
-
Автор:
Kiggy · Опубликовано:
Все запускается через стандартные документированные команды, например M2=3 S2=500. Проблема в том, что ShopTurn в начале цикла, соответствующем операции сверления, останавливает заданное таким способом в предыдущем кадре вращение шпинделя. Он же «умный». Я подозреваю, что где-то ShopTurn-ну надо рассказать, как в данном станке называется шпиндель приводного инструмента, какой его номер и тд
В ShopTurn commission есть отсылки к st_cust.spf, однако на станке я такой файл не нашел, хотя уровень доступа производителя. -
Автор:
Kiggy · Опубликовано:
Не очень отвечают, если честно. Все предыдущие вопросы решились без них, они то перенаправляют вопрос к Siemens [sic!] то молчат неделями. Они быстр отвечают перед продажей, а не после.
Что касается ShopTurn — идеологически предполагается, что все что требуется уже настроено в тех или иных циклах. На G-кодах все это работает. Не работает конкретно в ShopTurn — даже если запустить приводной инструмент G-кодом, вращение прекращается на операции ShopTurn.
Отсюда и вопрос был — сталкивался ли кто-то с таким, и мы ли дураки, или действительно производитель что-то не дописал. Сомнения возникают по простой причине — Стойка Siemens, Shopturn — Siemens, схема с приводным инструментом — стандартна. Неужели же тут что-то можно было испортить?
И если испортили — куда лезть, чем чинить и в каком томе документации ковыряться. -
Автор:
vsmetal · Опубликовано:
По разному бывает, кого-то перестает тошнить, кого-то начинает. Маня, к примеру, начало от Солида тошнить последние полгода. Причем так, что буквально заставлять себя приходится что-то рисовать.
-
-
-
-
Автор:
Anat2015 · Опубликовано:
Покупали то зачем, зная эти проблемы для себя?
Вот это совсем непонятно, если у вас это на самом деле первый станок с ЧПУ, то какая разница, какая система управления?
Или это первый станок с Siemens?
-
-
Автор:
Sharachov · Опубликовано:
>Спасибо, но всё таки как из формулы (4,3,3,4) видно что там 10 точек?
Так это по формуле, связывающей число узловых(контрольных) точек и число кнотов:
число узловых(контрольных) точек = число кнотов — порядок сплайна, где порядок сплайна — это степень сплайна+1.
Для случая (4,3,3,4) и степени сплайна 3 получается (4+3+3+4) — (3+1)=10 точки
Для кривой Безье 3-ей степени (4,4) будет (4+4) — (3+1)=4 точки.
Вот пример по одинаковым контрольным(узловым) точкам. Чёрная кривая — (4,3,3,4) и (0,1,2,3), зелёная кривая — (4,1,1,1,1,1,1,4) и (0,1,2,3,4,5,6,7). Чёрная кривая состоит из трёх кусков из кривых Безье, видно, что нарушается гладкость. Зелёная — это гладкий сплайн.
-

Барфидер LNS (Fedek) DH65 S2 является устройством начального уровня для подачи прутковой заготовки, разработан для простых применений, особенно для стандартных деталей, а также для средних и крупных серий.
Особенности
— Простая переналадка на другой диаметр
— Пульт дистанционного управления обеспечивает взаимодействие между барфидером и токарным станком
— Система отвода облегчает доступ к токарному станку без ущерба для точности центровки
Технические характеристики
| Диаметр: | 6 — 65 мм |
| Максимальная длина прутка: | 1210 / 1510 мм |
| Общие размеры (длина х ширина): | 1660 х 1126 / 1960 х 1126 мм |
| Возможности загрузки: | 114 x ø 5 мм |
| Вес: | 298 / 328 |
| Тип шпинделя: | Фиксированный |
| Воздушное давление: | 5 ~ 7 кг/см2 |
Фото
Автоподатчик прутка Fedek DH65L (барфидер) предназначен для автоматизации токарных станков с ЧПУ. Податчик автоматически подает прутки в зону обработки по программе ЧПУ станка.
Особенности барфидера
- Возможность выполнять ввод рабочих параметров легко и быстро без модификации рабочей программы;
- длина отработанного материала задаётся оператором;
- малая величина припуска, заданная оператором, определяет минимальный объем отходов обработки;
- возможность ввода величины обратного хода;
- входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- самостоятельное выявление неисправностей работы системы и вывод соответствующего сообщения на ЖК-дисплей;
- активация работы механизма и ввод параметров настройки выполняются при помощи пульта дистанционного управления;
- величина припуска определяется системой автоматически.
- Высокая рабочая скорость. Данный механизм не ограничивает скорость вращения шпинделя токарного станка.
- Входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- Легкость запуска системы. Нет необходимости производить какое — либо специальное обслуживание механизма.
- Наличие пульта дистанционного управления обеспечивает максимальное удобство при работе и настройке системы.
- возможность выполнять черновую обработку прутков;
- нет необходимости вводить дополнительные параметры для правки прутка;
- для экономии обрабатываемого материала, можно задать величину припуска;
- возможность ввода величины обратного хода;
- автоматическое выявление неисправностей работы системы и несоответствующей величины подачи с последующим выводом аварийного сообщения на ЖК-дисплей;
- ввод и смена диаметра прутка осуществляется в течение 1 минуты;
- возможность обработки квадратных и шестигранных деталей;
- быстрая загрузка обрабатываемого прутка.
| Модель | Fedek DH65 | Fedek DH65L |
|---|---|---|
| Диаметр прутка (мм) | 5-65 | 5-65 |
| Максимальная длина прутка (мм) | 1250 | 1550 |
| Максимальный ход шпинделя (мм) | 1200 | 1500 |
| Вместимость обрабатываемых деталей (O мм х шт) | 65 х 10 | 65 х 10 |
| Высота шпинделя (мм) | 850-1250 | 850-1250 |
| Вес DH65L (кг) | 250 | 280 |
| Подача воздуха (кг/см2) | 6 | 6 |
| Энергоподача (Вольт х Ампер х Гц) | 220/380 х 0,4 х 50/60 | 220/380 х 0,4 х 50/60 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о DH65L:
Отзывов пока нет, но ваш может быть первым.
МК 437103
Автоматический пруткоподатчик для станков MetalTec LNS DH65L S2 предназначен для подачи прутковой заготовки, разработан для стандартных деталей, а также для средних и крупных серий.
Краткие характеристики:
Максимальна длина заготовки
1500 мм
Вместимость загрузчика
114 шт.
Гарантия 2 года
Технические характеристики
Комплектация
Описание
Услуги
Транспортные данные
Лизинг
Технические характеристики
Диаметр заготовки, мм
6 — 65
Максимальна длина заготовки, мм
1500
Вместимость загрузчика, шт.
114
Давление воздуха, Бар
5 — 7
Конструктивные особенности

РУЧНОЙ ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ
Ручной пульт дистанционного управления в сочетании с HMI обеспечивает взаимодействие между устройством подачи прутков и защелками для простоты настройки и эксплуатации. Он отображает ошибки и отслеживает местоположение для быстрого устранения неполадок.
Простая настройка параметров обеспечивает оптимальную работу.

ИЗМЕРЕНИЕ ДИАМЕТРА СТЕРЖНЯ
Изменение диаметра стержня выполняется быстро, примерно за одну минуту. Приспособлен к шестиугольному и квадратным пруткам.
- РУЧНОЙ ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ
- ИЗМЕРЕНИЕ ДИАМЕТРА СТЕРЖНЯ
НАЗНАЧЕНИЕ:
Компактный по размерам LNS DH65L позволяет экономит пространство в цеху. Время цикла замены заготовки чрезвычайно короткое, что сводит к минимуму время простоя производства. Изменение диаметра прутка происходит просто и быстро что уменьшает производственный цикл и себестоимость заготовки.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Автоподатчик прутка предназначен для автоматизации производства на токарных обрабатывающих центрах с ЧПУ, за счет уменьшения времени установочной операции.
ОСОБЕННОСТИ:
- Подходит для большинства типов материалов и форм, таких как круглые, квадратные, шестиугольные заготовки.
- Автоматическое обнаружение ошибочных перемещений и отображение на ЖК-дисплее пульта дистанционного управления.
- Минимальный остаток прутка для сведения отходов материала к минимуму.
- Удобная настройка параметров без каких-либо изменений в программе.
- Чрезвычайно короткое время цикла изменения.
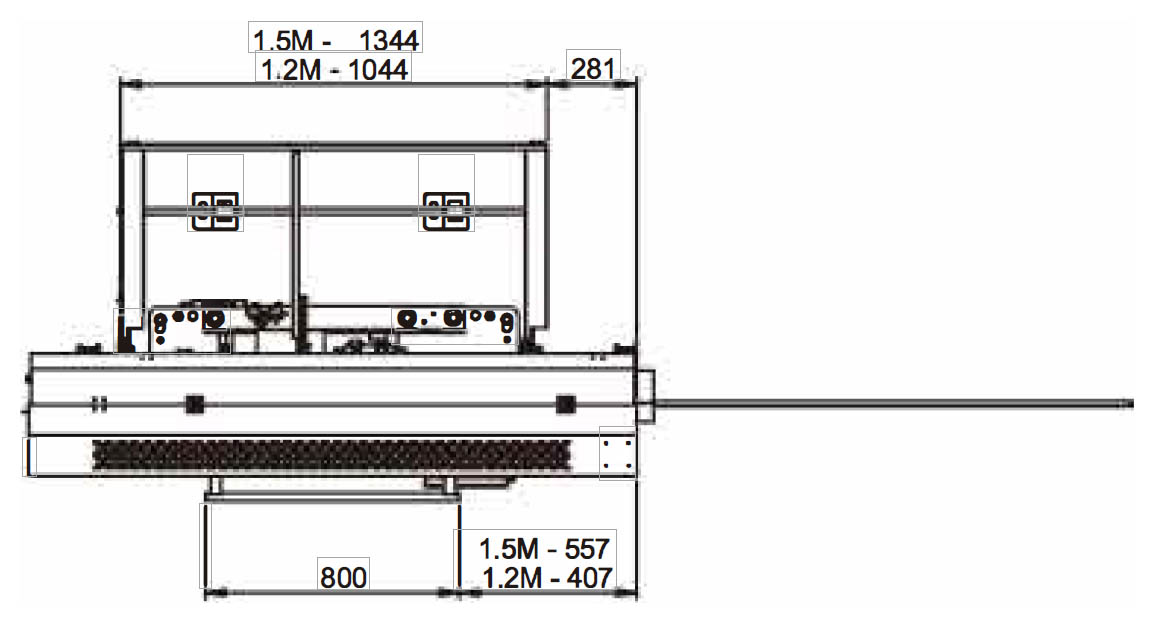
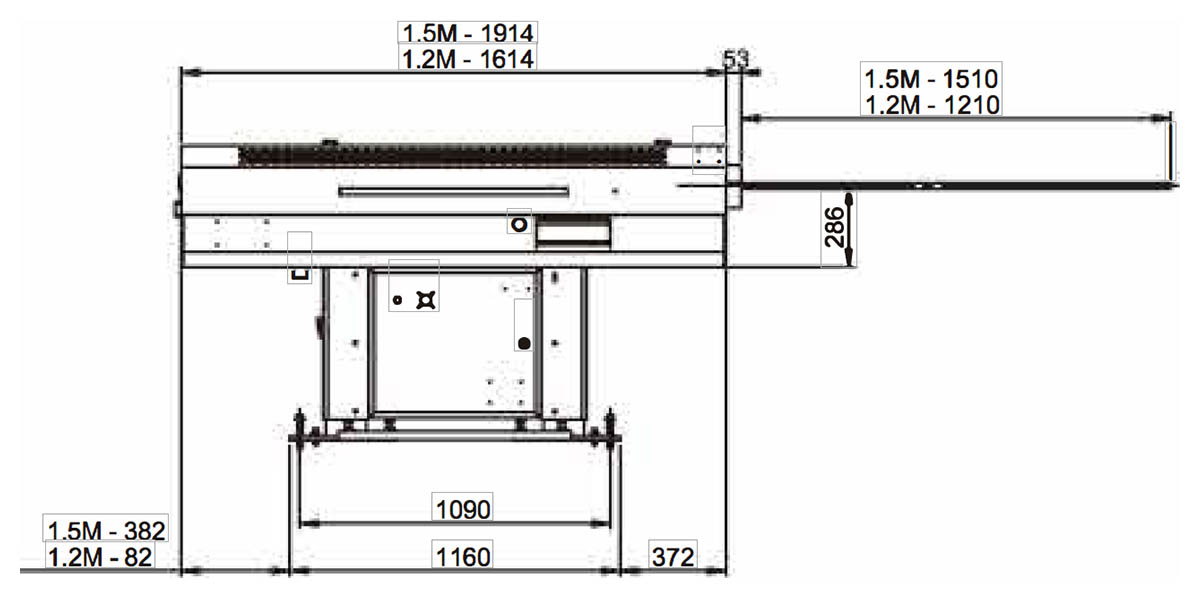
ГАБАРИТНЫЕ РАЗМЕРЫ:
Trade-in
В компании Metaltec вы можете приобрести новое оборудование в Trade-In, обновите парк своих станков с минимальными затратами.
Сервис
Если у вас возникли какие-то сложности с оборудованием, компания Metaltec готова прийти на помощь. К перечню наших преимуществ относится:
- Быстрый выезд на объект клиента
- Умеренные цены
- Профессиональные специалисты
Узнать больше
Компания Metaltec осуществляет доставку оборудования по всей РФ, а также в страны СНГ. Для упрощения логистики есть два действующих склада: в Москве и в Новосибирске.
Быстрая доставка по регионам РФ осуществляется через сеть из более чем 50 региональных представительств.
Связаться с представительством в своем регионе
Рассчитайте свой платеж
Укажите параметры
Стоимость оборудования с НДС
Результаты расчета
Ежемесячный платёж, руб.
90 731
Сумма договора лизинга
1 088 771
Снижение налога на прибыль
181 462
Итого затрат по проекту с учетом налоговых выгод
Финансовый результат, руб.
725 847
362 924
33
Оставить заявку на лизинг
Стоимость предмета лизинга и приведенные расчеты через калькулятор являются предварительными. Для точного определения процентной ставки по договору, пожалуйста, обратитесь к менеджеру в вашем регионе.
Другие товары раздела
Акции, новости и спецпредложения
Узнавайте первыми об акциях и спецпредложениях!
Хиты продаж
Вы уже смотрели
Поможем Вам подобрать оборудование по чертежу!
Заполните форму и мы свяжемся с вами в течении 10 мин
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
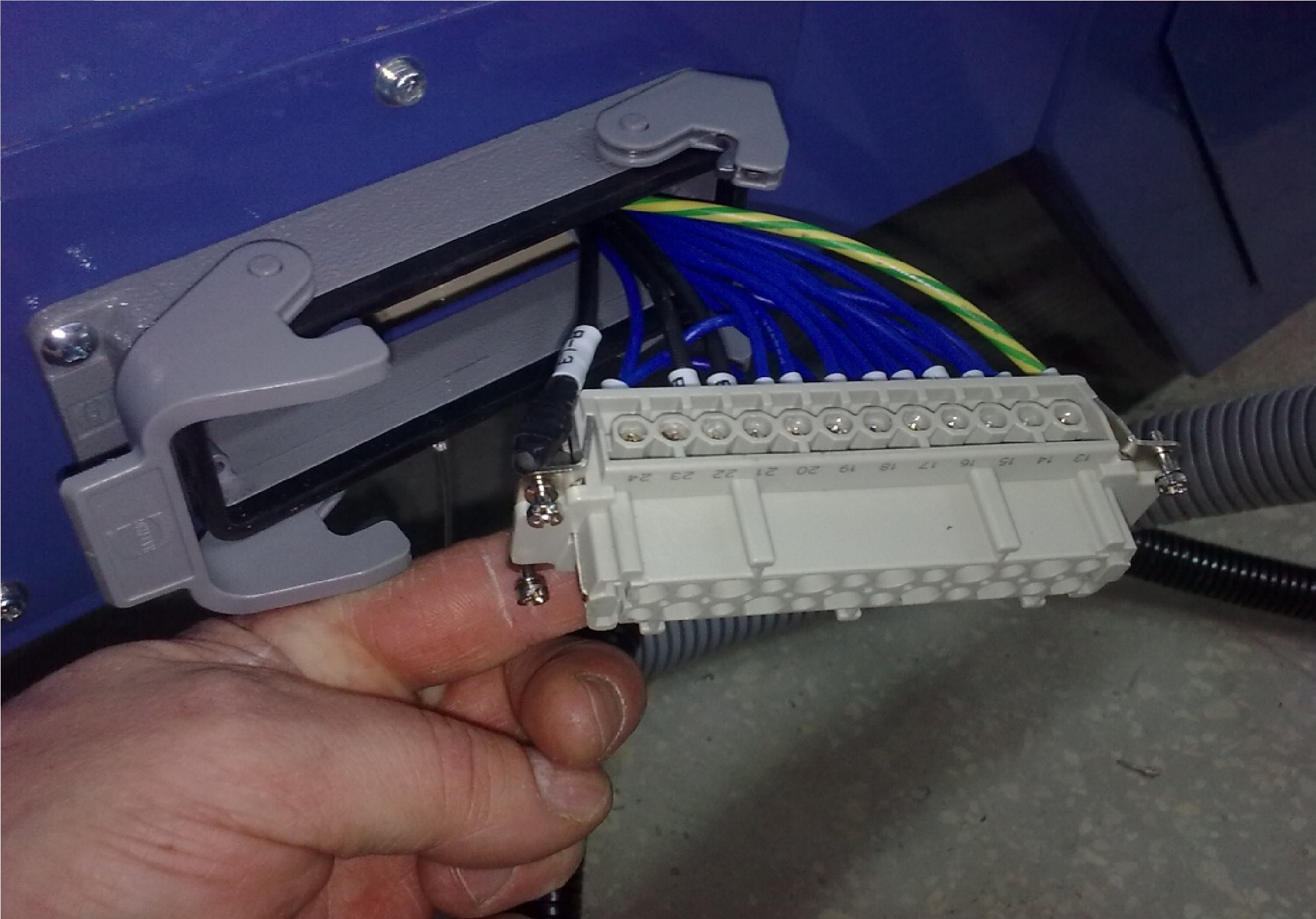
1. Подключение питания к Барфидеру.
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка

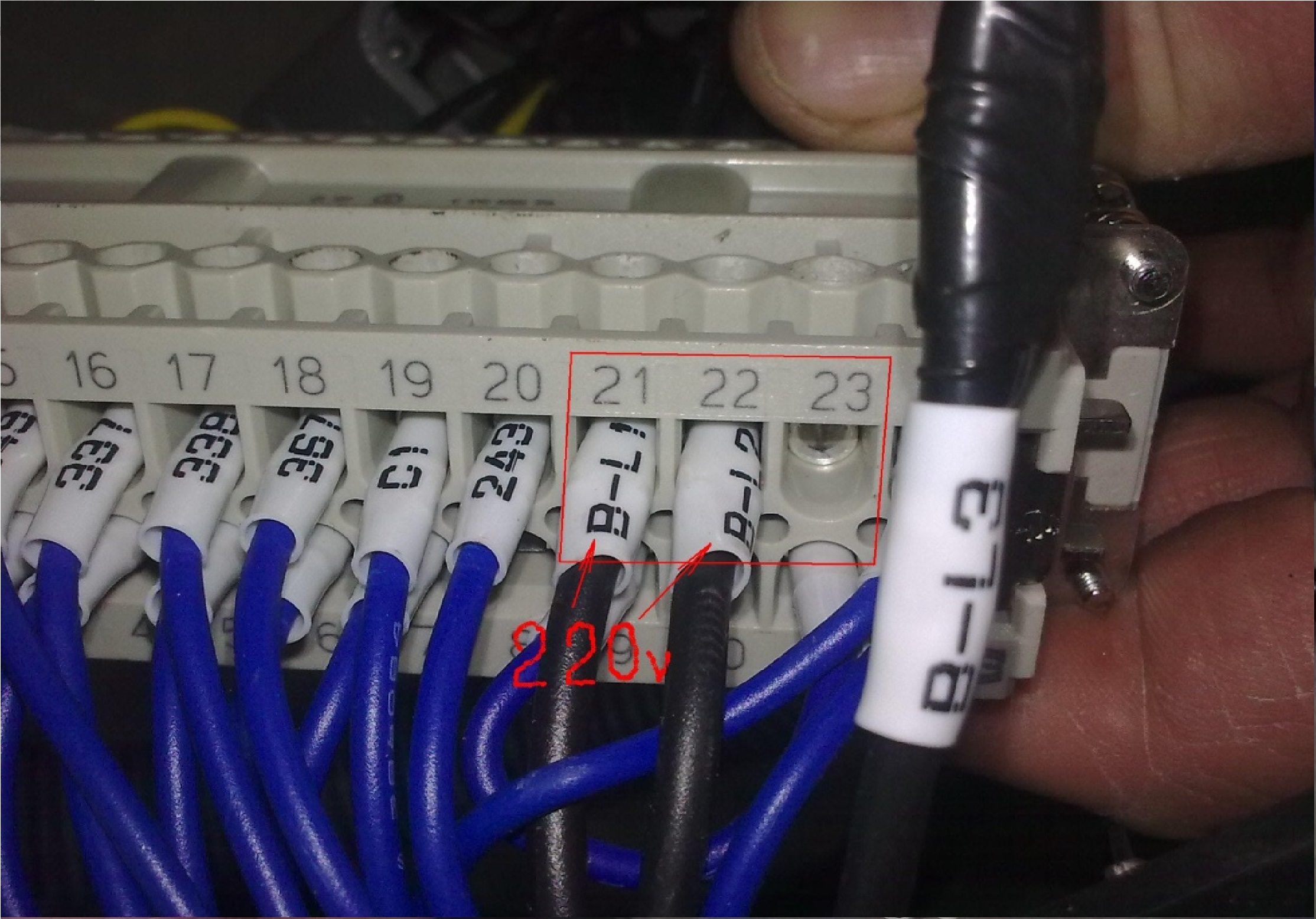
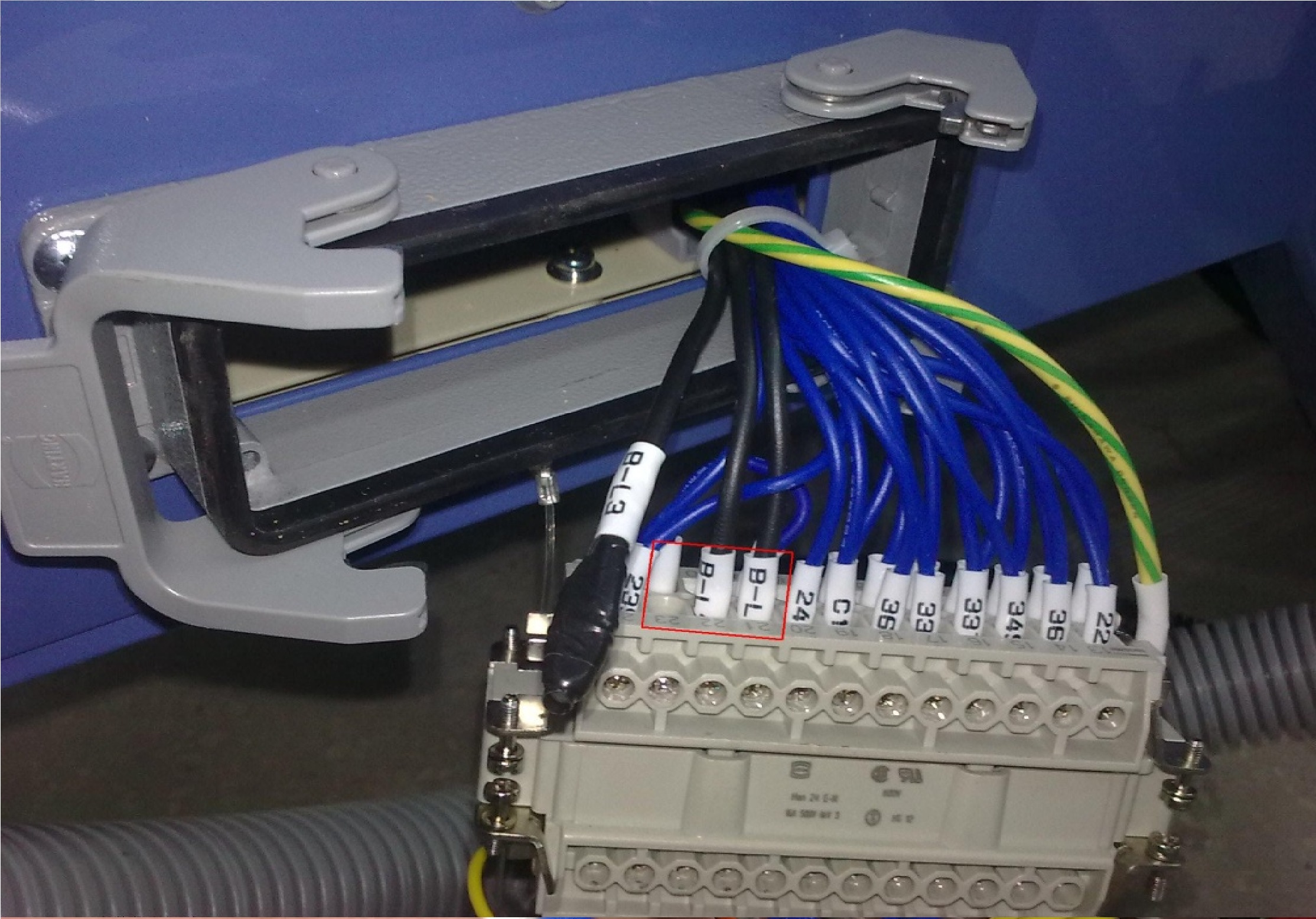
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
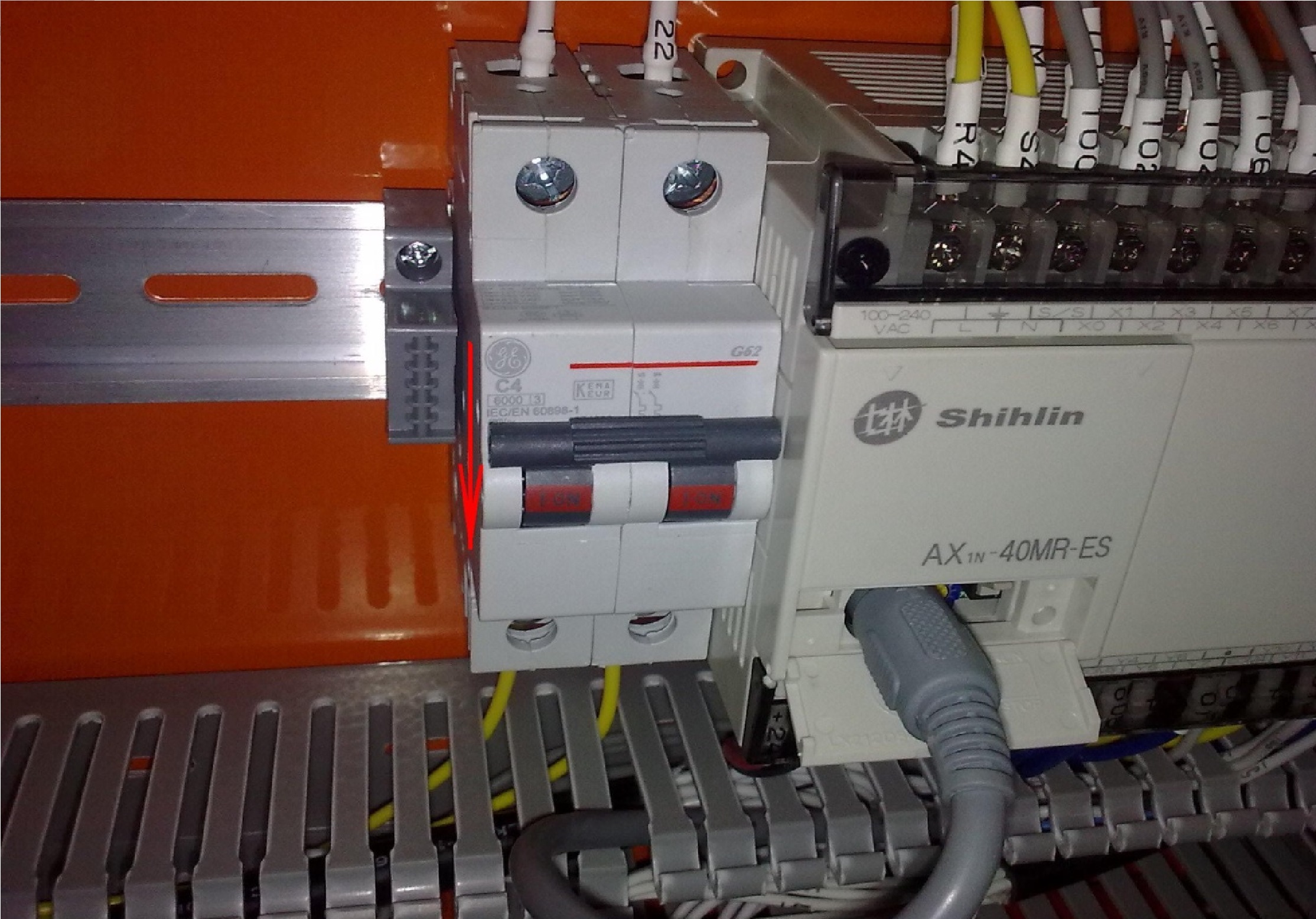
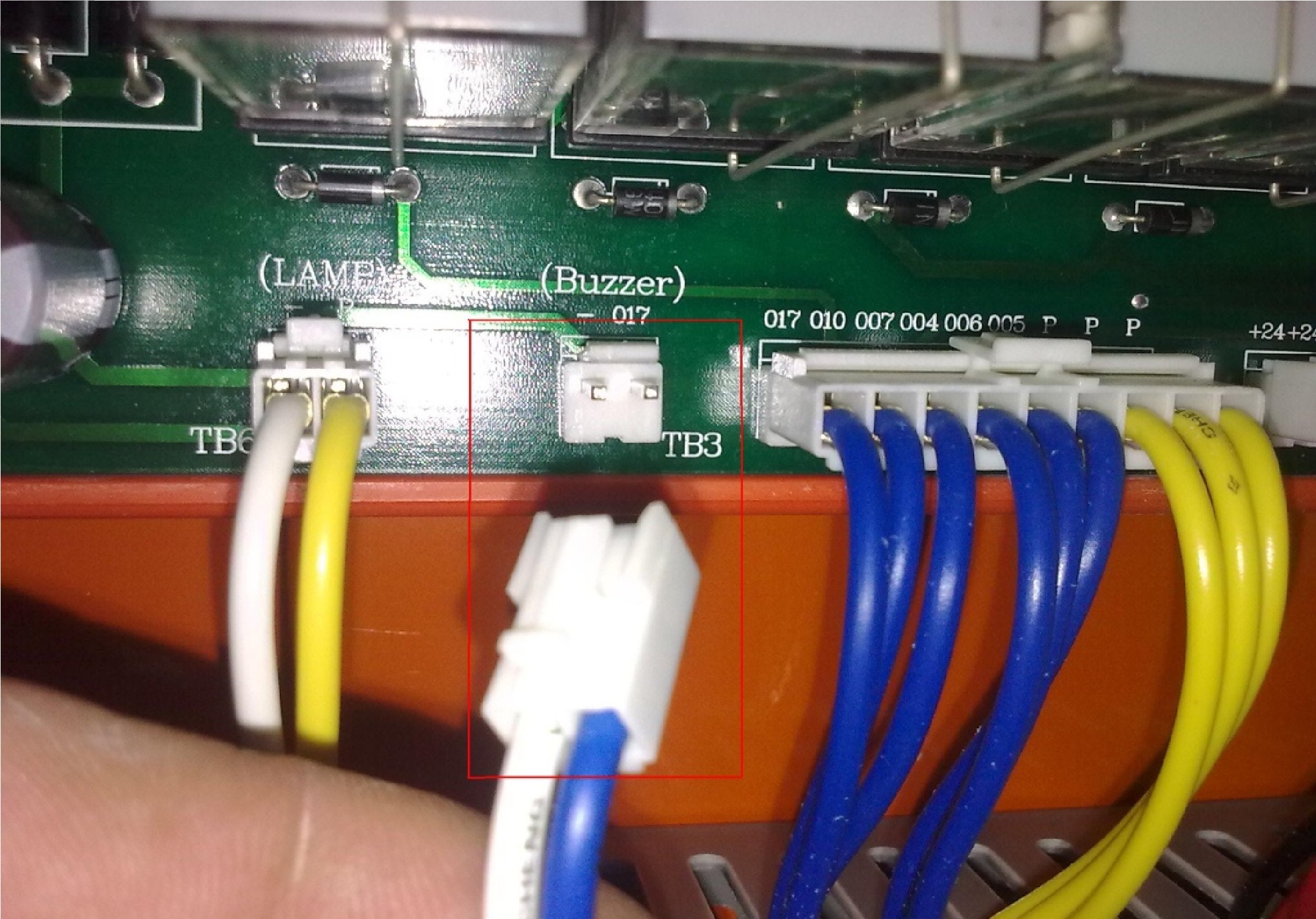
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.

Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
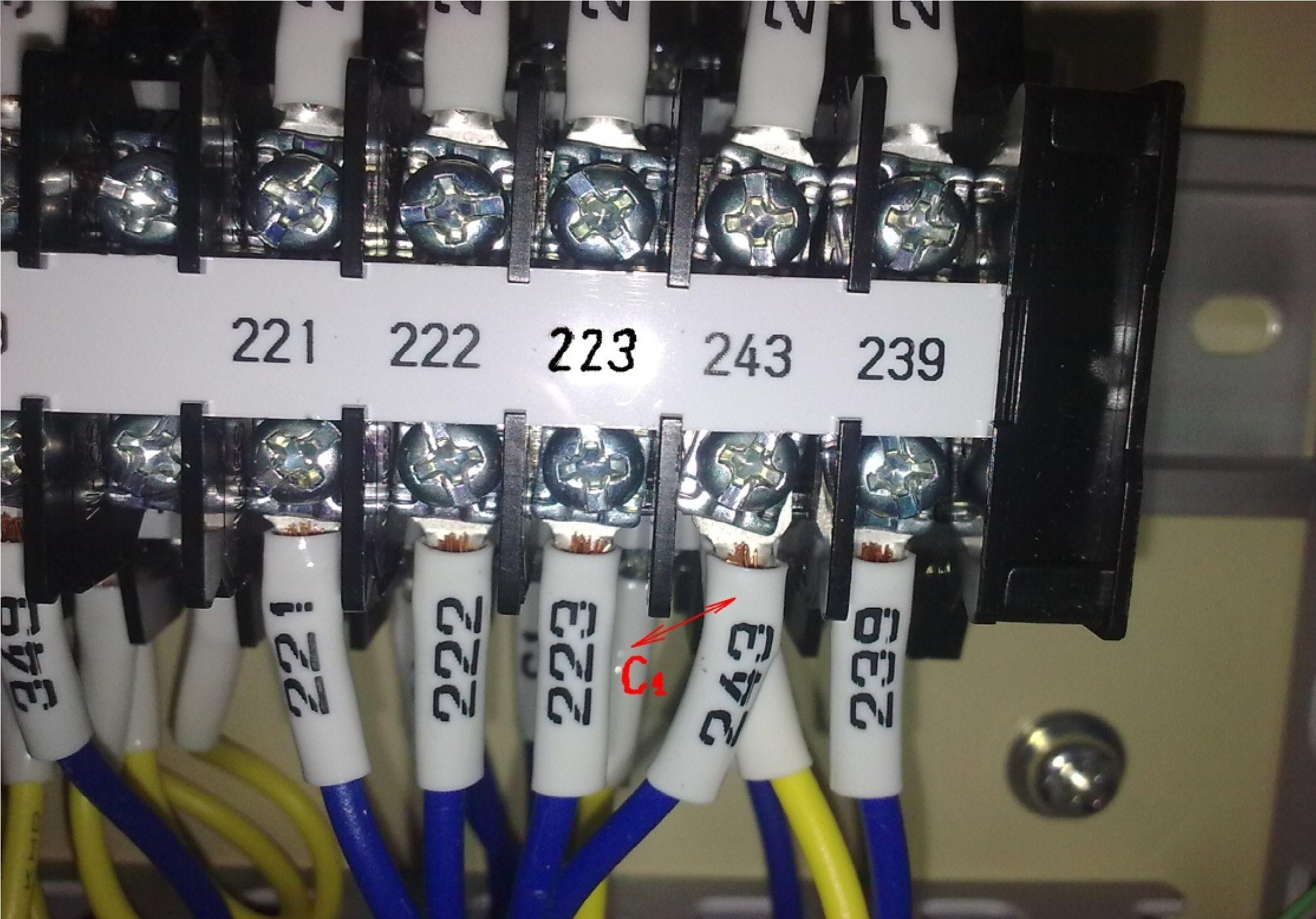
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.

3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2)
В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL →
YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5