стекло. Среди них сахарный сироп, жжёный сахар, тёмное пиво, лак для волос, клей карандаш, жидкое стекло (гвозди), клей «титан» и.т.д. А так же есть состав, который хорошо подходит для адгезии, это клей БФ2 и этиловый или изопропиловый спирт. БФ2 разводится спиртом в пропорции 12 – 13, до жидкого состояния.
VI.
Какие файлы воспринимает принтер.
Принтер, как и большинство станков с ЧПУ ,воспринимает только файлы в формате GCODE. Но давайте разберёмся, откуда они берутся и зачем вообще нужны.
Существует несколько программ для 3D печати. Все эти программы называются слайсеры – от английского слова slice – кусочек, слой, часть или срез. То есть дословный перевод slicer – ломтерезка. Получается, что программа для 3D печати – ломтерезка, и это действительно так. Программа как бы нарезает загруженную модель на заданные в программе слои. Это и есть главный принцип работы слайсера, и одновременно главный параметр печати. Каждый слайсер позволяет настроить различные параметры печати – такие как толщина слоя, температура сопла и стола, скорость печати, и.т.д.
Обычно в слайсер загружаются файлы в формате STL, но бывают программы читающие формат OBJ. В свою очередь эти форматы сохраняются из программ для 3D моделирования, но здесь мы не будим их рассматривать. Файлы в формате STL и OBJ представляют собой облако точек составляющих саму 3D модель. В зависимости от настроек, слайсер заполняет модель от стенки до стенки, и нарезает ее на слои. В тот момент, когда пользователь уверен во всех настройках слайсера, приходит время сохранить полученные результаты или отправить готовый код на принтер. И в том и в другом случае информация из слайсера становится файлом в формате GCODE. По сути GCODE это набор команд для электроники 3D принтера. На компьютере его можно открыть обычным «блокнотом».
VII.
Первая печать с флешки.
Для того чтобы осуществить печать с SD карты необходимо научится компилировать GCODE. В данном руководстве мы рассмотрим как это делается через программу Cura версии 15.04.03. Итак приступим.
Загружаем установленную программу. Перед нами рабочая область принтера, и слева окно меню настроек печати. В правом верхнем углу программы есть выпадающее меню «Файл». После нажатия на меню «Файл» — выпадет вкладка и много надписей, нас интересует самая первая строчка – «Загрузить файл модели». Выбираем этот пункт меню. Откроется окно выбора директории. Нам нужен файл модели, которую мы хотим напечатать, в формате STL.
Эту же операцию можно выполнить проще. В левом верхнем углу рабочей области принтера можно увидеть иконку с изображением папки. После клика по ней откроется тоже окно выбора директории.
После выбора нужной нам модели, она отобразится в рабочей области принтера. После этого можно приступить к настройкам будущей печати.
Итак, мы выставили все нужные для печати настройки, и теперь нужно обратится к знакомому нам меню «Файл». В выпадающем окне нас интересует строчка «Save GCode…». Нажимаем на эту строчку. Появляется окно выбора директории. Чтобы избежать ошибок, или потерю файла, при записи на SD карту, лучше сохранить файл GCODE на рабочий стол компьютера, и только посте этого на SD карту.
Далее нужно поместить SD карту в картридер принтера. Нужно нажать на центральную кнопку джойстика. На дисплее появится меню выбора. Нам нужно найти 2 строчки на выбор «Print file» или «SD card». В случае выбора «Print file» сразу появится меню выбора файла. Нужно выбрать только что сохранённый файл формата GCODE. Если выбрать «SD card» перед вами появится меню выбора, нам нужна строчка «Print file».
Принтер начнёт подготовку к печати – разогреет рабочий стол, экструдер, и после окончания разогрева перейдёт в «домашние точки» — сначала по оси X потом Y потом Z по очереди. Выполнив все подготовительные операции, принтер начнёт печать.
VIII.
Первая печать через компьютер.
Печать через компьютер несколько легче чем через SD карту. Однако перед печатью следует установить с SD карты драйвер CH340G. Это драйвер поддержки USB-COM порта. После установки нужно подключить принтер с помощью USB кабеля. Далее загружаем «слайсер» Cura версии 15.04.03, как из вышеописанного примера. Нам нужно выпадающее меню «Принтер». В выпадающем меню «Настройки принтера…». Откроется окно настроек принтера. В правом нижнем углу пункт «Настройки связи». На против строчки «Последовательный порт», нужно выставить COM# — где # номер порта на который установлен драйвер CH340G. На против строчки «Скорость передачи» нужно выставить скорость 115200.
По завершении настроек печати и соединения принтера с компьютером, в верхнем левом углу рабочей области, центральный значок с «дискеткой» сменится на другой значок с надписью USB. После нажатия на этот значок появится окно состояния соединения компьютера и принтера. Нажав на кнопку печать вы запустите процесс печати. Принтер начнёт нагревать стол, а затем экструдер. После набора температуры начнётся печать.
IX.
Где взять новые файлы для печати и как их подготовить.
Много готовых файлов можно скачать из интернета. Существует огромное количество как платных так и бесплатных сайтов. Но если творчество не даёт покоя, или нужно осуществить индивидуальный проект, существует целый ряд 3D редакторов, способных сохранять файлы в формате STL.
Как подготовить файлы для печати мы подробно рассмотрели в разделе, «Какие файлы воспринимает принтер», и «Первая печать с флешки».
Заключение
Статья получилось объемной и надеемся, что она окажется полезной для многих начинающих пользователей. Т.к. в 3D печати даже не собрать принтер, а подготовить его к печати, добиться идеальных настроек и т.п.
Мы постарались обобщить большенство часто встречаемых вопросов в одной статье. Далее мы продолжим вам рассказывать более подробно о разных видах пластика, способы их оброботки, и еще много всего интересного. Спасибо что дочитали до конца.
Всем пока!
Anet A8 Plus — бюджетный китайский 3D-принтер, усовершенствованная версия модели Anet A8. В ней увеличена камера печати, разработан металлический корпус, установлена защита от перегрева и перепадов напряжения. Разработчики представили новую модель, работающую на основе технологии FDM.
Обзор Anet A8 Plus
Anet A8 Plus — DIY-принтер, на сборку которого даже у неподготовленного пользователя уходит около 10 минут. В комплект входит инструкция с подробным описанием каждого шага конструирования устройства.
Предшествующая модель Anet A8 отличалась недостатками, которые разработчикам удалось исправить в новой версии. Был переработан каркас, его сделали надежнее и устойчивее, исправили проблему с подачей электричества. Некорректная работа электрики делала устройство потенциально пожароопасным.
В Anet A8 Plus установлена рама из алюминия. Модель устойчивая и надежная в процессе эксплуатации. Жесткий каркас устраняет вибрации в процессе печати, прочно фиксирует заготовку во время обработки экструдером.
Размер печатной камеры в 3D-принтере составляет 300х300х350 мм. Оборудование предназначено для изготовления заготовок среднего и крупного размера. В устройстве установлена обновленная материнская плата, защищающая аппарат от перегрева и короткого замыкания.
Платформа в Anet A8 Plus подогревается, что позволяет работать с тугоплавкими материалами. Поверхность выполнена из алюминиевой подложки и покрыта стеклом. Разработчики усовершенствовали процесс ручного натяжения ремней по осям X и Y.

Описание принтера
Anet A8 Plus – 3D-принтер бюджетного класса от китайского производителя. Он отличается жестким металлическим корпусом, увеличенной камерой печати и новой разработанной материнской платой с защитой от перегрева.
Управлять процессом печати и создавать эскизы для печати можно через ПО Cura. Это стандартный слайсер с большим количеством функций. Модель оснащена ЖК-дисплеем, расположенным на передней панели. На нем отображается процесс печати, можно регулировать обработку заготовок.
3D принтер Anet A8 plus

-
Материал корпуса
Металл;Алюминий
-
Калибровка столешницы
Авто -
Максимальная температура экструдера
250°C -
Материал
ABS;HIPS;PA Wood;PETG;PLA -
Печать
FDM -
Температура печатного стола
100°C -
Точность позиционирования
Z: 0.004 мм;XY: 0.012 мм -
Формат файла
G-code;JPG;OBJ;STL -
Область рабочей камеры
300х300х350 мм -
Скорость
10-120 мм/с -
Количество печатающих головок
1 -
Толщина слоя от
100 мкм -
Диаметр нити
1,75 -
Диаметр сопла, мм
0,4 -
Дисплей
LCD -
Интерфейсы
TF card;USB
Основные особенности Anet A8 Plus
Anet A8 Plus вместил новые разработки от китайского производителя, благодаря чему удалось добиться детальной печати и гибкой системы управления. В модели 3D-принтера реализованы следующие особенности.
- Подвижный ЖК-дисплей.
На передней панели расположен небольшой жидкокристаллический подвижный дисплей, который к подставке крепится на магниты. Для запуска печати и управлением процессом установлена поворотная ручка, которой можно выбирать необходимый пункт на панели.
- Регулировка натяжения ремней.
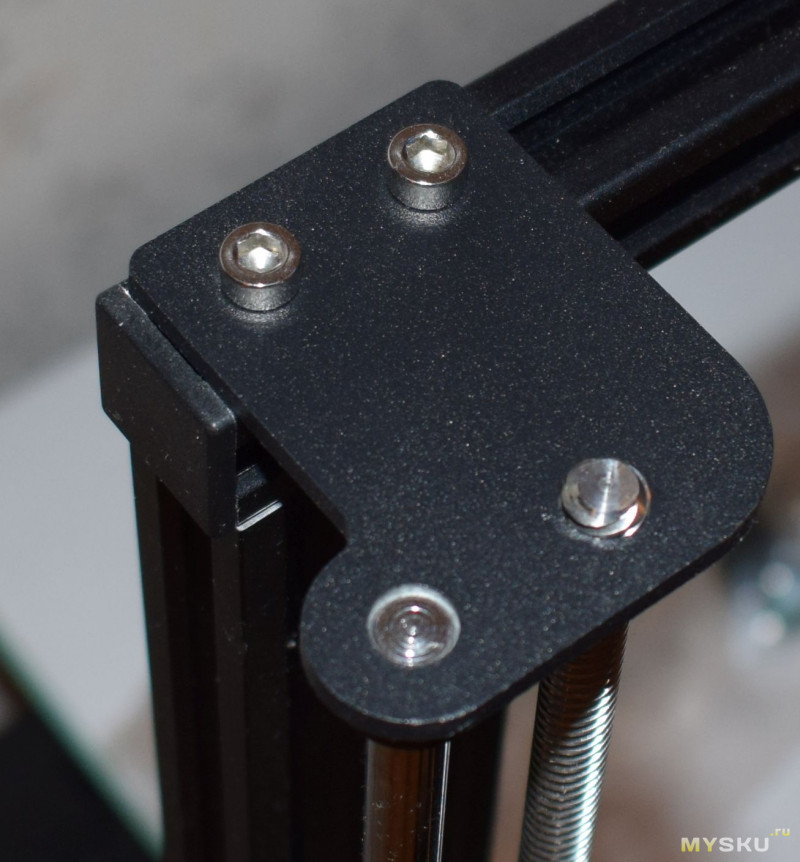
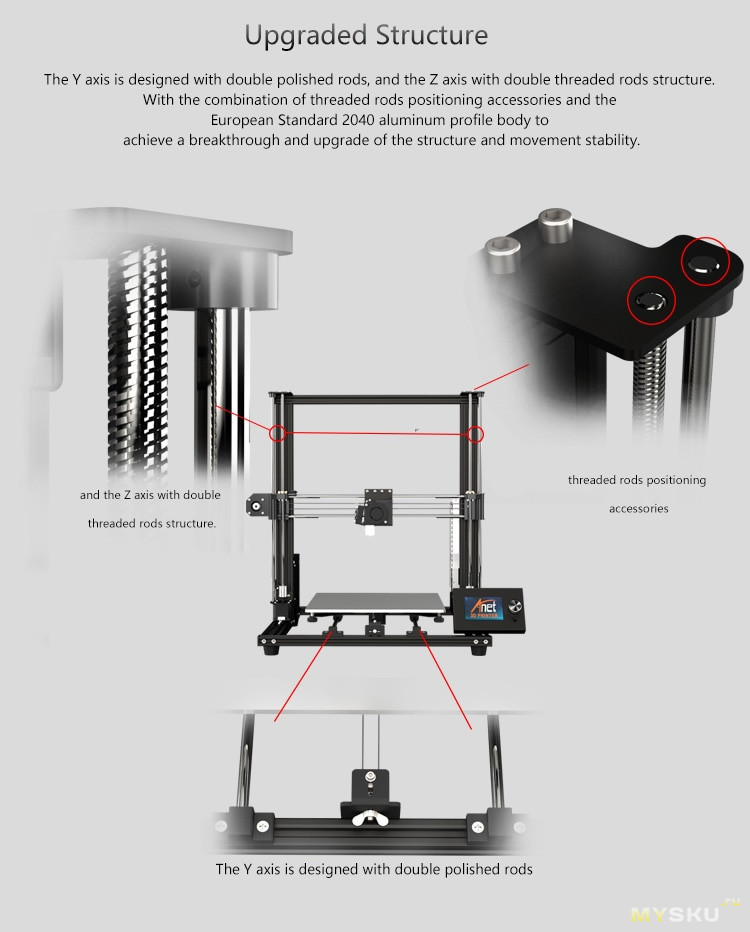
По осям Z и Y предусмотрена свободная система натяжения ремней — для этого предусмотрены специальные винты. Перед алюминиевой рамой принтера расположены два стержня с резьбой по оси Z. По оси Y предусмотрено два дополнительных направляющих. Конструкция получается устойчивой, исчезают вибрации во время работы устройства.
- Стеклянное покрытие платформы.
Для улучшения адгезивных свойств платформа из алюминия покрывается слоем стекла. Это обеспечивает точную обработку верхних слоев заготовки. Стекло позволяет создавать заготовки с ровными краями, они легко снимаются с платформы после завершения работы экструдера.
- Плавная система подачи филамента.
Экструзионный механизм обновили, дополнили автоматической системой подачи филамента во время работы устройства. Предусмотрена функция автоматической выгрузки нитей.
- Работа с широким спектром пластиков.
3D-принтер функционирует с декоративными, гибкими пластиками, FLEX. Рекомендованный материал — PLA.
- Онлайн и офлайн управление.
Для управления процессом печати предусмотрено программное обеспечение для управления процессом печати в режиме онлайн. Для загрузки файла для дальнейшей обработки можно использовать TF-карты.
- Работа в слайсере Cura.
Это понятное в использовании приложение, которое позволяет создавать модели будущих заготовок.
- Увеличенная камера печати.
В Anet A8 Plus камера печати составляет 300х300х350 мм, что позволяет печатать заготовки среднего и крупного размера.
- Обновленная материнская плата.
У предшествующей модели была проблема с электрической составляющей: возникали короткие замыкания, пользоваться устройством было опасно. В Anet A8 Plus установлена новая материнская плата: она защищена от перегрузов, обеспечивает стабильную работу при любой длительности работы.
- Платформа с подогревом.
Алюминиевая платформа имеет функцию подогрева, что позволяет работать с разными видами пластика.
Справка! В 3D-принтере печатающая камера открытого типа. Пользователь может отслеживать процесс печати.
Кому он подойдет?
Благодаря точной обработке слоев заготовки получаются такими, какими они показаны на эскизах, созданных в слайсере. Использовать 3D-принтер от Anet можно в следующих сферах.
- Промышленность. Можно запускать единичный и серийный выпуск деталей, которые потом используют для конструирования крупных объектов.
- Медицина. Пользователь может изготовлять протезы, детали для оборудования, инструменты для обследования пациентов и другие предметы.
- Архитектура. Изготовляют макеты будущих зданий, оценивают их внешний вид и устраняют недостатки на этапе проектирования.
- Сфера дизайна. Печатают мелкие и крупные украшения для домашнего интерьера: статуэтки, контейнеры и другие детали декора.
- Образование. 3D-принтер с открытой камерой печатью наглядно показывает принцип работы трехмерной печати. Пользователь может поэтапно отслеживать процесс, сравнивать заготовку с моделью, изготовленной в слайсере.
- Кино- и игровая индустрия. Камера с большими габаритами позволяет создавать модели персонажей фильмов, сериалов и игр.
Anet A8 Plus – устройство, которое подойдет для профессионального и домашнего использования.
Комплектация
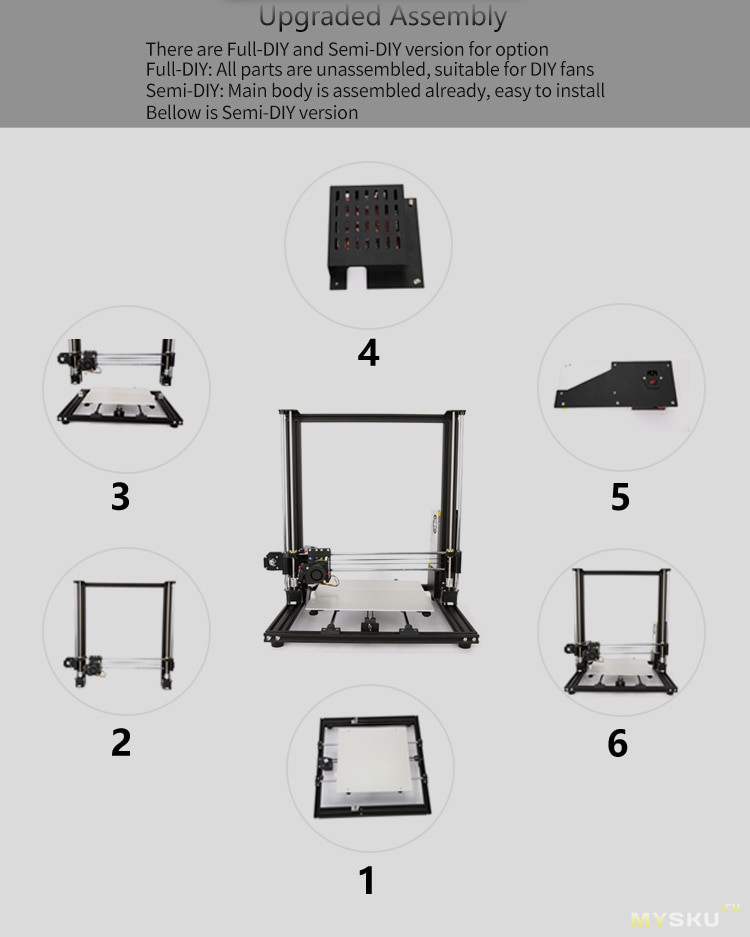
3D-принтер поставляется в виде DIY или полу-DIY. Во втором случае каркас собран, пользователю остается присоединить контакты для питания, настроить оси Z и Y, монтировать ремни и отрегулировать их натяжение.
В комплект поставки входят:
- две отвертки;
- комплект шестигранных ключей;
- MicroSD карта памяти на 8Гб, USB-адаптер;
- бокорезы;
- держатель для катушки;
- оплетка для проводов;
- 10 м PLA-пластика для пробной печати;
- предохранители;
- сопло для обдува;
- инструкция по сборке и эксплуатации.
Справка! Перед сборкой принтера нужно ознакомиться с руководством пользователя. В нем расписан каждый шаг.
Качество печати и примеры изделий
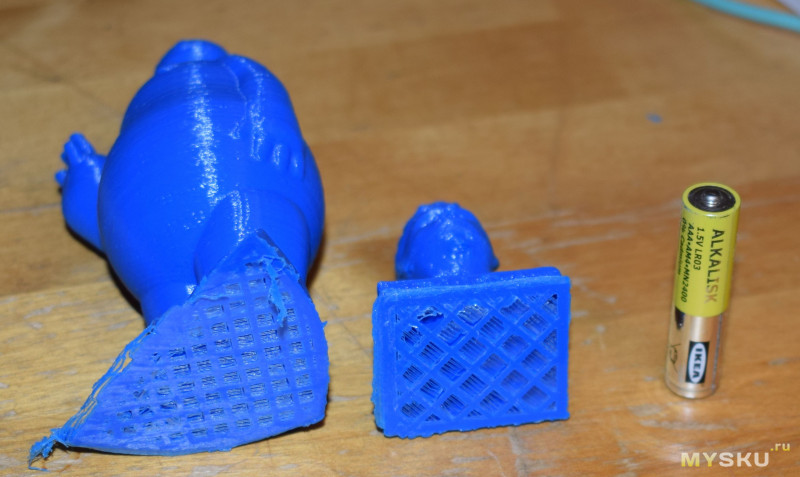
Anet A8 Plus отличается повышенной четкостью печати благодаря стеклянному покрытию платформы. Игровые персонажи и плоскости с объемными объектами выглядят детализовано.
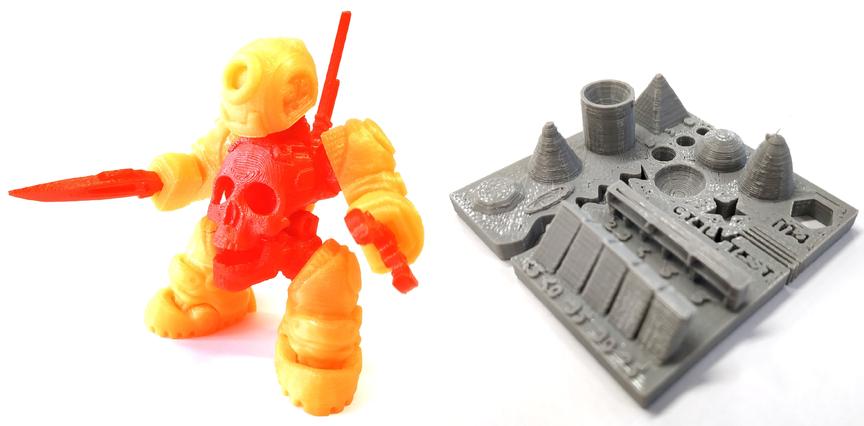
Фигурка Ждуна спустя 7 часов и 48 минут работы выглядит так, как и на картинках в интернете. Очерчены все детали тела. Лицо персонажа из мемов нуждается в несущественной корректировке.
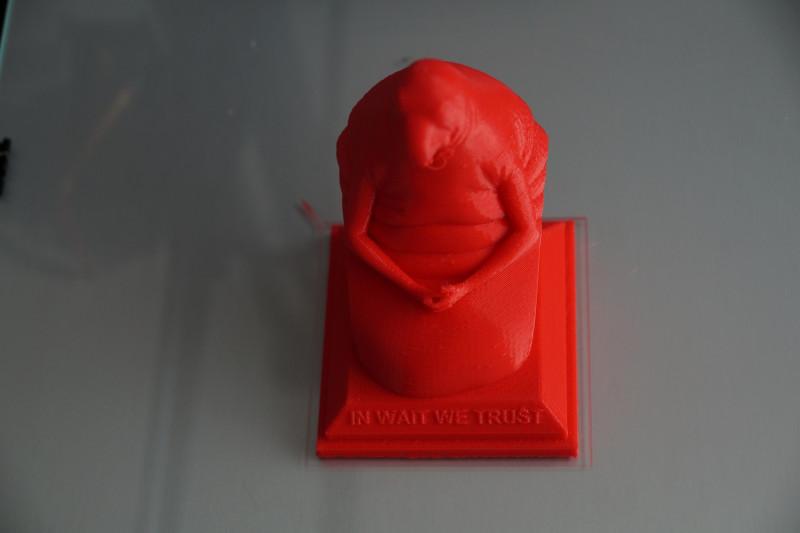

Нижняя часть выходит глянцевой и гладкой. Это наглядно иллюстрирует преимущество стеклянного слоя на платформе.
Небольшие детали с рельефной поверхностью удаются хуже. Готовые модели необходимо дополнительно корректировать и убирать зазубрины.

Устройство позволяет печатать сборные модели, которые потом становятся подвижными.

Принтер распечатывает и небольшие игрушки.

Устройство хорошо справляется с объектами, в которых предусмотрены фигурные отверстия. Их форма повторяет заданные в слайсере очертания.
Какие типы пластика использует?
Anet A8 Plus работает со следующими видами пластика.
- ABS;
- PLA;
- HIPS;
- coPET;
- ELASTAN;
- PET-G и другие.
Важно! Производитель рекомендует печатать с использованием PLA. Устройство поддерживает печать из декоративных и гибких пластиков.
Калибровка
Ручная калибровка в Anet A8 Plus осложняется размером устройства: большой 3D-принтер нуждается в постоянном контроле поверхности, на которой он стоит. Минимальный сдвиг по диагонали приводит к неравномерной подаче питания на направляющие осей.
Для упрощения ручной калибровки принтер нужно поставить на ровную панель из ДСП и выравнивать все механические детали относительно нее.
Выполнить калибровку можно через прошивку Marlin. Из папки Marlinexample_configurationsAnetA8 взять файлы Configuration_adv.h и Configuration.h. Второй нужно править. Копировать их в корень папки Marlin, заменяя имеющиеся файлы.
- Раскомментировать (убрать слеши //) #define PROBE_MANUALLY. Открывается возможность ручной калибровки стола.
- В пункте Bed Leveling раскомментировать #define MESH_BED_LEVELING. Указать, каким методом будет проходить калибровка.
- Раскомментировать #define LCD_BED_LEVELING. В меню настроек принтера появляется возможность ручной калибровки через кнопки управления на экране.
- Раскомментировать #define INDIVIDUAL_AXIS_HOMING_ Это позволяет возвращать оси в исходную точку (Home).
После завершения калибровки можно начинать пробную печать.
Настройка 3Д-принтера
Перед началом работы с принтером устройство нужно настроить. Готовить эскизы для дальнейшей печати производитель рекомендует в слайсере Cura. ПО поставляется в стандартной заводской комплектации: программу пользователь найдет на флешке. Для установки нужно будет выбрать файл формата .exe.
Внимание! В пути установки не должно быть кириллических символов — это приведет к ошибкам в дальнейшей работе.
Настройка Cura
После установки программы Cura нужно зайти в папку с ПО, найти конфигурационный файл configuration file for Cura-14.07.ini. Для удобства файл можно переименовать на Anet_A8_Plus.ini.
Важно! Версия Cura может отличаться, но процесс настройки одинаковый.
В конфигурационном файле есть все необходимые настройки, пропущена только часть Machine. Ее можно скопировать в таком виде и вставить в текстовый документ. Открыть файл можно через WordPed. Рекомендованные параметры:
- machine_name = Anet_A8_Plus;
- machine_type = Prusa i3;
- machine_width = 200;
- machine_depth = 180;
- machine_height = 200;
- machine_center_is_zero = False;
- has_heated_bed = True;
- gcode_flavor = RepRap (Marlin/Sprinter);
- extruder_amount = 1.
Сохранить изменения, копировать файл в папку Cura esourcesmachine_profiles.
Запустить программу Cura. Перейти в пункт Printer–>Settings–>Add New Machine–>Next–>Other, Next–>В перечне выбрать принтер – Anet_A8_Plus (по имени переименного файла).
Нажать ОК, настройки обновятся
Работать со слайсером Cura просто. Во время создания эскиза для будущей заготовки пользователю нужно вручную выставлять все параметры: температуру (согласно характеристикам материала), размеры заготовки и другие показатели.
Доработка
Сделать работу с Anet A8 Plus можно проще и эффективнее. Для этого нужно доработать ее некоторые составляющие. Пользователям доступна функция автоматической калибровки, для чего нужно сделать автоуровень.
Самодельный автоуровень
Для автокалибровки стола нужен датчик (или бесконтактный выключатель, подойдет PNP NO) и прошивка (можно использовать SkyNet 3D v1.1.). Стоит выбирать длинный датчик, чтобы его резьбы хватало до поверхности. Концевик отключить от оси Z, установить на это место бесконтактный выключатель, соблюдая полярность.
Перейти к настройке прошивки. Дополнительно установить программу Arduino ID.
- Через Arduino ID открыть папку с прошивкой, найти файл SkyNet3D_V1.1alfa.
- Найти вкладку Configuration, пролистать вниз до строки #define Z_PROBE_OFFSET_FROM_EXTRUDER.
- Выделить код, кликнуть на треугольник в правом верхнем углу меню, выбрать необходимый язык. Русский на ЖК-экране не отображается, поэтому по умолчанию лучше выбрать английский.
- Перейти во вкладку «Инструменты», выбрать поле «Порт», найти свой порт (например, СОМ3).
- Кликнуть на «Плата», найти ANET V1.0.
- Нажать на кнопку «Выгрузить».
Спустя 10–15 минут на внешнем дисплее появится надпись SkyNet3D ready. После этого можно запускать процесс автоматической калибровки по осям X, Y и Z.
Инструкция по сборке
Собрать принтер за 10 минут получится и у неподготовленного пользователя.
- Установить вертикальную ось, она прикручивается винтом и уголком в торцевой части.
- Снять транспортировочные стяжки и ремни-фиксаторы.
- Затянуть установочные винты на оси Z.
Механическая часть сборки закончена.
Блок питания закрепляется справа, он дополнительно придает конструкции жесткости. Он собран и подключен еще на заводе, самостоятельно пользователю его конструировать из деталей не придется. Пользователю нужно установить концевые выключатели для осей X и Y.
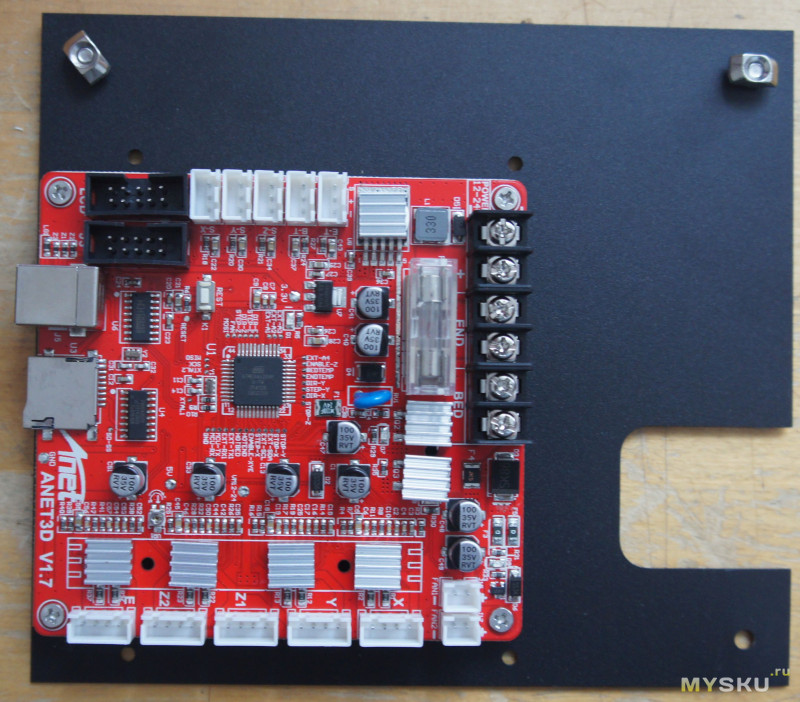
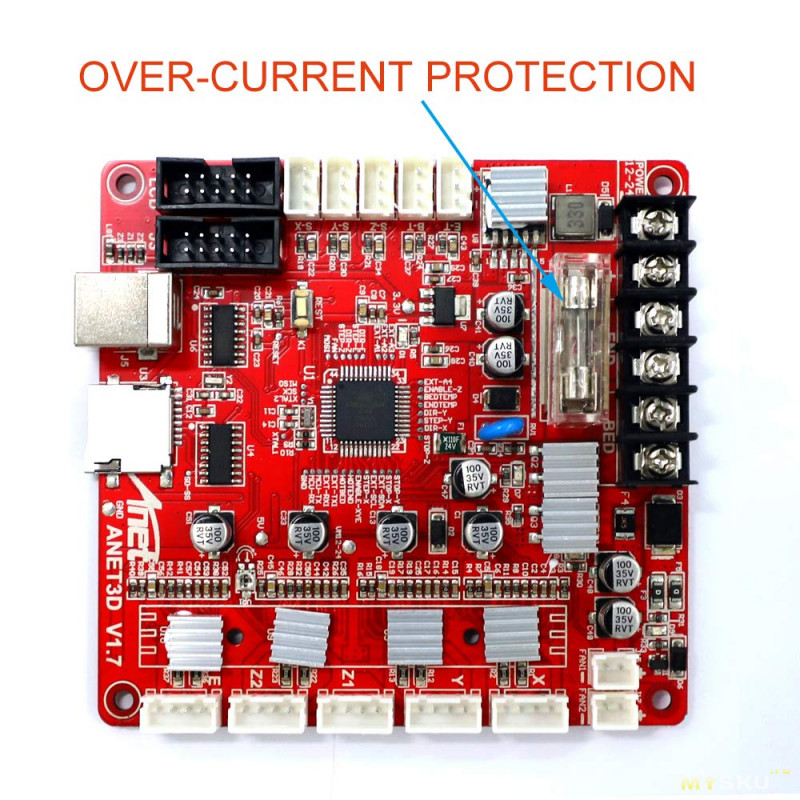
Материнская плата – одна из вариаций RAMPS. Драйверы уже впаяны, предусмотрена настройка силы тока для оси Z. Драйверы несъемные, отремонтировать отдельную часть в плате не выйдет.
На подключение проводов уходит больше времени, чем на сборку механической части. На панели есть все подписи, сложностей не возникнет. В руководстве пользователя представлена подробная схематическая инструкция. По этому же принципу присоединяются кабели к плате: каждый разъем подписан или имеет цветовое обозначение.
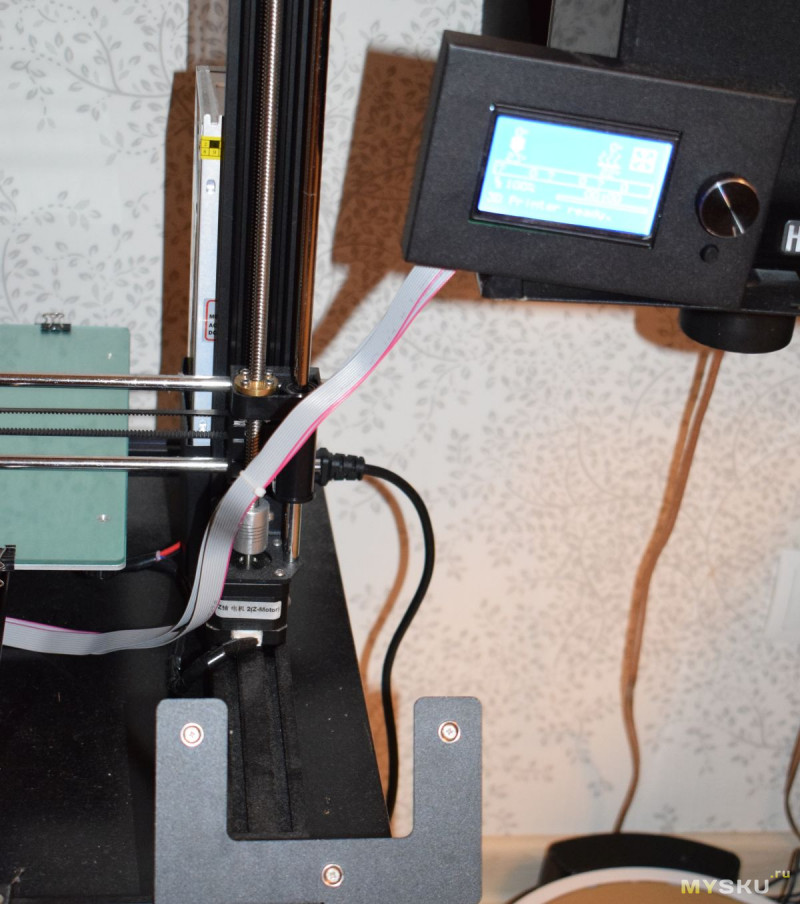
Важно! Дисплей монохромный. Он не обладает такой цветопередачей, как у того, который изображен в рекламных роликах производителя.
Дисплей на магнитах крепится к рогатине, которая поставляется в комплекте. Его можно в любой момент снять и управлять принтером, как пультом.
Прошивка
Прошивка – программное обеспечение, которое позволяет контролировать работоспособность и производительность устройства. По умолчанию разработчик поставляет принтеры с установленной прошивкой Marlin, но устаревшей версии. Устройство будет работать, но в процессе функционирования появляется проблема с регуляцией температуры. Из-за этого принтер может загореться.
Чтобы этого избежать, нужно установить новую версию прошивки. Скачать ее можно на официальном сайте – https://marlinfw.org/meta/download/.
Также пользователю понадобятся:
- ПО Arduino IDE – это интегрированная среда разработки для загрузки кода прошивки в 3Д-принтер;
- два конфигурационных файла – Configuration.h и Configuration_adv.h. Они предоставляют управление платой, чтобы загружать прошивку в принтер.
Чтобы файлы можно было изменять, их нужно поместить в корректную папку. В ОС Linux папку Anet нужно скопировать в Arduinohardware, в Windows – в DocumentsArduinohardware.
Установить драйвер Arduino – запустить файл CH341SER.EXE из папки Drivers, согласиться с условиями инсталляции.
- После скачивания необходимой версии прошивки Marlin нужно распаковать архив, открыть папку Marlinexample-configurationsAnetA8.
- Скопировать в нее два конфигурационных файла, вставить их в папку.
- Подключить принтер к компьютеру, убедиться, что прошла синхронизация. Для этого нужно перейти в диспетчер устройств, кликнуть на раздел «Порты». Если есть пункт USB-SERIAL CH430 (COM), это означает, что ПК распознал подключенный принтер.
- Запустить Arduin через файл .exe, открыть файл Marlin.ino. Откроется скетч прошивки, зайти в меню «Инструменты», перейти на «Плата», выбрать Anet V1.0.
- В меню «Инструменты» кликнуть на «Порты», найти присвоенный принтеру.
- Нажать Ctrl+R, начнется компиляция прошивки. Затем ее нужно переместить в принтер, для этого зажать Ctrl+U.
Во время загрузки в нижней части экрана будет отображаться процесс прошивки. После загрузки 3Д-принтер перезагрузится в автоматическом режиме.
Внимание! В прошивке установлены параметры для печати по умолчанию, ими можно пользоваться в процессе работы. Если нужно что-то изменить, в меню необходимо вручную выставить необходимые данные.
Anet A8 Plus – китайский 3D-принтер бюджетного класса. По своим техническим характеристикам напоминает предшественника, но в нем исправлены несколько существенных недостатков.
- Габариты печатной камеры подходят для изготовления крупных или средних по размеру заготовок.
- Каркас цельнометаллический, что добавляет жесткости и устойчивости во время работы.
- Работает с декоративными и гибкими пластиками, рекомендованный материал — PLA.
- Платформа покрыта слоем стекла для улучшения адгезионных свойств.
- Поставляется вместе с монохромным дисплеем на магнитах, который для удобства управления можно снимать с рогатки.
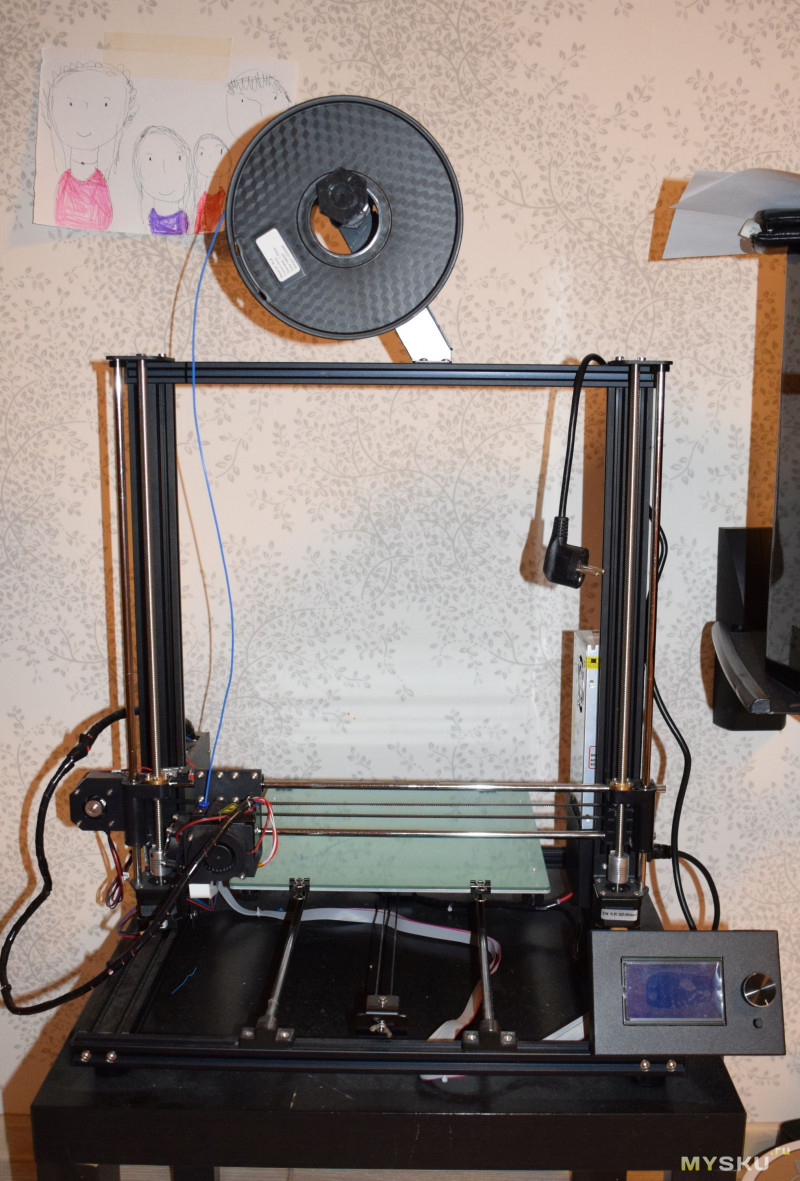
Человек предполагает, а бог располагает. По медицинским причинам этот обзор писался непомерно долго. За это время вышли другие обзоры этой модели. Поэтому сосредоточился на том, чего в тех обзорах не было и быть не могло — взгляде и ощущении человека, впервые прикоснувшегося к 3D принтеру. Ну и, так как пришлось какое-то время ограничиваться теорией — описание того, что именно апгрейдили по сравнению с моделью A8. Что-то мне подсказывает две вещи, (1) что таких, как я неофитов множество и им видеть, где я спотыкался, а где прошло гладко, будет интересно. (2) что-то я точно не заметил, не осознал и пр. И тут профи призываются в комменты. Я и вообще конструктивную критику ценю, а уж в теме, где опыта у меня с гулькин нос — так тем более.
Как вариант где купить для предпочитающих Paypal — официальный магазин Anet shop.anet3d.com/collections/fdm-3d-printer/products/anet-a8-plus
Доставка и посыпание головы пеплом
Отгрузка 16 апреля, получено 13 мая 2019. Полный трек, IML, курьер привез домой здоровую 12 кг коробку. Сейчас при доставке из РФ дешевле, чем из Китая, будет быстрее.
Да, 13 мая — а сейчас уже глубокая осень. Это должен был быть первый обзор на эту модель — а получился дцатый  так что сосредоточусь на том, чего не было в прошлых обзорах — опыта эксплуатации от новичка в деле 3D печати.
так что сосредоточусь на том, чего не было в прошлых обзорах — опыта эксплуатации от новичка в деле 3D печати.
Дополнительная информация
Дело в том, что 08 мая я оказался на операционном столе по поводу позвоночника, с экстренной повторной операцией и мне ещё с этим делом разбираться и разбираться. Но сейчас уже много легче, а тогда больше килограмма поднимать не мог, и поставщика, называя вещи своими именами, подставил. Люди, правда отнеслись с пониманием и, чуть ниже, когда понадобился сервисный совет — ответили быстро. Летом семья в деревне жила, тащить туда принтер не было никакой возможности — вот и затянулось.
Заодно уж извинюсь по поводу пыли. Уезжал на неделю, потом снова поездки. Если не сфотаю и не выложу сейчас — ещё на месяц затянется. Что более стыдно, чем пыль.
Упаковка
Упаковка на твердые 5 — ящик из гофрокартона, к нему в торец плотно примотаны скотчем две катушки с филаментом.

Внутри — три слоя пенополиэтилена, сначала крышка (в одном из прошлых обзоров автор IMHO разбирал ящик с дна 

в два нижних как в ложементы уложены полусобранные узлы


Надо сказать, что крепежа — уйма. Так что сразу взял плошку и складывал туда. Пары гаек не хватило. Причем перед этим я перетряхивал всю упаковку и пару гаек нашёл в самых неожиданных местах.

Качество исполнения крепежа высокое.

Спецификация
* Я подредактировал русский перевод. Есть незначительные расхождения в спеках на Амазоне и на офсайте, я больше доверяю Амазону.
Бренд: Anet
Модель: A8 plus
Вилка: США/ЕС/Великобритания/AU (дополнительно)
Вход: 110/240 В
Выход: DC 24 В
Мощность: 360 Вт (на шильдике столько же, но 300 Вт указано на амазоне)
Материал рамы: металл
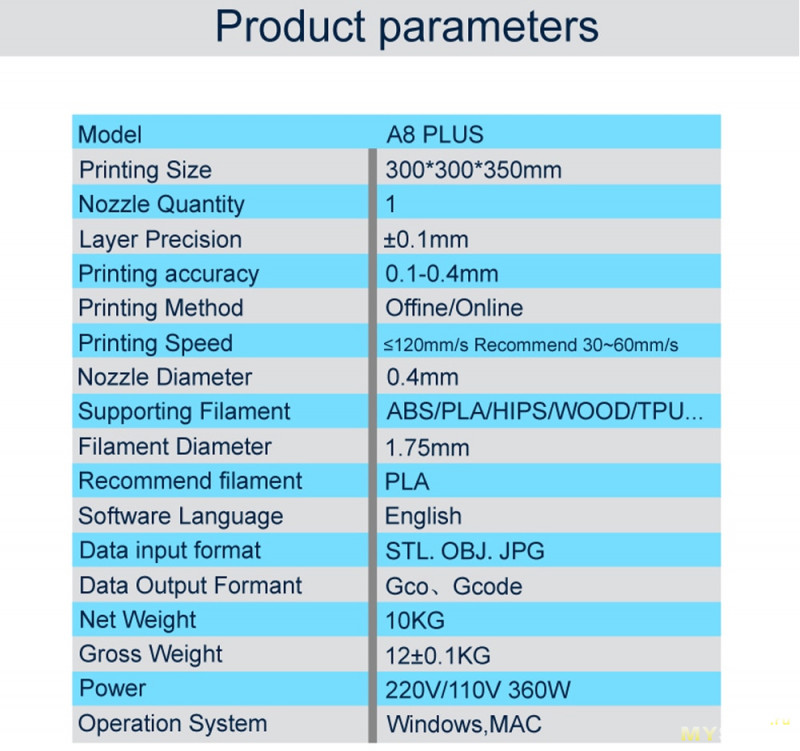
Размер печати: 300*300*350 мм
Скорость печати: Макс. 120 мм/сек., рекомендуется 30-60 мм/сек.
Нить: Ø1,75 мм PLA, ABS,
бедра
HIPS он же Полистирол, «дерево», TPU и т. д. Pекомендуется PLA
Точность печати: +-0,1 мм
Толщина слоя: 0,1-0,4 мм
Экструдер: один
Диаметр сопла: 0,4 мм
Формат ввода файла: STL, OBJ, JPG
Формат вывода файла: Gco, g-код
Подключение: usb-кабель (онлайн) или tf-карта (оффлайн)
Программное обеспечение хоста: Cura
Язык: английский, китайский
Поддержка системы: Windows, MAC
Платформа Температура: max.100 ℃
Температура печати: Макс. 250 ℃
Размер машины: 612*462*573 мм
Вес машины: 10 кг
Условия эксплуатации: темп. 10-40℃,влажность воздуха :20-50%
Посылка Размеры: 58*37*17,5 см
Посылка Вес: 12 кг
Инфа о продукте на Амазоне
Страница на оф сайте
На Амазоне пока три отзыва. Два положительных, на 5 баллов и на 4. Один отрицательный. Один разным пластиком что-то уже печатает, другой не доволен экструдером, решил заменить на другой, начал перешивать по инструкции от старой модели, окирпичил — теперь ждёт запчасти на замену. Но удовольствие явно уже получает по полной
Отрицательный отзыв из-за не рабочего экструдера. Один из двух отрицательных отзывов на Али по той же причине. (Второй там — не доехал). Я так подробно об этом пишу, так как сам столкнулся с проблемой и, к счастью, довольно легко поборол.
То есть на 59 отзывов (и мой 60-й) 4 проблемы с экструдером. Стоит того, чтобы борьбу с ней вынести в отдельную главку ниже.
Других родовых проблем ни в одном отзыве не отмечено.
Сборка
Видео, которое мне реально помогло китайское https://v.youku.com/v_show/id_XNDAwNDI3NjczMg==.html спасибо камраду Zhenya88. Главный недостаток видео — перед началом идёт минута(!!!) рекламы, которую я отключить не сумел. Вообще-то я видео недолюбливаю, предпочитая мануал. Но мануал по сборке, входящий в комплект не слишком очевиден из-за мелких фотографий, да и грешит небольшими ошибками. Впрочем, по нему я почти всё собрал — и тут уперся в подключение проводов. Точнее в то, какой провод через какое отверстие пропускать и с каким соединять в жгуты. Тут печатный мануал сказал пас и вистовать пришлось по кадрам видео. Оно, хоть и на китайском, хоть и реклама в начале — но зато картинка понятная и, главное, именно от этой модели.
Описывать детально сборку смысла не вижу, см видео. Дам свои впечатления-замечания.
Во-первых, сама по себе конструктивная схема, когда задающие точные размеры детали скрепляются резьбовыми соединениями грубо не соответствует тому, чему меня учили на курсе конструирования механизмов приборов. Нас учили, что винт (2) лишь примерно задаёт положение соединяемых деталей (3 и 4). Причем для этого отверстие под него спецом большего размера. А точное взаимное положение деталей задаётся двумя штифтами (1) (Я не даром привожу именно эту картинку. Она очень похожа на то место в экструдуре, которое и вызвало проблемы. И именно по описываемым причинам
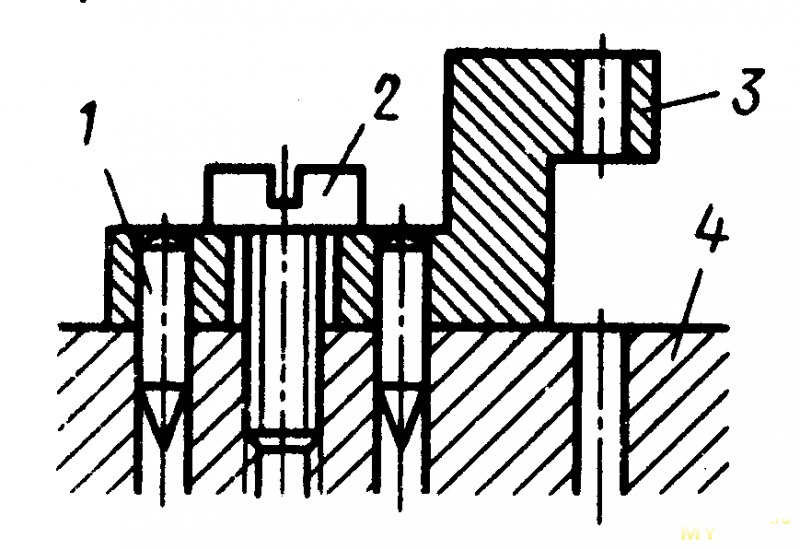
Здесь же штифтами и не пахнет, взаимное положение деталей задаётся резьбовыми соединениями, что гораздо менее точно

Другое дело я, конечно, понимаю, что если такой принтер делать по советским приборостроительным требованиям, то он во много раз дороже получится. Так что по одёжке протягиваем ножки
В целом ( и к моему несказанному удивлению) такое упрощение всё же оказалось работоспособным. Правда не без косяка. На последних 50-70 мм по высоте вверх звук у мотора сильно меняется, при прокрутке рукой чувствуется нарастающее сопротивление. Причина — чуть разная ширина рамы вверху и внизу. Но это скажется только на самых высоких моделях, до которых мне ещё как пешком до Луны, так что пока отложил. Тем более, что IMHO способ борьбы +- понятный — проставлять тонкие металлические прокладки.
Во-вторых, мне лично не хватало полного понимания того, зачем я делаю то и это. Особенно это проявилось при установке концевика нижнего положения по оси Y. Я почему-то сдуру решил, что он должен быть защитным механизмом и не давать соплу пробить стекло Соответственно, матерясь, пытался так и сделать (и даже сделал!). Оказалось — мартышкин труд и нормально сделать на пару миллиметров ниже плоскости стола.
В-третьих, оценил сделанные доработки от A8 к моему A8 plus. Инструкции то и дооснащения читал сначала для старой модели, по новой ничего не было. В моей модели основные косяки, отмечаемые владельцами старой и решаемые допилингом, адресованы. Рамы достаточно жесткие, проблем из-за них не испытывал. Сделаны вполне работоспособные натяжители обоих ремней. Стол стал стеклянный, ровный и с его выравниванием при наличии навыка (но не сразу  всё ОК. Выравнивание стола — рукоятками, а не тот ужас, что описывали раньше. То есть очень прилично. Но всё, что хорошо — это по умолчанию, внимание на проблемы.
всё ОК. Выравнивание стола — рукоятками, а не тот ужас, что описывали раньше. То есть очень прилично. Но всё, что хорошо — это по умолчанию, внимание на проблемы.
Мои (детские) проблемы при сборке
Во-первых, как уже указал, вверху вертикальная рама чуть то ли уже, то ли шире, чем внизу. Из-за этого пока у меня последние 50-70 мм по высоте не могут быть использованы. Понадобится — починю.
Во-вторых, не хватило буквально пары гаек. Обошелся подручными средствами.
В-третьих, пришлось регулировать натяжение X ремня. То есть сама по себе задача на полминуты Но мне как новичку понадобилось время понять, почему у меня проблема и где ее искать.
Всё это, как видим, проблемы плёвые. Более серьёзной была проблема с экструдером. Как видно из отзывов, она и стала причинной почти всех отрицательных отзывов на Али и на Амазоне. Итак, все собрано, стол выставлен по толщине бумажного листа, включаю. Всё жужжит, греется, но филамент не подаётся.
Разбирался какое-то время. Видно, что без филамента подающая шестерня крутится, с ним — нет. Написал в саппорт, типа что делать, планирую разобрать — но может что ещё посоветуете? Говорят, всё правильно, разбирай.
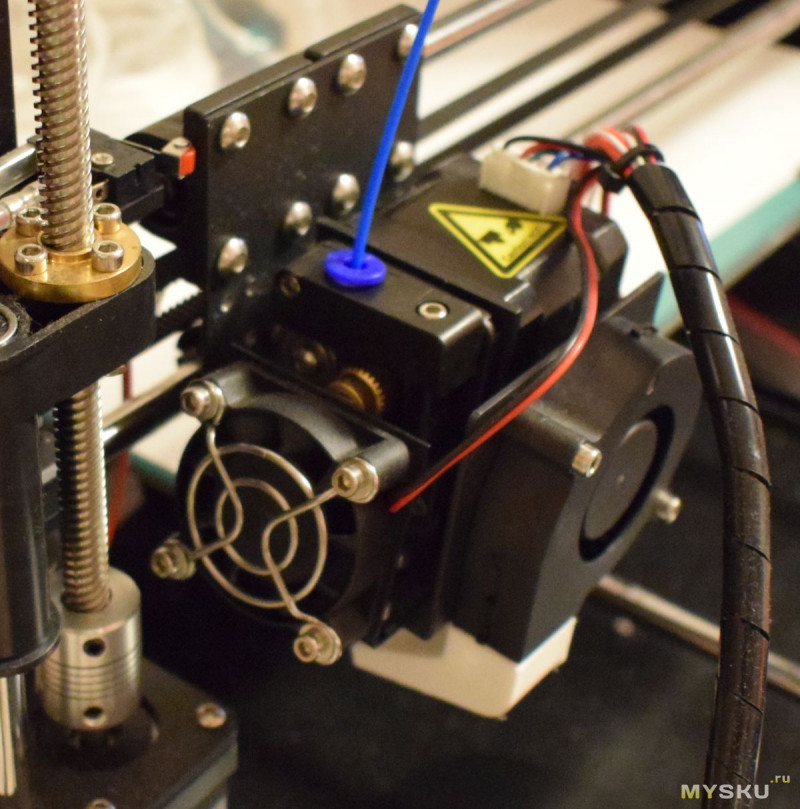
Вот фото экструдера в сборе
Снял вентиляторы и коромысло с прижимом. Видно отверстие, куда должен уходить филамент.
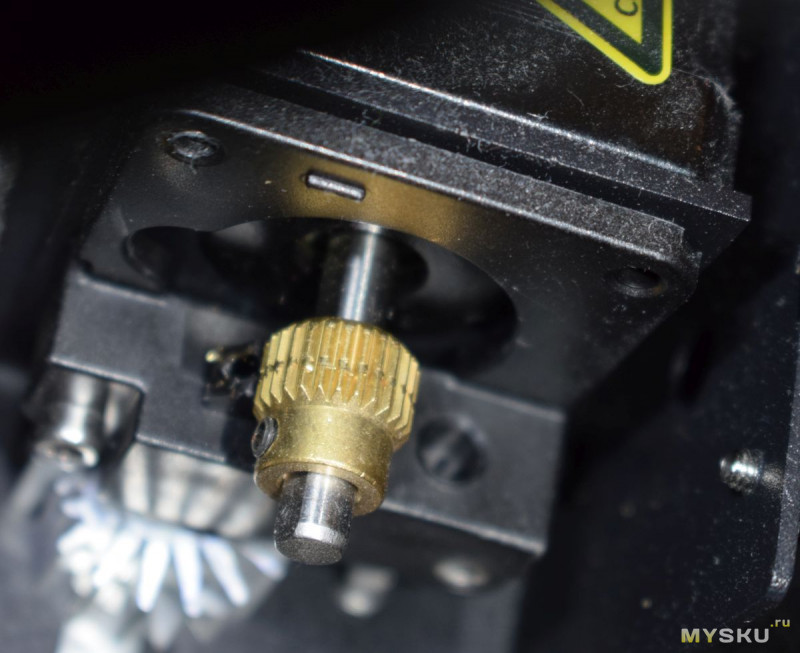
И по износу от застрявшего филамента на шестерне видно, что подавался он не в отверстие, а чуть в сторону
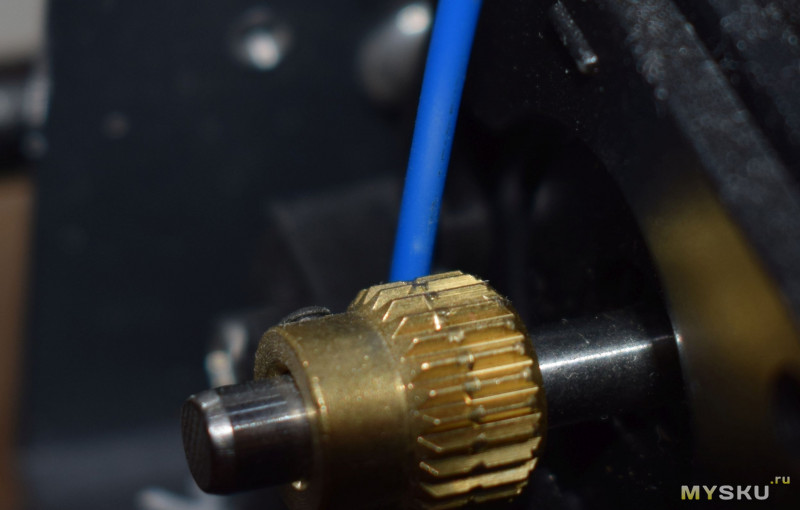
Причина тоже проста — прижимное коромысло было прикручено неверно, приемное и выходное отверстия оказались не соосными. Прикрутил обратно — всё заработало
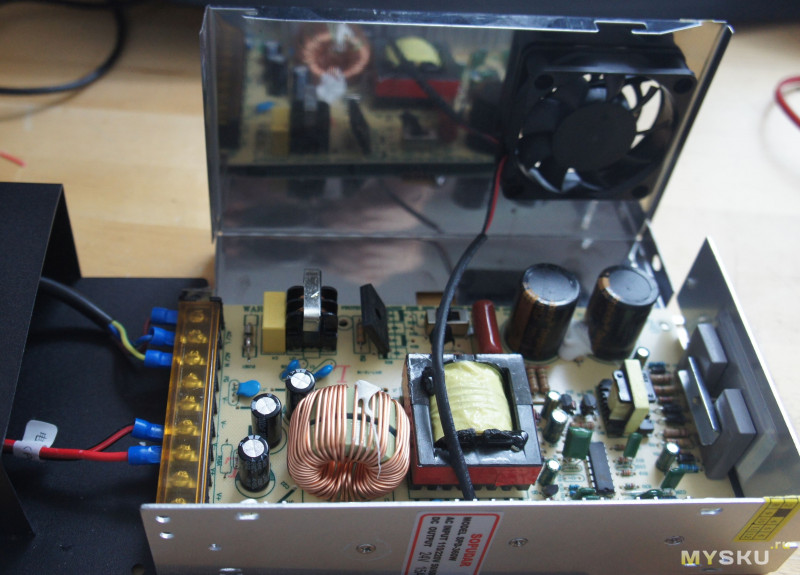
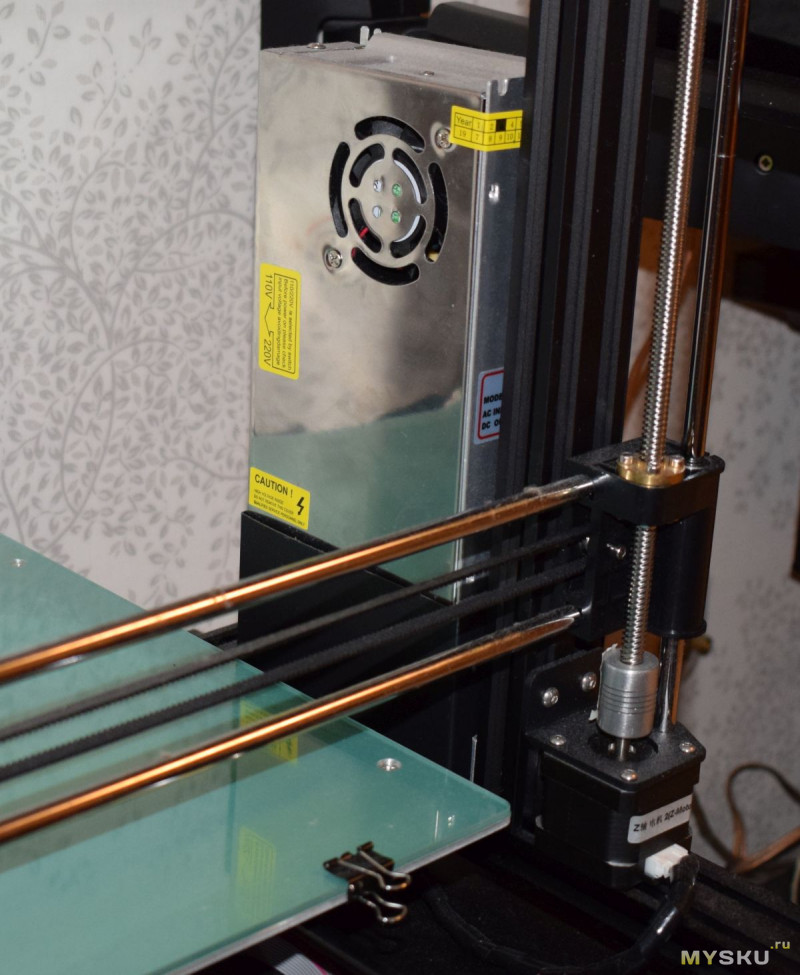
Блок питания
На самом деле с его разборки я и начал, до сборки аппарата. Уж больно страшно оставлять на часы работать, не взглянув внутрь. Вроде на вид криминала не нашёл.
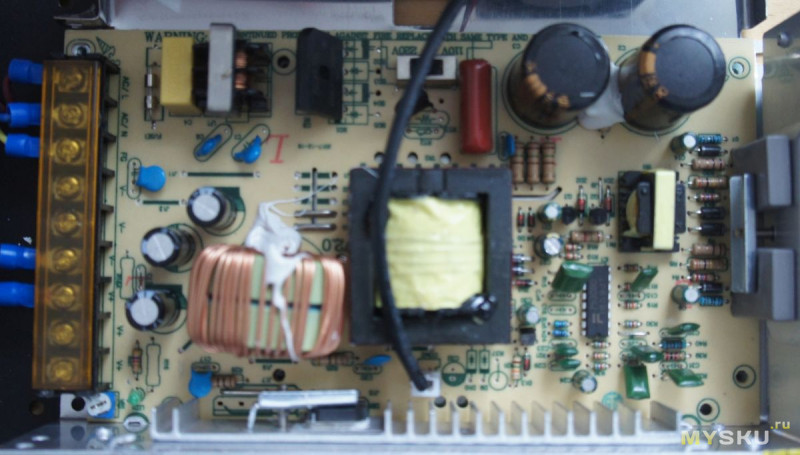

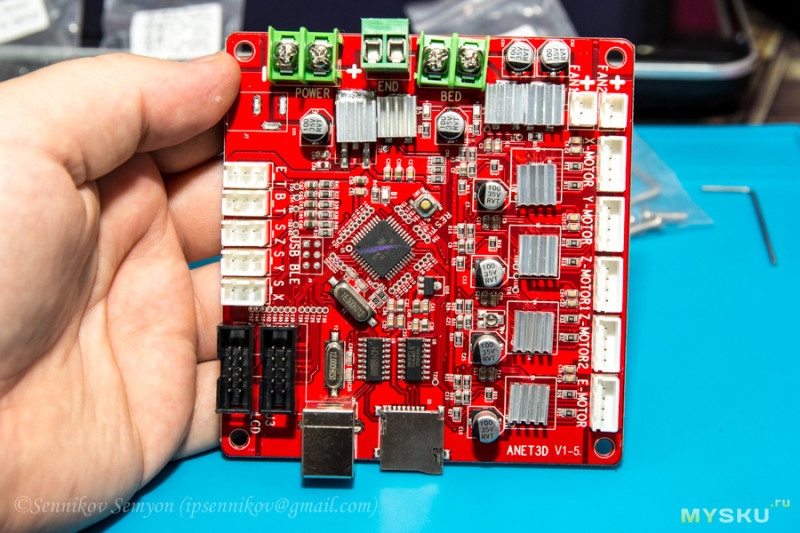
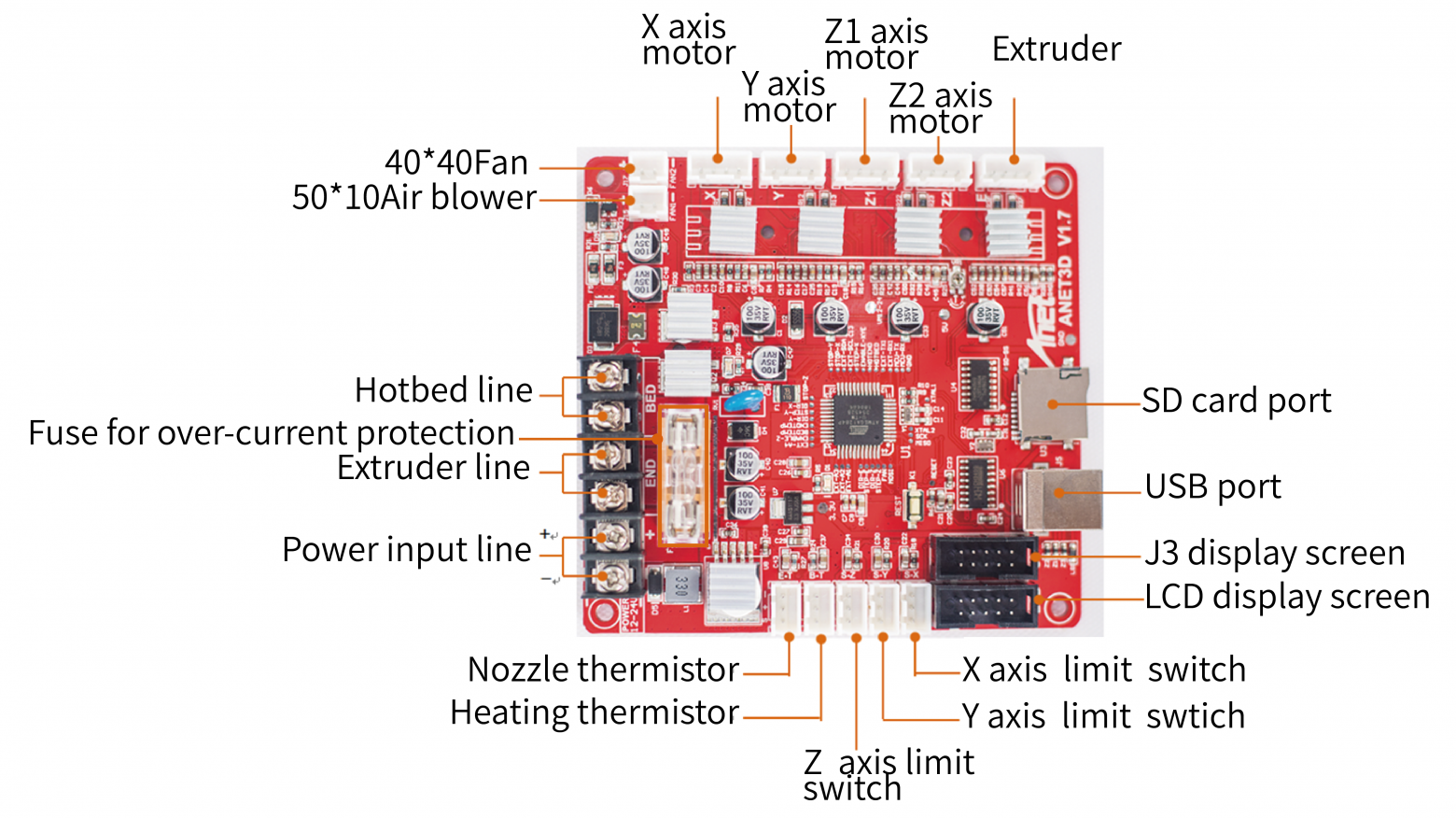
Материнская плата
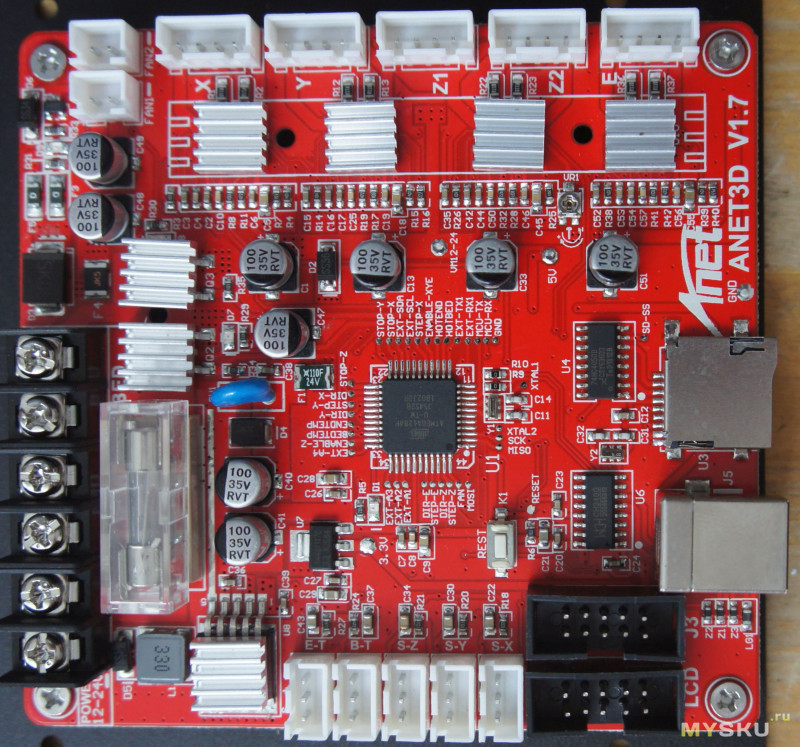
Сфотал чипы для порядка
Дополнительная информация

Внешний вид
Что изменили при апгрейде
Пишут про девять улучшений: стабильности, размера печати, метода работы, загрузки нити, структуры экструдера, регулировки ремня, печатного стола, материнской платы, и сборки. У меня прошлой модели не было, будем разбираться.

1) Стабильность
Y и Z направляющие — двойные.
Дополнительная информация
Впрочем, оставивший 4 звездный отзыв на Амазоне владелец принтера критикует это решение с двумя моторами по Z, как требующее нанесения меток для синхронизации их позиций. Я метки поставил для синхронизации — но так и не понял ни в чем проблема ни чем мне эти метки помогут
2) Размер печати
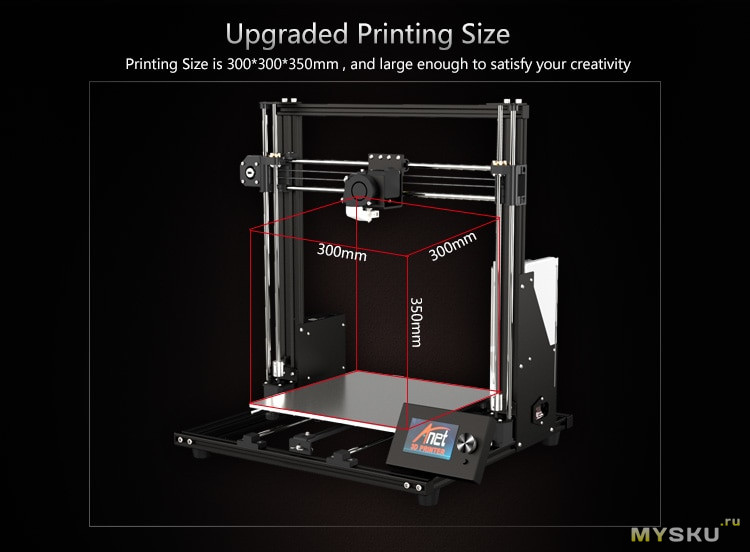
Было 220x220x240. Больше, конечно, лучше. Но по инженерному опыту масштабирование машин ой не простая штука.
3) Метод работы
Тут улучшение сводится к магнитному креплению панели управления в штатное место и оснащению панели ручкой
Дополнительная информация
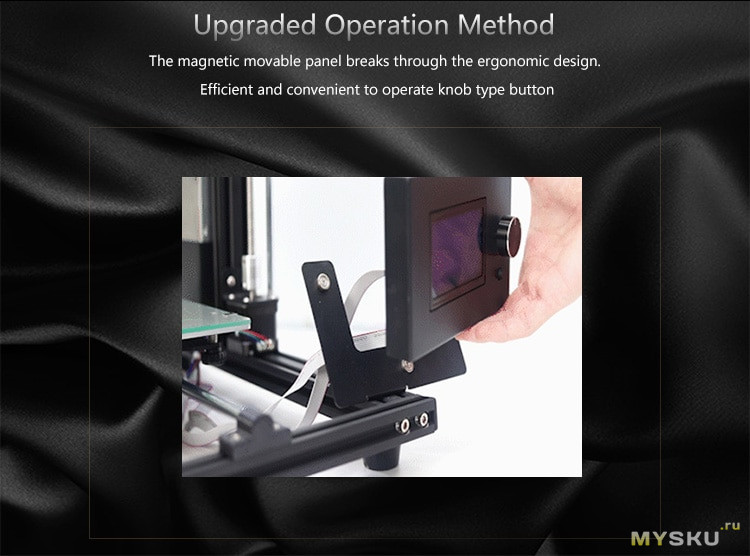

Уважают в Китае звучные фразы…
Прошлая версия панели
Дополнительная информация

4)Автоматизация загрузки и выгрузки нити
На картинках установка, предпрогрев, загрузка, готово.
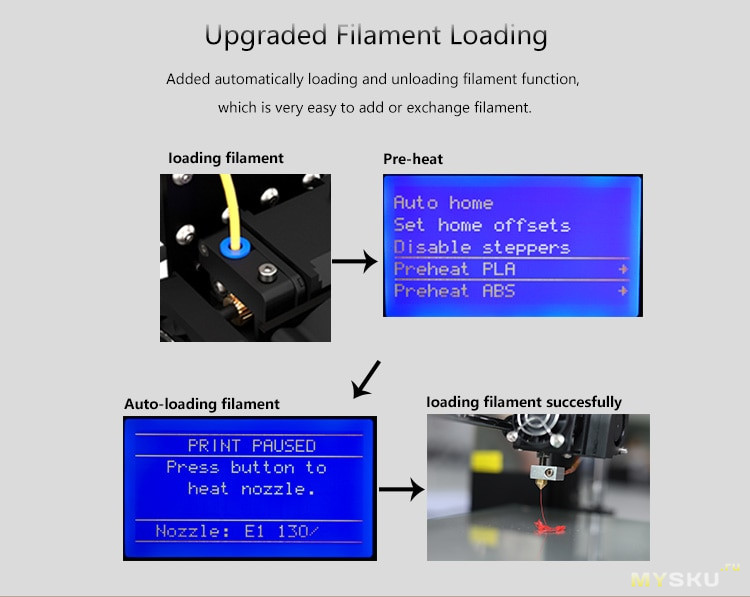
Не знаю как раньше — а то, что сейчас мне показалось удобным. К сожалению, хоть какого-то описания меню не предоставлено. Но метода тыка хватило, чтобы начать печатать PLA.
5) Структура (конструкция?) экструдера
Пишут, что патентованная, загружается равномерно и не забивается. Улучшается печать TPU нитью (про другие прямо не сказано)
Дополнительная информация

Как мы видели выше — была проблема с кривой сборкой. И не у одного меня. К счастью, легко устранимая. (Мои фотки были выше)
6) Регулировка ремня
Судя по обзорам прошлой модели чуть ни все начинали с замены этого узла
Натяжение ремней по осям Х и Y может легко регулироваться.
Дополнительная информация

Узлы натяжения рабочие по обоим ремням, ничего химичить не надо


7) Печатный стол
Алюминиевый нагреваемый стол теперь снабжён стеклянной панелью.
Дополнительная информация

Ранее был без стекла (здесь и далее фото а8 без плюса с благодарностью взяты из обзоров муськовчан)
Стекло есть Проблем с плоскостностью стекла не отмечал.
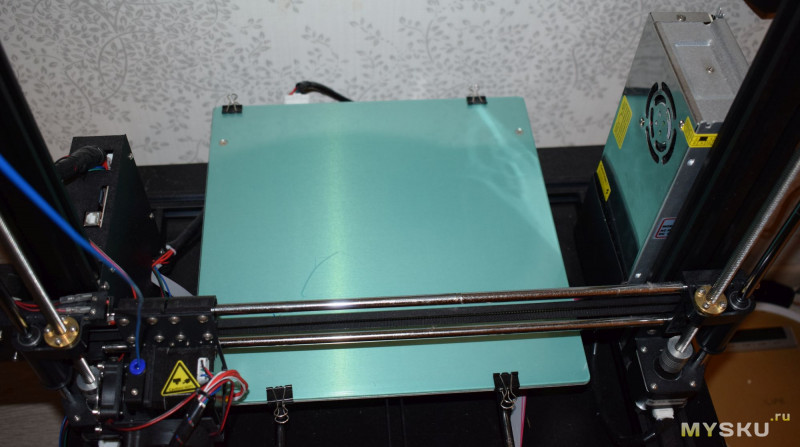
Было в прошлой модели
 Материнская плата
Материнская плата
Пишут, что добавлена защита от короткого замыкания и перегрузки по току. В реальности представляет собой плавкий предохранитель
Раньше плата была такая
Дополнительная информация
9) Сборка
Здесь речь о том, что принтер поставляется на выбор полностью разобранным для ценителей и полу — собранным, по узлам, для тех, кому поскорее бы печатать

Быстрый старт
Мне лично очень не хватало такого документа на полстраницы.
Так что попробую по итогам его прикинуть. Вот даже ни разу не сомневаюсь, что по результатам обсуждения придется исправить и дополнить. Для того и пишу.
1) Собрать, см видео. Вертикальный концевик чуть ниже плоскости стола, а не как в мануале.
Провода скрепить минимально стяжками в жгуты, но не заматывать лентой.
2) Убедиться, что ремни не провисают, подтянуть при необходимости
3) Проверить все электрические соединения, глубоко вдохнуть, включить. Убедиться, что вентиляторы жужжат.
4) Через меню погонять стол и головку туда-сюда. Если всё ОК — выключить и замотать жгуты лентой
5) Включить, выровнять стол четырьмя рукоятками. Для этого загнать экструдер в нулевое положение, а потом командами с панели выставить около 4 углов так, чтобы с минимальным натягом пролезал между столом и соплом лист офисной бумаги. Мне пришлось повторять три круга, пока не набил руку. Проверить в центре стола, что всё ОК (интересно, если будет не ОК что ж делать то) Не понял, кстати, как правильнее это делать — делал на холодном столе, возможно на горячем правильнее.
Выключить принтер, чтобы он запомнил нулевую позицию (Вот тут перфекционист во мне заплакал кровавыми слезами. Ну почему не дать команду запомнить через меню?!)
6) Вставить филамент и попытаться что-то печатать мелкое. Если не лезет — не мучить, как я сдуру делал, а разбирать экструдер и собирать с руками из плеч. Проверять, что филамент лезет в приёмное отверстие после шестерни.
Тестовая печать
Уже поевши невкусного, ожидал дальнейших неприятностей. Но дальше тьфу-тьфу пошло как по маслу. Взял две модели с прилагаемой SD карты. Дал команду печатать. Мелкая Shia печаталась часа полтора (Shia 1:21). Побольше Bymax — 4:14. То есть если с такими же настройками печатать весь доступный объём — это будет сутками. Явно видно, что без хорошего UPS это будет лотерея. Даже у меня в Нерезиновске, сбои по питанию почти каждый день бывают, хоть обычно на доли секунды. Плюс бывают броски напряжения, которые защитное реле тоже превращает в пропадания напряжения.

Дополнительная информация


На Баймаксе видно повыше пояса небольшие погрешности. Думаю, это то время, когда девчонки устроили беготню около принтера. Потом если найду время перепечатаю и проверю гипотезу.
Комплектный софт
В комплекте шел примитивный кардридер и SD карточка подозрительного качества. Я первым делом ее забекапил и положил в пакетик обратно. И не зря — при попытке повторного чтения через пару месяцев карточка была уже трупом.
Содержимое карточки — софт, модели в g-коде которые я и печатал и мануал. Мануал более точный, чем печатный, но недостаточный для сборки — всё равно понадобилось видео.
Модели — две из них, Bymax и Shia напечатал и сфотал/ Баймакс дочка сказала — какой-то мульт персонаж. Шиа — вроде нагуглил какого-то актёра похожего.
Софт представлен античными версиями, я скачал в папку MyDownload актуальные, но это останется за рамками этого обзора
Сделать нам еще предстоит больше, чем сделано…
Несмотря на многомесячный интервал между получением принтера и написанием обзора по отмеченным выше причинам у меня было не так и много времени на освоение мастерства. Так что это моё мастерство сейчас где-то на твердые 5 баллов. Если по 100 бальной шкале. В частности, я сознательно ограничился PLA пластиком, хотя инструкция обещает в оч. умелых руках ABS и не только. Понимаю, что hands.dll мне ещё патчить и патчить. Точно также ограничился пока печатью готовых моделей. Разбираться с софтом для моделирования важно и интересно, но это другая тема, непосредственно не относящая к этому принтеру, но к печати вообще. А прошивки, конечно, к нему относятся — но см про hands.dll выше.
Достоинства и недостатки
Повторюсь, с точки зрения неофита
+ Может печатать если не из коробки, то после нескольких часов сборки и настройки в одиночку человеком, впервые прикоснувшимся к 3D принтеру.
+ Достаточно жёсткая рама. Хотя при печати дрыгается стол дай боже, пластик ложится вполне прилично IMHO — см модели.
+ Множество болячек предыдущей модели A8, которые отмечены в обзорах и допилены энтузиастами, здесь вылечены из коробки.
+ Довольно большая область печати (обратной стороной чего является проблема куда же его деть в квартире)
Болячки нашлись
— Пришлось разбирать и правильно собирать экструдер
— Не хватило пары гаек
— Не понравилось расположение выхлопа блока питания. Моим малым моделям не помеха, но для высоких как-то неуместно на них дуть IMHO
Дополнительная информация
— комплектная SD карточка позволила себя забекапить и вскоре ушла в страну вечной охоты.
Итого
Принтер меня интересовал на предмет возможности начать печатать с нулевым опытом в теме и абсолютно без какой-либо поддержки знакомыми гуру, только гугл и базовое техническое образование-опыт. Оказалось — с Anet A8 Plus это получилось у меня запросто. Причем не так запросто, что всё получилось из коробки. Напоролся на единственный упоминаемый в отзывах на Али и Амазоне косяк с экструдером и успешно его преодолел. Так что точно не скажу. что этот принтер лучший для новичка (для этого у меня нет опыта). Но готов поручиться, что для новичка принтер вполне годный.
Хорош ли он для продвинутого пользователя? Тут лучше высказаться профи, спецам и гуру, а не мне
Купон на 8%
Anet
Время на прочтение5 мин
Количество просмотров20K
Здравствуйте! Я рад представить вниманию читателей обзор обновленного хита от Anet3D — принтер Anet A8 Plus. Он действительно стал заметно больше и по-настоящему металлический. Кроме того, производитель сделал серьезную работу над ошибками и принтер теперь собирается очень легко и реально печатает «из коробки», даже несмотря на некоторые мелкие проблемы.
Речь пойдет вот об этом аппарате:

Под катом буквы, фото и видео о подготовке к работе и скромном опыте эксплуатации.
Основные технические характеристики (из официальных источников):
- Поле печати 300х300х350мм
- Рама из алюминиевого конструкционного профиля 20х20мм и 20х40мм
- Двойные полированные валы диаметром 8мм и линейные подшипники на каждой оси
- Привод оси Х и У при помощи ремня с системой натяжения
- Два шаговых двигателя оси Z с трапецеидальными ходовыми винатами
- Дополнительные предохранители для защиты от перегрева
- Съемная панель управления (дисплей с энкодером)
- Подогреваемый стол
Распаковка
Принтер начинает приятно удивлять уже на этапе доставки. Все очень грамотно упаковано в аккуратный пенополиэтиленовый кирпичик. Размер коробки вполне вменяемый, несмотря на то, что принтер уже практически полностью собран.
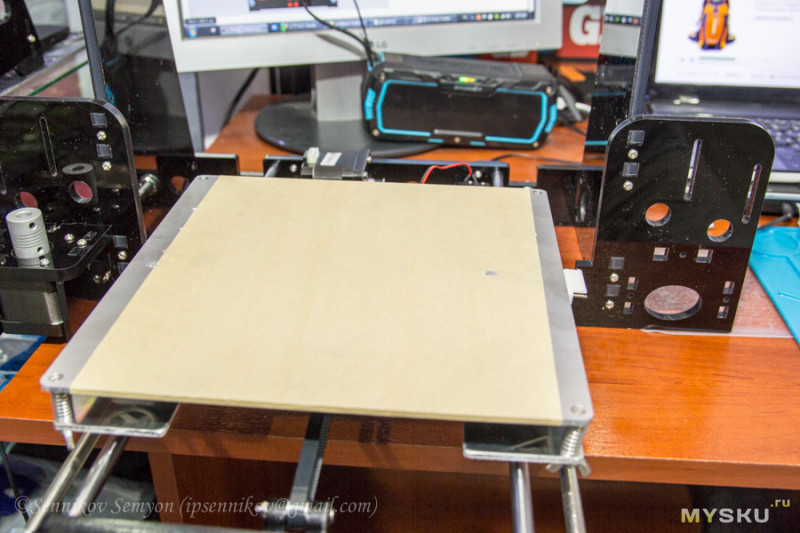
В верхней части этого кирпичика лежит основание принтера с установленными направляющими и столом. На стол уже брошено стекло для печати и есть канцелярские зажимы. Я всегда только так и печатал и всем советую. Только мне больше нравится зеркало.

В нижней части находится вертикальная часть рамы с осями X и Z, а также вся электроника от принтера.

В комплектацию принтера также входят:
- Две отвертки
- Набор шестигранных ключей
- MicroSD карта памяти на 8Гб с USB-адаптером
- Бокорезы
- Держатель катушки
- Пробник PLA-пластика (около 10м)
- Оплетка для проводов
- Запасные предохранители
- Сопло для обдува
- Напалечники
- Инструкция
Сборка
Сначала устанавливается вертикальная ось. Для начала она прикручивается уголком и винтом в торце профиля. Можно сразу снять транспортировочные стяжки, фиксирующие ремни и затянуть установочные винты шпилек оси Z. Все! На этом сборка механики окончена!

Основа рамы сделана из алюминиевого конструкционного профиля 20х20мм. Направляющие вдоль оси Y 20х40мм. Пластиковых деталей очень мало и почти все они изготовлены литьем. Даже вспомогательные детали экструдера выполнены из тонкого листового металла. Оба ремня, X и Y, имеют нормальные натяжители.
При всем при этом, это та же самая, старая добрая Пруса. На ремнях, ШВП, валах и линейных подшипниках. Тут я должен сделать небольшое отступление. Несмотря на все минусы этой линейной системы перемещения, я считаю ее применение в бюджетных станках более чем оправданным. Если валы кривые или испортились подшипники, их всегда очень легко найти и поменять. Также, если валы не параллельны, их всегда можно немного подвинуть и настроить. Если брать станок на рельсах или роликах, то это будет уже совершенно другая ценовая категория.
Блок питания крепится в правой части станка и играет роль дополнительной косынки, придающей жесткости конструкции. Обратите внимание, что он тоже имеет металлический кожух, разъем сетевого кабеля и тумблер для включения. И все это, конечно, уже собрано и подключено.

Далее устанавливаются концевые выключатели осей X и Z. Все уже продумано и отформовано в пластике. Весь крепеж подобран оптимально. Посадочное место под концевик оси X:

Даже держатель концевика оси Z сделан из металла. Крепится он очень надежно, а переместить его для калибровки очень легко.

В качестве материнской платы также используется одна из вариаций RAMPS’а от Anet3D. Драйверы впаяны, есть регулировка тока оси Z. С одной стороны это минус (то, что драйверы не съемные), с другой стороны в моей практике ни один драйвер не пострадал. Есть предохранитель на стол и слот для печати с карты памяти. Прошита плата тоже какой-то сборкой Marlin’а от производителя. В конце статьи я дам ссылку на софт для этого станка, но даже на стоковой прошивке у меня все уверенно стартануло.

Подключение проводов происходит гораздо дольше, чем сборка механики. Зато все подписано и можно подключать особо не глядя в инструкцию. Паять ничего не надо. Вся коммутация продумана очень грамотно. Даже для концевиков сделаны специальные кабельные наконечники.

Кстати, стол нагревается от 24В. Со старой моделью у меня была проблема, что контакты нагревателя в разъеме грелись. У Anet A8 Plus в разъеме стола уже по два контакта на плюс и на минус (и сами провода тоже дублируются), а сами контакты залиты герметиком.
Я добавлю сюда иллюстрацию с картинкой для подключения. На ней просто лучше видно саму плату. По факту даже она не нужна. На плате есть подписи, а на всех кабелях шильдики. Это вообще применимо в целом ко всему станку. Все собирается очень однозначно и интуитивно.
В итоге, после полной сборки и уборки проводов в оплетку, он выглядит следующим образом:


На многих фото товара на дисплее изображен цветной логотип Anet3D, но на самом деле используется обычный монохромный ЖК-дисплей. Кстати, он очень оригинально установлен на рогатину с магнитом и его можно снять, взять в руки и управлять принтером как большим взрослым ЧПУ-станком с пульта!)
Дисплей с энкодером и кнопкой перезагрузки находится в отдельном металлическом боксе. Разобрав его, я все-таки нашел к чему придраться в этом станке!

Экструдер
На первый взгляд производит очень хорошее впечатление. Он мало чем отличается от народного MK2 и к нему легко можно будет найти запчасти. По сути, производитель позаботился о том, чтобы на принтер сразу были удобно установлены кулеры охлаждения экструдера и модели. На сам термобарьер установлен дополнительный радиатор прямо перед кубиком — очень элегантное решение по сравнению с тем, как это было на предыдущей версии.
Есть дополнительные направляющие для пластика. Я пробовал печатать Flex’ом и у меня не возникло никаких проблем ни с загрузкой, ни с экструзией.

Калибровка
С таким большим полем печати это оказалось гораздо сложнее чем я ожидал.
Сначала у меня были проблемы с тем, что на ось Z был установлен слишком маленький ток. Правый двигатель начинал пропускать шаги и вся калибровка сразу уплывала. Но с этой проблемой я разобрался очень быстро, а затем начались пляски вокруг рамы.
Забегая вперед, скажу, что в итоге я смог откалибровать принтер только на ровном куске ДСП с кусочком стеклотекстолита под ближней правой ногой. И чтобы прийти к этому решению я потратил 8 часов!

Большой размер принтера влечет за собой большие проблемы с калибровкой. Даже при очень малом перекосе рамы по диагонали это становится практически невозможно. Я поставил его на ровную панель из ДСП и пытался выровнять всю механику относительно нее. Возможно, мне удалось устранить какие-то крупные неровности, но в итоге я просто экспериментальным путем подбирал под какую ногу и какой толщиной положить деталь. Но в итоге откалибровалось все просто идеально. Я даже перетаскивал его с места на место в таком виде.
Видео
Многое из того, что я рассказал и еще кое что новое можно увидеть в видео:
Печать
Если пытаться подводить итоги, то я бы сказал, что принципиально ничего не изменилось. Да, конструкция стала металлическая, но все стало больше и тяжелее.
Другими словами есть явный прирост в объеме печати, но не в качестве. Оно осталось вполне пригодным для печати различных конструкционных элементов. И есть приятный бонус от того, что принтер стал печатать заметно тише (наверное, благодаря резиновым ножкам в первую очередь).
Неискушенному зрителю может показаться, что тестовая модель напечатана очень плохо. Она выполнена 0,4-м соплом с высотой слоя 0,15 мм. На самом деле это вполне достойный результат для китайского бюджетного принтера и он позволит очень уверенно печатать изделия вроде SkullBota’а.

Подчеркиваю — это результат печати из коробки! То есть можно еще позаниматься доводкой механики и поиграться с алгоритмами печати, чтобы улучшить результат.
Я попробовал прогнать также более масштабную печать с карты памяти — девушка, стилизованная под Т800 на первом фото. Почти 30 часов печати, 140Мб G-кода, 900г пластика. С одной стороны все прошло гладко, но качество пластика оказалось не очень. И надо понимать, что когда на столе почти килограмм пластика, его начинает очень нехило раскачивать, что сказывается на качестве печати.
Программное обеспечение от Anet3D
Купить этот принтер по цене около $300 можно сейчас по ссылкам:
Anet official online shop for A8 Plus
Amazon for Anet A8 Plus
Aliexpress for Anet A8 Plus
Ebay for Anet A8 Plus
TomTop for Anet A8 Plus
Спасибо за внимание. Буду рад ответить на любые вопросы и выслушать рекомендации!
If you have any problems with the product, you can obtain the relevant services through the
following channels :
Facebook after — sales group: www.facebook.com/groups/anet3dprintersupport
Anet official website: www.anet3d.com
After – sales service email: anet@anet3d.com
User Manual

Preface
1. Use Instruction
2. Installation Instruction
3. Spare Parts List
4. Parameter
5. Name of Parts
6. Installation
7. Machine Function Introduction
CONTENTS
7.1 Operation Interface
7.2 First Printing
7.2.2 Machine leveling
7.2.3 Load Filament
7.2.4 Remove Model
7.2.5 Unload Filament

Preface
Dear customer:
Thanks for choosing and using Anet 3D printer. For your convenience, please read the instructions carefully before using and
follow the instructions strictly.
Special Version:
1. All the contents in this manual have been checked carefully. If there is any misprint or misunderstanding of them, Anet reserves the
right to interpret it.
2. This user manual is for reference only and does not constitute any form of commitment.
3. It is recommended to use Anet original filament.

1. Use Instruction
In order to prevent damage to you and others in the process of using, Please be aware of the following:
● Please do not attempt to use the machine in any way undescribed in the instructions to avoid accidental personal injury and property
damage.
● Please do not place this machine near inflammable and explosive materials or high heat sources. Please place this machine in a
ventilated, cool and dust free environment.
● Please do not place the printer on a larger vibrating or other unstable platform. The shaking of the machine will affect the printing
quality.
● Please do not replace the power line of other products during installation. Please use the original power line supplied with the
machine. The working power supply uses 115V/230V AC. The power plug must be plugged into the three holes socket with ground wire
to avoid damage to components or accidents such as fire and electric shock.
● Please do not touch the nozzle and heating bed during the printer working to prevent high temperature burns and personal injury.
● Please do not wear gloves or wrappers when operating the machine in case the movable parts cause entanglement and cutting damage
on the human body parts.
● After printing, please use the remaining temperature of the nozzle to clean up the filament on the it with the help of tools.
Do not touch the nozzle directly with your hands during cleaning to prevent scalding.
● Please often do product maintenance. In the circumstance of power off, please regularly clean the printer body with dry cloth
to wipe away dust and bonded printing materials, foreign objects on guide rails, and lubricating oil is recommended for sliding
parts, screw rods and bearing parts.
● Children under 14 years old or people above 60 years old, please use this machine under the adult people to avoid personal injury.
● Some filaments will produce slight odor but it won’t make people feel uncomfortable

● Self-disassembly or modification may cause damage or abnormal performance, and your machine will no longer enjoy warranty service.
● It is recommended to use in a well-ventilated environment. Please cut off the power supply after using.
2 Installation Instruction
●Please make sure the packing is intact before receiving the goods.
●After unpacking, please check carefully whether the parts list is consistent with the physical parts.
●If you have any problems, please contact your supplier or Anet in time.
3 Spare Parts List
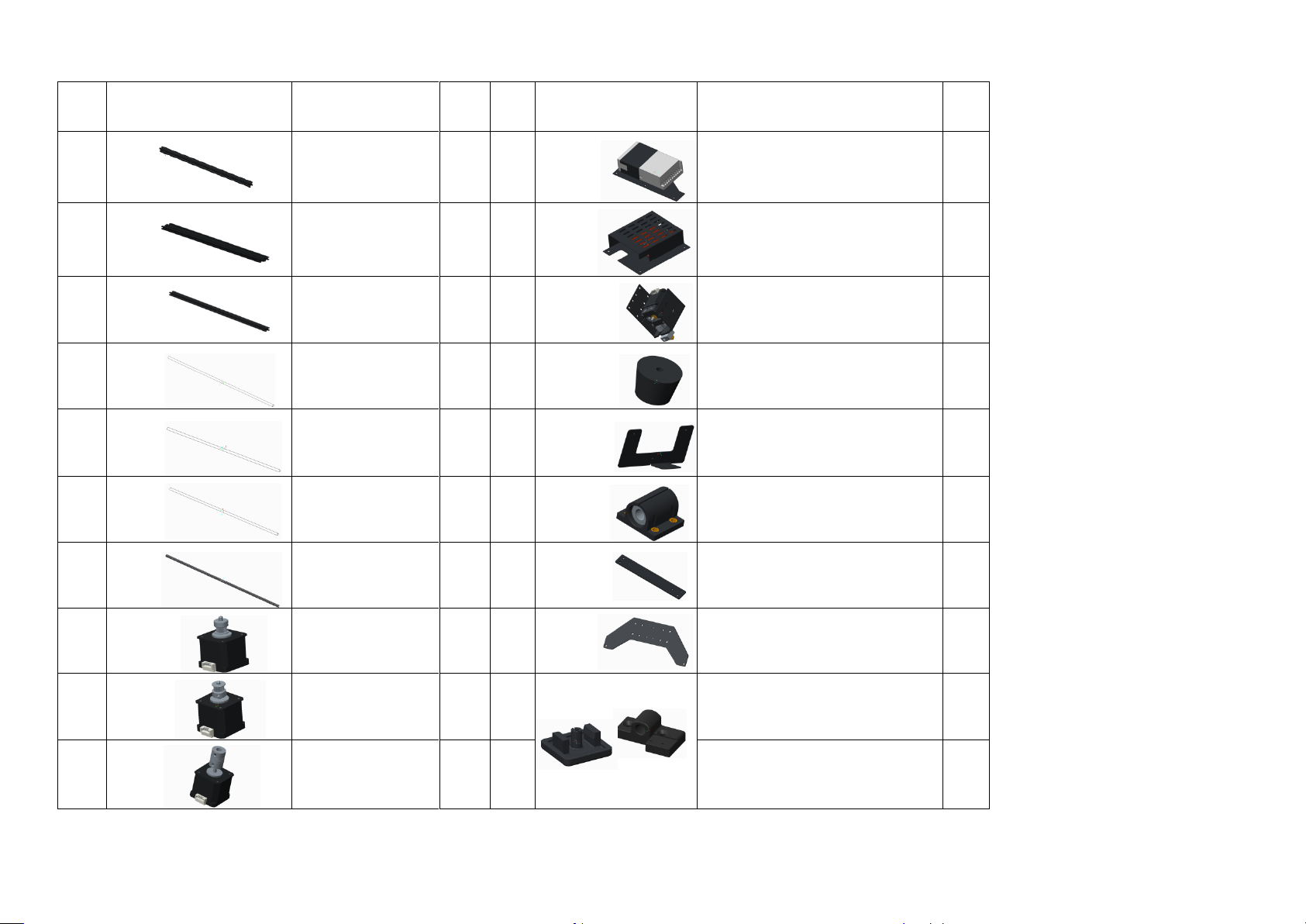
A8 Plus Parts List 1
X axis aluminum
profile 472mm
Y axis aluminum
profile 422mm
Z axis aluminum
profile 500mm
Environmentally friendly rubber
pillar washer
Leading rod –limit switch
mounting block with pulley
A8 Plus Parts List 2

32 Z axis limit switch holder
35 Z1 axis motor fixed plate
36 Z2 axis motor fixed plate
37 Z axis guiding rod fixed plate
Y axis belt bearing fixed
kit
38 Y axis motor fixed plate
M4*25 cross recessed
countersunk screw
M4*14 cylindrical head screw
M4 hand screw
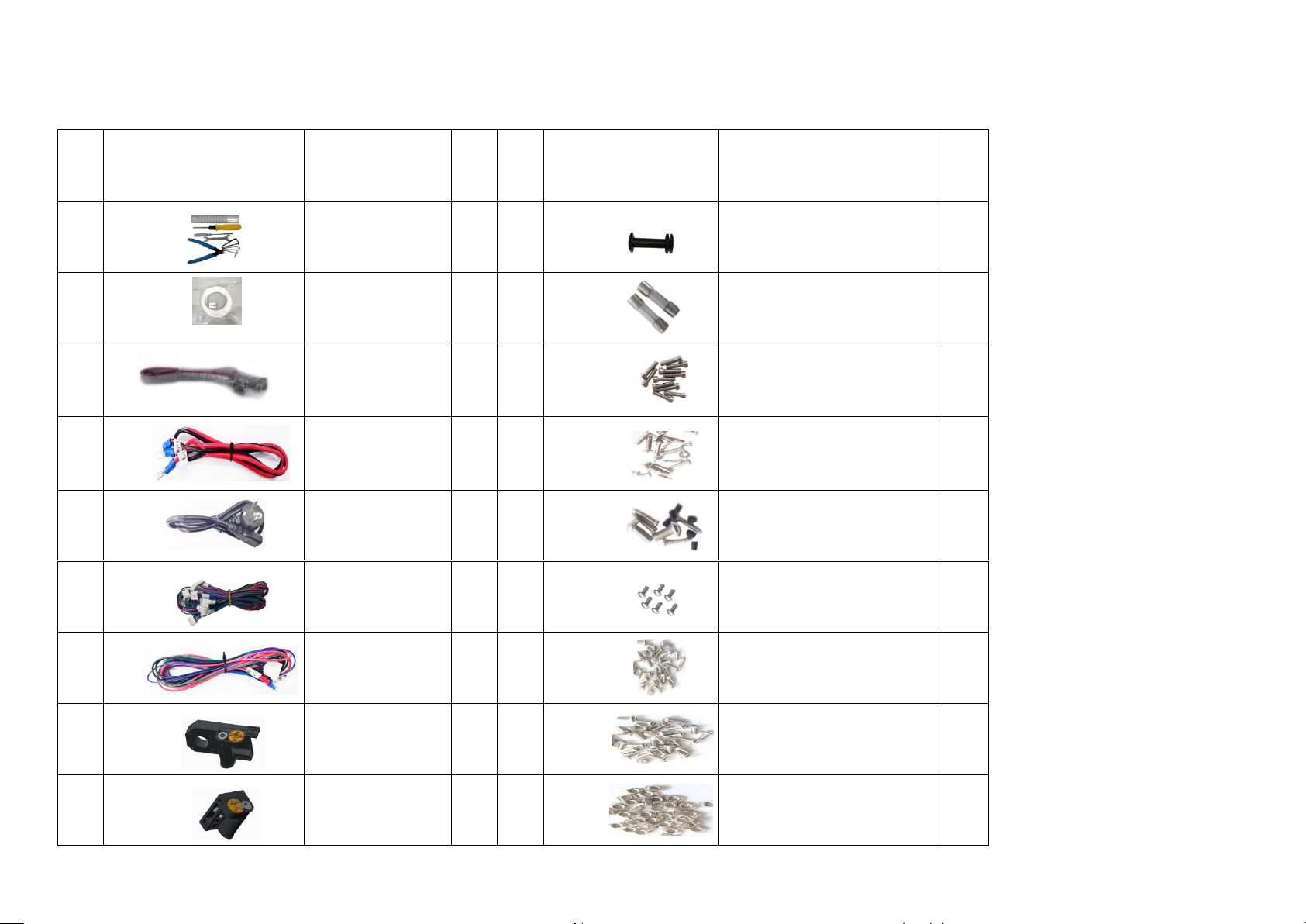
A8 Plus Parts List 3
53 Protective tube bag(10A/15A)
FPC grey ribbon line
bag 1000mm
Screw bag 2
(M3*20/M3*25 、M5*20/M5*30)
Red and black belt
U-shaped cross line
(Double head)
Screw bag 3
(KM3*10/KM4*14/KM2*10/KM3*6)
Screw bag 4
(M4*10/ KB2.3*12/ M3*4)
Left Z axis screw
rod nut support
Right Z axis screw
rod nut support
Layer precision:0.1-0.4mm
Product dimension:612*462*573mm
Printing speed: 40-120mm/s
XY axis position precision:0.015mm
Packing dimension:580*375*175mm
Z axis position precision:0.004mm
Packing weight:12.1±0.1kg
Printing material: PLA, ABS, HIPS etc.
Build volume:300*300*350mm
Filament tendentiousness:PLA
Software language: English
Support file format:G-Code、Gco
Moulding support automatically: Yes
Operating systems:Windows, MAC
Environmental requirements:
Temperature 0-40℃ Humidity 5-80%
4 Product Parameter
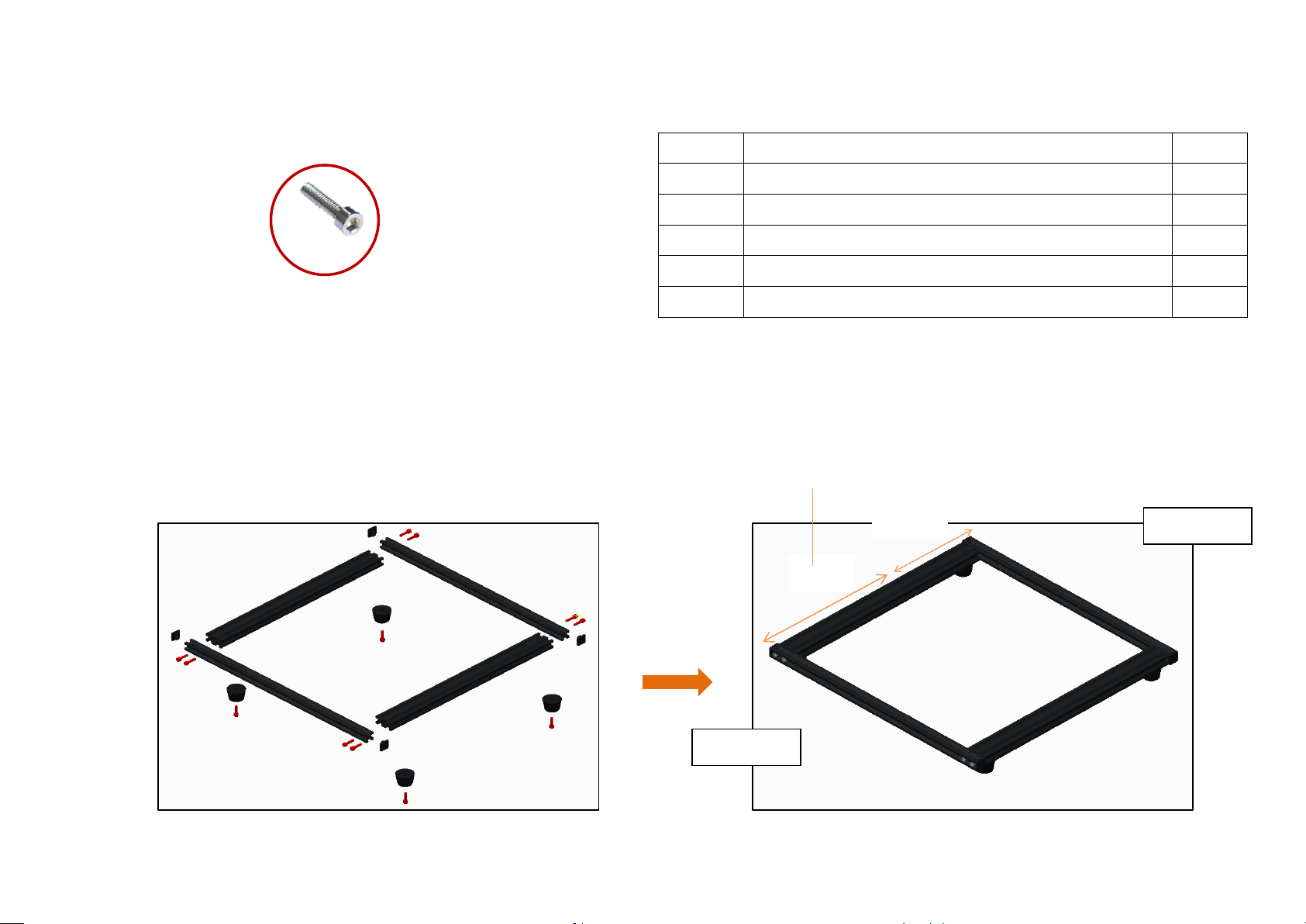
X axis aluminum profile 472mm
Y axis aluminum profile 422mm
Environmentally friendly rubber pillar washer
M5*20 socket hexagon screw
The Y axis is separated from the hole position, the
front section is long, and the rear section is short.
Long
Step 1

Leading rod –limit switch mounting block with pulley
Limit switch without pulley
Step 2
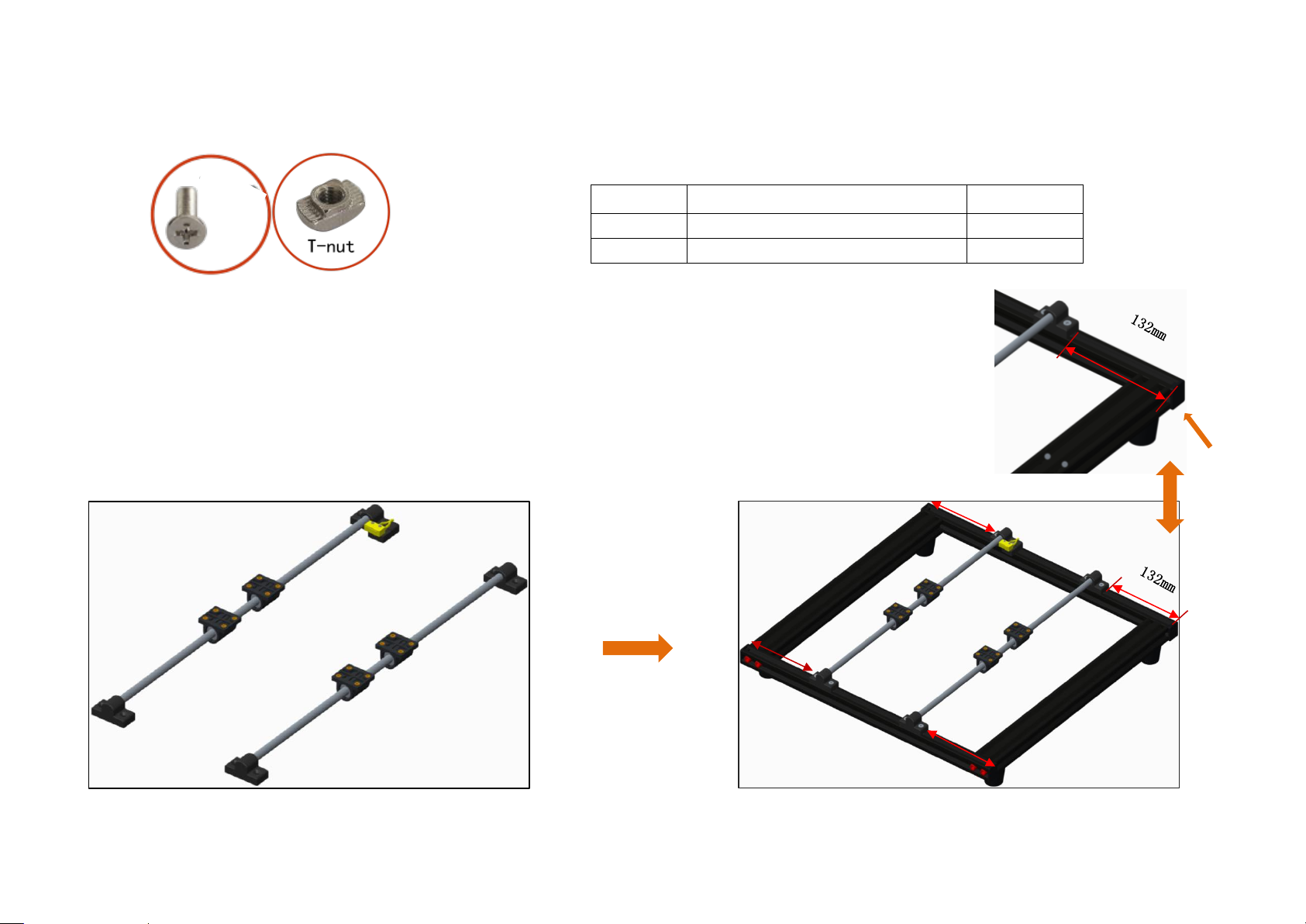
Attention: The size of the double arrow in the drawing is
132 mm ( the distance from the center of the leading rod fixed
block to the edge of the profile ), which is controlled
during assembly.
Step 3
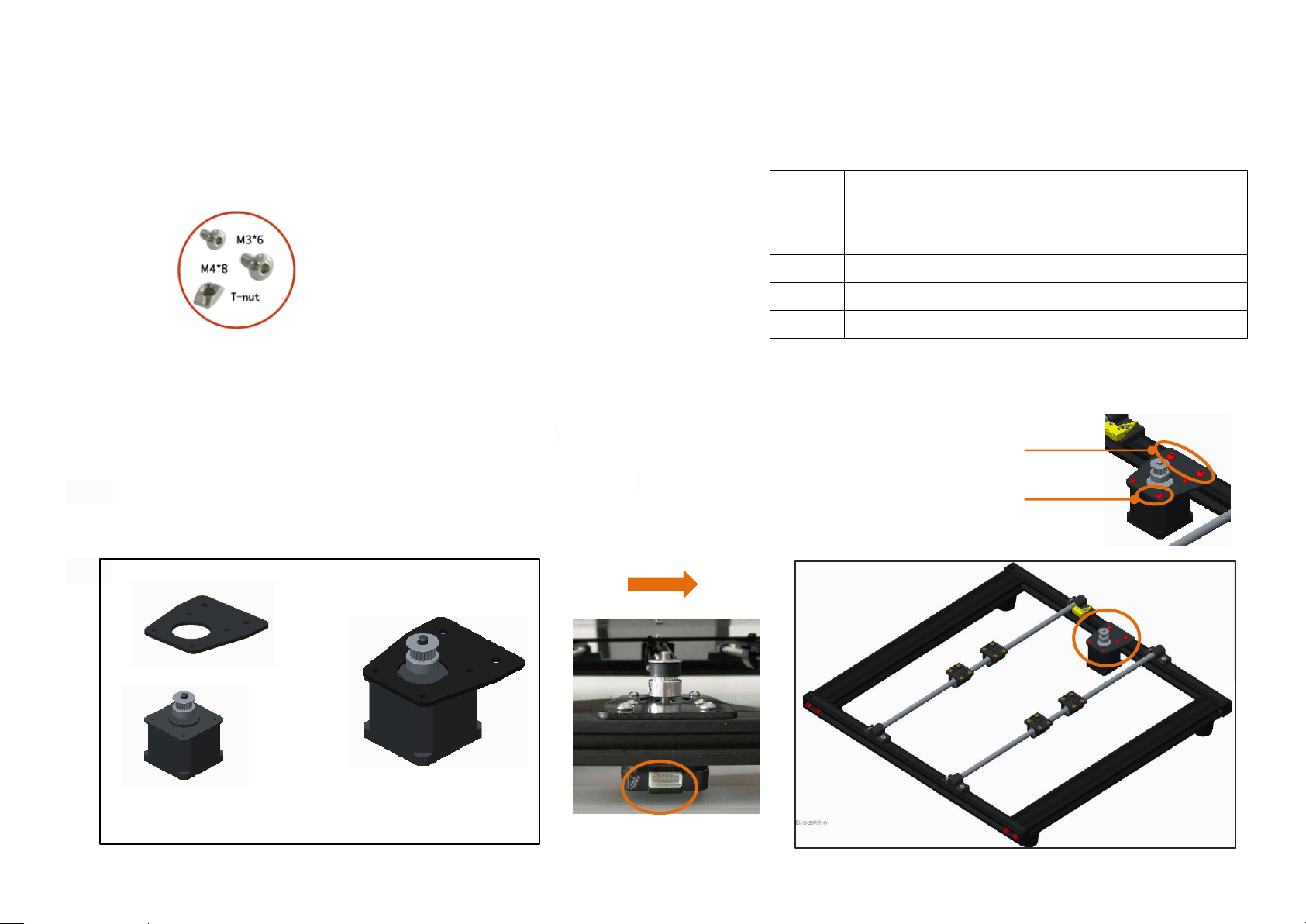
Qty. 1 Y axis motor fixed plate
1 3 socket hexagon screw M3*6
socket hexagon screw M4*8
Note: 1. Please fix it in the center of rear X axis aluminum
profile
2. M4 * 8 screws pass through the Y axis motor fixed plate,
screw on the T — nut ( entering 2 — 3 thread teeth ), put
it into the X — axis profile slot, tighten the screw ( the
nut will rotate 90 degrees during this process ), and corner
bracket will be fixed.
Note: Fix the Y axis motor fixed plate to the Y axis motor
kit with 4 M3*6 screw
Step 4