
Дата публикации: 16 декабря 2024 года
I. Введение
Управление прессовым прессом требует владения различными навыками решения проблем, и требования к оператору листогибочного пресса также очень высоки. Они должны не только уметь пользоваться машинами, но и разбираться в математике, читать механические чертежи и схемы, изучать программирование станков и многое другое.
Работа оператора листогибочного пресса заключается главным образом в управлении машиной для сгибания, придания формы и резки различных металлических материалов. Им также может потребоваться использовать очистительный станок и станок лазерной резки для резки листового металла.
В этой статье мы подробно рассмотрим содержание работы, требования к работе, перспективы работы и роль оператора прессового пресса, что поможет вам понять, чем занимается оператор листогибочного пресса в полном объеме.
II. Простое знакомство с листогибочным прессом Оператор.

Введение в листогибочный пресс
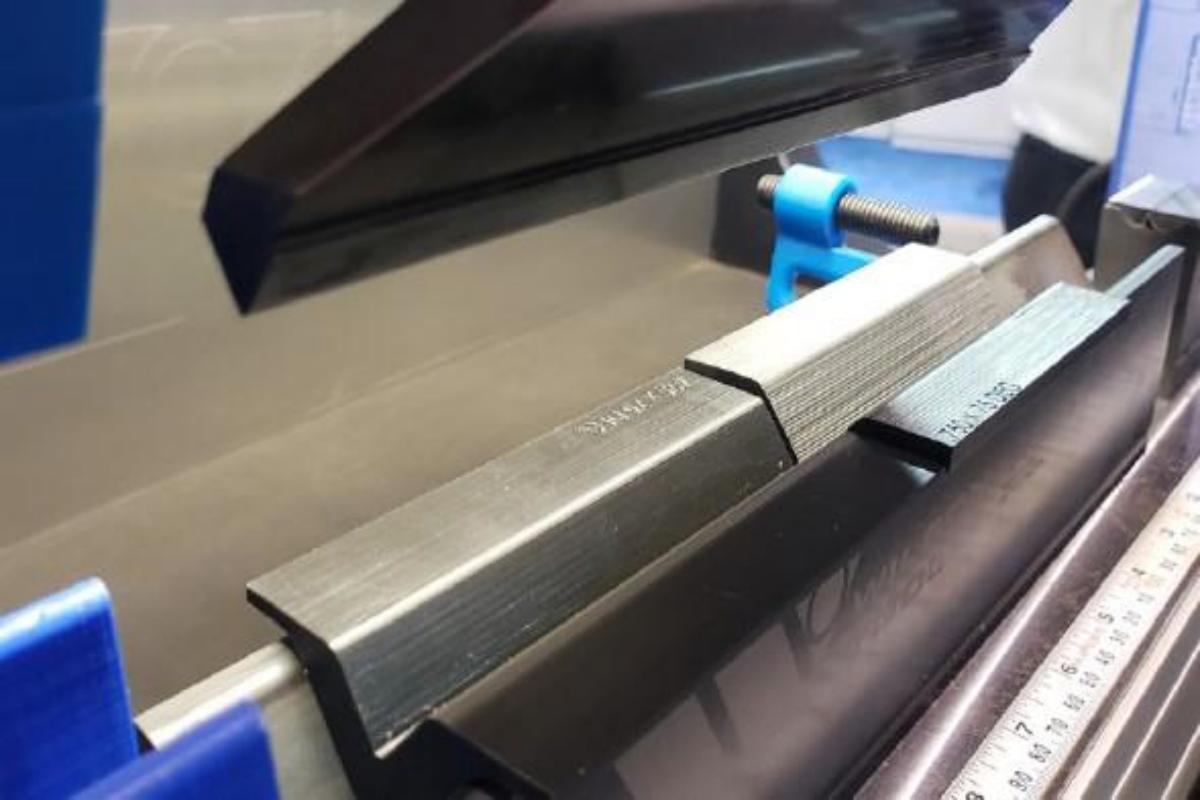
Листогибочный пресс — это машина, используемая для гибки листового металла и формовки таких материалов, как листы, трубы, профили и пластмассы. Он прикладывает давление между пуансоном и матрицей, чтобы согнуть заготовку в нужную форму.
Листогибочные прессы незаменимы при изготовлении листового металла, создавая различные изгибы с точностью и повторяемостью. Листогибочный пресс считается машиной, которая делает машину.
Определение оператора листогибочного пресса
Оператор листогибочного пресса — это квалифицированный специалист, который управляет машинами для гибки и придания формы металлическим листам и плитам. Эта роль требует сочетания технических навыков, внимания к деталям и понимания механизмов для производства компонентов, отвечающих точным спецификациям.
Важность роли в производственной отрасли
Оператор листогибочного пресса играет важнейшую роль в таких отраслях, как автомобильная, аэрокосмическая и металлообрабатывающая, где высококачественные компоненты и точные спецификации являются залогом успеха.
Их опыт и знания обеспечивают бесперебойное и эффективное протекание производственных процессов, внося существенный вклад в общее качество готовой продукции.
Операторы листогибочных прессов обеспечивают качество продукции и поддерживают безопасные условия труда. Они управляют листогибочным оборудованием для повышения производительности и безопасности, регулируя настройки для точной и безопасной гибки металла.
III. Основные обязанности и ответственность
Безопасность Операции.
Соблюдение протоколов безопасности и правил эксплуатации, а также правильное использование средств индивидуальной защиты, таких как очки, перчатки и т. д. Тщательно проверяйте машину и окружающее ее пространство, чтобы исключить риск для безопасности. Всегда будьте бдительны во время работы. Строго запрещается нарушать правила эксплуатации или покидать рабочее место.

Заготовка Pподготовка.
В соответствии с технологическими чертежами и требованиями к процессу изготовления подготовьте пластины, трубы и другие заготовки, подлежащие обработке. Проверьте, соответствуют ли размер, материал и качество поверхности заготовок требованиям, и при необходимости выполните предварительную обработку. Разумно располагайте и укладывайте заготовки, чтобы обеспечить быструю и точную загрузку и выгрузку.
Инструменты Pподготовка.
Выберите подходящую гибочную оснастку (пуансон и матрицу) в соответствии с требованиями процесса гибки. Тщательно проверьте соответствие формы, размера, зазора и т. д. оснастки требованиям, чтобы убедиться в отсутствии износа или дефектов. Правильно установите и отрегулируйте различную оснастку, чтобы обеспечить ее прочность и надежность, и при необходимости откалибруйте ее.
Настройка и регулировка станков
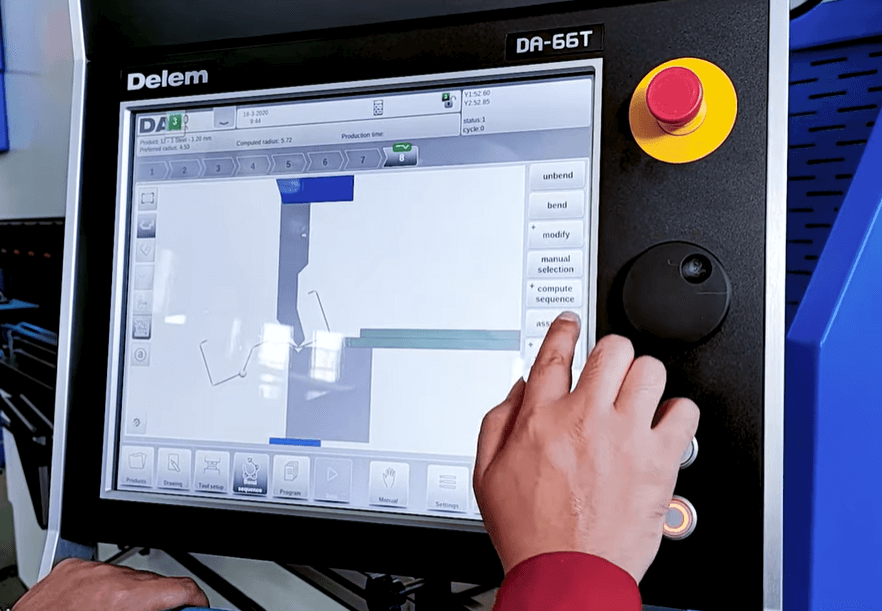
Владеть навыками управления различными панелями управления и кнопками листогибочного пресса и правильно выбирать программы обработки или вводить параметры обработки.
В зависимости от материала заготовки, толщины, угла гибки и т. д. настройки станка включают установку соответствующего давления гибки, положения обратного калибра, скорости гибки и т. д. При необходимости выполните пробную гибку, чтобы проверить правильность настроек параметров и произвести точную настройку.
Операция сгибания
Правильно разместите заготовку, чтобы она была точно выровнена с оснасткой, и следите за тем, чтобы заготовка была ровной и симметричной. Запустите листогибочный пресс и наблюдайте за процессом гибки, чтобы убедиться, что заготовка напрягается плавно, а линия гиба расположена точно.
Отрегулируйте такие параметры, как давление и скорость, чтобы контролировать угол и качество гибки. Вовремя достаньте согнутую заготовку и проверьте, соответствуют ли ее размеры, угол, качество поверхности и т.д. требованиям.
Проверка и поддержание качества

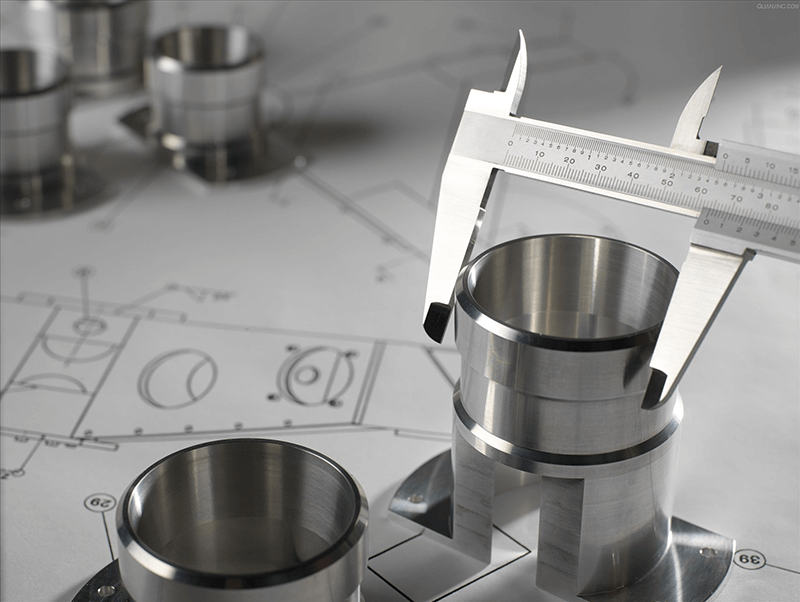
Контроль качества — важнейшая часть обязанностей оператора листогибочного станка, включающая регулярные проверки готовой продукции на соответствие стандартам. Используйте измерительные инструменты, такие как штангенциркуль, угловые линейки и т. д., для выборочной проверки основных размеров и углов согнутых заготовок.
Осмотрите поверхность согнутой заготовки на предмет царапин, вмятин, трещин и других дефектов. Если обнаружены некачественные изделия, их следует своевременно изолировать, проанализировать причины, скорректировать параметры процесса или сообщить о необходимости переработки.
Обслуживание оборудования
Проводите плановые проверки листогибочного пресса каждую смену или каждый день, например, проверяйте уровень масла, фильтры, электрические соединения и т. д. Поддерживайте чистоту и гигиену станка и рабочей среды, своевременно убирайте мусор, масло и т. д.
При обнаружении неисправностей или отклонений в работе оборудования необходимо незамедлительно сообщить о них для устранения, а эксплуатация оборудования во время болезни запрещена.
Записывайте и общайтесь
Заполнение различных форм производственной документации по мере необходимости, например, заказов на обработку гибов, отчетов о проверке качества, форм проверки оборудования и т.д.
Поддерживать хорошую связь с начальством, коллегами и другими отделами для координации и решения производственных проблем. Вносить рациональные предложения по оптимизации процесса гибки и повышению эффективности и качества производства.
Безопасность и организация рабочего пространства
Безопасность имеет первостепенное значение для операторов листогибочных прессов, которые должны предотвращать несчастные случаи и обеспечивать безопасное рабочее место, поддерживая его в чистоте, правильно обращаясь с материалами и используя защитное оборудование. Они также обучают новых членов команды стандартам безопасности и эксплуатации оборудования.
IV. Навыки и квалификация

Понимание инструментов и станков
Оператор листогибочного пресса должен разбираться в различных инструментах, используемых на станке, поскольку существует множество видов инструмента для листогибочного пресса. Выбор неправильной оснастки приведет к различным результатам гибки. Ниже приведены некоторые распространенные типы штампов и принципы их выбора:
V-образные штампы
V-образные штампы — наиболее часто используемые гибочные штампы, подходящие для большинства материалов и толщин. Чем больше V-образное отверстие, тем больше радиус изгиба и тем меньше воздействие на материал, но при этом они занимают больше места. В целом:
- Для тонких материалов (≤6 мм) выбирайте ширину V-образного отверстия, в 6-8 раз превышающую толщину материала.
- Для толстых материалов (>6 мм) выбирайте ширину V-образного отверстия, в 8-12 раз превышающую толщину материала.
U-образные штампы
U-образные штампы подходят для гибки высокопрочных материалов или небольших радиусов гиба. По сравнению с V-образными штампами, U-образные штампы обеспечивают большую площадь опоры и снижают концентрацию напряжения на материале. Однако к U-образным штампам предъявляются более высокие требования по точности позиционирования штампа, и они подвержены пружинящей обратной реакции.
Штампы с шаровым наконечником
Штампы с шаровидным носом используются специально для изгибов на 180° и позволяют выполнить изгиб за один шаг, что очень эффективно, но подходит только для тонких материалов. Радиус штампа с шариковым носом обычно регулируется в пределах 1-2-кратной толщины материала.
Пользовательские штампы
Для некоторых нестандартных изгибов требуются специальные штампы. Несмотря на то, что заказные штампы имеют более высокую стоимость, они могут значительно повысить эффективность производства и точность обработки.
Операторы листогибочных прессов также должны знать различные методы гибки, такие как воздушная гибка, гибка снизу и чеканка. В то же время оператор листогибочного пресса должен знать предельную грузоподъемность листогибочного пресса.
Превышение диапазона усилия гибки приведет к повреждению станка. Операторы листогибочных машин должны хорошо знать тип, структуру и принцип работы листогибочных машин.
Существуют различные типы листогибочных машин, такие как механические листогибы, гидравлические листогибы, электрические листогибы с сервоприводом, листогибы с ЧПУ, пневматические листогибы, листогибы с ЧПУ (компьютерное числовое управление) и т. д. Операторы листогибочных машин должны знать о различиях, преимуществах и недостатках различных типов листогибочных машин.
Использование различных листогибочных прессов для обработки различных металлических пластин позволяет повысить эффективность производства и снизить производственные затраты. Оператор листогибочного пресса должен уметь понимать чертеж заготовки и работать в соответствии с допусками на металлические материалы.
Использование чертежей CAD позволяет не только обеспечить точность гибки заготовок, но и повысить эффективность гибки. Компьютерные навыки оператора листогибочного пресса очень важны, и он должен в совершенстве владеть навыками редактирования компьютерных программ.
Должен обладать определенными способностями к математическим расчетам, включая измерение и вычисление размеров. Чтобы обеспечить точность заготовки, необходимо научиться пользоваться штангенциркулем для выполнения контурных измерений.
Описание вакансии Квалификация
Большинство операторов листогибочных прессов не имеют высшего образования, обычно достаточно диплома о среднем образовании или его эквивалента. Однако это не означает, что работа оператора листогибочного пресса проста. Успех оператора листогибочного пресса зависит от внимания к деталям.
Операторы листогибочных прессов должны обладать компьютерными и математическими знаниями, чтобы продемонстрировать свои практические навыки и аналитические способности. Кроме того, они должны уметь долго стоять на ногах и обладать достаточной физической выносливостью и силой для работы с материалами.
Как правило, операторы листогибочных машин работают в шумной обстановке, но они должны уметь концентрироваться на деталях. Они должны обращать пристальное внимание на процесс работы и тонкие изменения в металлических плитах.
Требования к обучению и сертификации операторов листогибочных прессов
Операторы листогибочных станков обычно проходят профессиональную подготовку, которая помогает им овладеть принципом гибки, техникой и контролем качества.
Некоторые крупные предприятия создадут внутреннюю систему обучения, обучат новых сотрудников и предложат практические занятия по эксплуатации. В то же время некоторые профессиональные институты, такие как PMA и VDMA, предлагают обучение работе на листогибочном станке и сертификационные курсы.
Благодаря этим курсам обучения и тестирования операторы могут получить международно признанные сертификаты профессиональной квалификации, такие как сертификат EuroBlech и др. Эти сертификаты не только подтверждают уровень квалификации операторов, но и способствуют их карьерному росту и повышению средней заработной платы.
Оператор листогибочного пресса должен строго соблюдать различные меры безопасности, чтобы предотвратить несчастные случаи. Одновременно с этим необходимо проходить обучение по технике безопасности, эксплуатации станка и т. д.
Использование защитных устройств также может снизить риски, включая защиту световым занавесом, устройства управления двумя руками, устройства втягивания, удерживающие устройства и т.д.
Ожидания по заработной плате
Доход операторов листогибочных прессов зависит от многих факторов, включая соответствующий опыт и технологию, время работы, размер компании и многое другое. Заработная плата постепенно увеличивается от младших рабочих листогибочных станков до квалифицированных рабочих.
V. Пример: изгиб листа нержавеющей стали на 90°
Параметры заготовки
- Материал: 304 нержавеющая сталь
- Толщина: 4 мм
- Угол изгиба: 90°
- Длина сгиба: 1000 мм
Ключевые моменты операции
Выбор штампа
- Выберите V-образный штамп с шириной V-образного отверстия в 8 раз больше толщины листа, что составляет 32 мм. Это обеспечивает качество гибки и позволяет избежать чрезмерной силы удара.
- Длина штампа должна быть равна длине сгиба + 3-кратная толщина листа, что составляет 1012 мм, для предотвращения деформации краев.
Расчет изгибающего усилия
- Прочность на растяжение нержавеющей стали 304 составляет 600 МПа, а ширина изгиба — 1000 мм. Сила изгиба F = 0,4 × предел прочности на растяжение × толщина^2 × ширина изгиба ÷ ширина V-образного отверстия
- Подставляя данные, F = 0,4 × 600 × 4^2 × 1000 ÷ 32 = 300 кН
- Выбирайте листогибочный пресс с усилием более 350 кН, чтобы иметь некоторый запас.
Компенсация изгиба
- Скорость отката нержавеющей стали 304 составляет около 15%, поэтому необходимо перегибать на 15%, что составляет 103,5°.
- Установите угол гибки на 103,5° на листогибочном прессе, чтобы компенсировать возврат пружины.
Регулирование скорости гибки
- Нержавеющая сталь 304 является труднообрабатываемым материалом, поэтому скорость гибки не должна быть слишком высокой, обычно она контролируется на уровне 5-8 мм/с.
- Чрезмерная скорость гибки усугубляет износ штампа и влияет на точность гибки
Смазка матрицы

- Нержавеющая сталь имеет тенденцию прилипать к штампу, влияя на качество гибки, поэтому на поверхность штампа необходимо нанести слой смазочного масла.
- Выбирайте минеральное или синтетическое масло с низкой вязкостью и избегайте использования растительного масла, поскольку оно подвержено окислительному разрушению
Обработка после сгибания
- После сгибания нержавеющей стали область сгиба подвергается некоторому упрочнению, и вязкость снижается.
- Если к области изгиба предъявляются высокие требования по пластичности, для восстановления пластичности материала может быть проведен отжиг.
Соблюдая вышеуказанные ключевые моменты, можно обеспечить качество гибки на 90° листа из нержавеющей стали 304 толщиной 4 мм. Конечно, в процессе работы необходимо вносить точные корректировки в зависимости от условий эксплуатации оборудования и требований производства, что требует от оператора гибкого управления на основе опыта.
VI. Как стать оператором листогибочного пресса
Во-первых, если вы хотите стать отличным оператором листогибочного пресса, вам необходимо обладать некоторыми базовыми знаниями, такими как математика, машиностроение, компьютеры и другие смежные области. Вы также должны разбираться в различных металлических материалах и их характеристиках, а также научиться читать и понимать чертежи CAD.
Также важно понимать устройство и принцип работы листогибочного пресса. Как только вы получите эти знания, компания обучит операторов работе на станке.
Операторы листогибочных станков также должны научиться изготавливать сложные заготовки с помощью программирования станка. Одним словом, важно постоянно изучать новые технологии и проходить дополнительные формальные курсы обучения, чтобы повысить свою конкурентоспособность в отрасли.
Карьерный путь
Предварительный оператор: знаком с основными операциями листогибочного пресса и может самостоятельно выполнять простую гибку заготовок. Знать общие свойства гибки материалов и освоить основные принципы выбора оснастки. Умеет измерять размеры и определять качество в соответствии с техническим чертежом.

Промежуточный оператор: способен обрабатывать некоторые сложные гибочные заготовки, такие как многократная гибка и гибка специальной формы; освоить настройку и оптимизацию процесса гибки, повышая эффективность и качество производства; освоить некоторые навыки поиска и устранения неисправностей, диагностики и технического обслуживания, что позволяет справляться с общими проблемами станка.
Старший оператор: владеет навыками гибки различных материалов и способен решать сложные задачи по гибке. Обладает способностью разрабатывать и внедрять инновации в процессы гибки и постоянно оптимизирует производственный процесс. Способен направлять и обучать младших и средних операторов для повышения общего уровня квалификации команды.
Инженер-гибщик: участвует в НИОКР и исследованиях процессов гибки и решает ключевые технические проблемы. Оптимизировать компоновку и технологический процесс гибочной производственной линии для повышения эффективности и гибкости производства. Участвуйте в разработке технологических процессов и пробном производстве новых продуктов, чтобы сократить цикл разработки продукции.
Персонал управления производством: отвечает за ежедневное управление гибочным цехом и разумное распределение ресурсов персонала и оборудования. Разработка производственных планов и целей по качеству, а также контроль и оценка процесса. Содействовать стандартизации и бережливости процессов гибки и постоянно улучшать производственные показатели.
VII. Будущее операторов листогибочных прессов

Если операторы листогибочных прессов хотят долго развиваться в этой отрасли, им необходимо постоянно быть в курсе последних изменений в отрасли.
Таким образом, они смогут лучше понять отрасль, усовершенствовать свои технологические навыки и расширить знания о промышленности. Автоматизация находит все большее применение в производстве листового металла.
Предприятия будут приобретать автоматизированное оборудование для повышения эффективности производства. Операторы листогибочных прессов должны уметь пользоваться системами автоматизации, включая программирование станков и другие функции.
Операторы листогибочных станков должны обладать достаточным опытом работы и получить сертификацию в авторитетных учреждениях. Это даст многим операторам больше конкурентных преимуществ при поиске работы на производстве.
Новые требования к автоматизации и интеллекту
С развитием промышленности 4.0 и интеллекта автоматизация листогибочного пресса и степень интеллекта стали более совершенными. Это предъявляет новые требования к операторам листогибочных машин:
Цифровые способности: Знаком с программным обеспечением для цифрового проектирования, таким как CAD/CAM, способен выполнять цифровое моделирование и симуляцию процессов гибки. Понимать цифровые производственные системы, такие как MES, ERP и т. д., и уметь собирать и анализировать производственные данные.
Возможность управления автоматикой: освоить управление и программирование автоматической линии листогибочного пресса, знать ПЛК, датчики, которые могут справиться с простым сбором и анализом производственных данных.
Возможности интеллектуальной оптимизации: используйте большие данные и технологии искусственного интеллекта для интеллектуальной оптимизации параметров процесса гибки. Разработайте интеллектуальный APP процесса гибки для обмена и продвижения знаний о процессе.
Гибкие производственные возможности: Адаптируйтесь к гибким производственным потребностям, связанным с многочисленными разновидностями, небольшими партиями и короткими сроками поставки, и быстро завершайте переключение процессов. Сотрудничество с отделом дизайна продукции, отделом планирования процессов и другими отделами для достижения управления жизненным циклом продукции.
VIII. Вопросы и ответы
1. Как стать лучшим оператором листогибочного пресса?
Чертеж — это руководство по изготовлению каждой детали. Оператору листогибочного пресса важно уметь точно читать и понимать их. Понимание символов, размеров и обозначений на технических чертежах и синьках — это ключ к правильному выполнению работы оператора листогибочного пресса.
2. Какова функция листогибочного пресса?
Листогибочный пресс — это производственное оборудование, которое используется для гибки листового металла. Как правило, он узкий и длинный, поэтому на нем можно сгибать большие куски листового металла. Листогибочные прессы выполняют эти изгибы, зажав лист или плиту между подвижным пуансоном и неподвижным штампом.
3. Каковы золотые правила эксплуатации листогибочного пресса?
Используйте средства индивидуальной защиты, такие как перчатки и очки. Не надевайте свободную одежду, наручные часы и кольца при работе с машиной, чтобы избежать попадания в опасную зону. Никогда не оставляйте работающую машину без присмотра. Держите руки подальше от всех движущихся элементов, таких как плунжер.
В должностной инструкции оператора станков с ЧПУ описаны права сотрудника, основания для его привлечения к ответственности и другие вопросы, необходимые в профессиональной деятельности. Дополнительным аргументом к использованию инструкции в бизнес-процессах является то, что она рекомендуется для применения Рострудом, а её наличие проверяют специалисты ПФР и ФСС.
ФАЙЛЫ
Скачать образец должностной инструкции оператора станков с ЧПУ .doc
Образец должностной инструкции оператора станков с ЧПУ
1. Общие положения
- Оператор станков с ЧПУ подчиняется руководителю цеха.
- Оператор станков принимается на позицию и увольняется с неё директором предприятия по рекомендации руководителя цеха.
- В случае временного отсутствия оператора (лечение, отпуск и т.д.) его обязанности приказом руководителя цеха переходят к другому работнику.
- Претендент на эту должность обязан подходить под следующие требования:
- соответствующее средне-специальное образование;
- трудовой опыт работы на станках с ЧПУ от года.
- Оператор станков с ЧПУ допускается к началу работ лишь после окончания обучения правилам охраны труда.
- Оператор станков с ЧПУ должен понимать:<
- актуальные стандарты пожарной и технической безопасности;
- теоретические основы работы станков с программным управлением;
- базовые основы механики, металлообработки, электротехники;
- методы управления станком с ЧПУ;
- основные режимы работы станка с ЧПУ;
- значения символов и значков на панели станка;
- предъявляемые требования к качеству готовых изделий;
- этапы использования станка для получения требуемого готового изделия;
- методы измерения качества готовых изделий и нахождения в них дефектов;
- особенности основных разновидностей применяемых станков;
- принципы проверки станков с ЧПУ к началу эксплуатации, их требуемой наладки и настройки;
- методику работы с чертежами изготавливаемых изделий;
- правила использования в работе соответствующих инструментов и приборов;
- базовые особенности и свойства подвергаемых обработке материалов;
- правила применения жидкостей для охлаждения и смазывания станка;
- квалитеты и критерии шероховатости поверхности изделий;
- правила обращения со станком и рабочими инструментами.
- Оператор станков с ЧПУ руководствуется:
- действующей правовой базой;
- отраслевыми стандартами;
- документами предприятия;
- данными этой инструкции.
2. Функции
Оператор станков с ЧПУ выполняет следующие операции:
- Прием станка и его проверка в начале смены.
- Изготовление требуемых изделий при помощи станка с ЧПУ в соответствии с нужными качественными и количественными параметрами.
- Использование пульта станка для задания последовательности операций и их контроля.
- Соблюдение норм эксплуатации станка и соответствующих инструментов.
- Текущее наблюдение за качеством работы станка с ЧПУ и информирование мастера цеха о замеченных неполадках.
- Ликвидация мелких неполадок в функционировании станка.
- Контроль за качеством производимых станком изделий.
- Съем изготовленных изделий и их укладывание в установленном порядке.
- Доводка изделий до нужных качественных параметров.
- Настройка станка в процессе его работы.
- Поддержание порядка на своем трудовом месте.
- Остановка станка в конце смены и его передача сменщику.
- Соблюдение нормативов технологической и пожарной безопасности.
- Заполнение требуемых по работе документов.
- Оказание помощи коллегам по цеху в пределах своей компетенции.
- Бережная эксплуатация выданной работодателем спецодежды.
3. Ответственность
Оператор станков с ЧПУ несет ответственность за:
- Невыполнение должностных обязанностей, указанных в документации предприятия, — в пределах, данных в трудовом законодательстве.
- Нарушения законов и административных актов — в соответствии с положениями актуального законодательства.
- Материальный ущерб, полученный работодателем по его вине, — в тех пределах, которые даны в соответствующих разделах законодательства.
4. Права
Оператор станков с ЧПУ наделяется следующими правами:
- Информировать менеджмент предприятия о возможных путях оптимизации производственных процедур.
- Требовать от других сотрудников доступа к данным, нужным в профессиональной деятельности.
- Иметь возможность знакомиться с показателями, по которым оценивают его эффективность (KPI).
- Принимать участие в собраниях персонала, где обсуждают вопросы работы цеха.
- Получать от предприятия спецодежду для работы в соответствии с установленными правилами.
- Получать дополнительное вознаграждение по мере перевыполнения плановых показателей.
- Приостанавливать работу станка при значимых нарушениях в его функционировании.
Основы создания должностной инструкции
При создании инструкции используют стандартную или расширенную структуру. Самый распространенный стандартный формат включает:
- Общий раздел.
- Должностные функции.
- Права специалиста.
- Потенциальная ответственность.
В крупных компаниях, особенно при создании инструкций для топ-менеджеров и профильных специалистов, применяется расширенная форма документа. К вышеперечисленным разделам в ней могут быть добавлены:
- Критерии оценки трудовых успехов (KPI).
- Специфика профессиональной деятельности.
- Параметры должностных взаимодействий.
Чем крупнее компания, тем подробнее составляется инструкция, что избавляет её менеджеров и служащих от необходимости индивидуальных разбирательств.
Общие положения
В разделе даны базовые моменты деятельности специалиста: порядок его временной замены, кому он непосредственно подчиняется, чем обязан руководствоваться и прочие аспекты.
Особое значение имеют требования к квалификации специалиста: уровень образования и опыта, конкретные умения. Они должны гарантировать, что сотрудник справится на требуемом уровне с профессиональными задачами, закрепленными в следующей части.
Внимание! Для написания раздела можно использовать параграфы 64-67 из Единого квалификационного справочника (ЕТКС) Выпуска №2, Части №2. В этих параграфах даны характеристики оператора станка с ЧПУ от второго до пятого разрядов.
Обязанности
Центральный раздел документа, где исчерпывающе перечислены функции работника. Можно выделить три группы должностных обязанностей:
- Профессиональные — обязательны для специалиста на любом месте работы.
- Вспомогательные — на их объем влияет кадровая политика нанимателя, величина нагрузки, отраслевая специфика деятельности и другие факторы.
- Базовые — необходимы для большинства должностей (соблюдение нормативов технической безопасности, охраны труда и пр.).
Внимание! Если наниматель предоставляет сотруднику инструменты или одежду, то в раздел отдельно включается требование соблюдать правила их эксплуатации.
Ответственность
Привлечение работника к ответственности за совершенные им нарушения основывается на подходящих разделах гражданского и уголовного права, сложность и объем которых мешает их полноценному включению в инструкцию. Поэтому эта часть имеет небольшой объем и составлена в общем формате. Обычно в неё входят 3-4 параграфа, где перечислены основные нарушения и упомянута возможная ответственность.
Права
В статье 21 ТК дан перечень прав, гарантированных любому сотруднику. Задача данного раздела — дополнить этот перечень возможностями, предоставленными сотруднику конкретным работодателем. Поэтому содержимое раздела и его объем зависят от трудовой политики конкретной компании-работодателя, профессиональных особенностей, значения должности и других моментов. По общему принципу — чем значительней круг вопросов, которые решает сотрудник, тем большими возможностями он должен обладать.
Должностная инструкция после написания утверждается в соответствии с правилами делопроизводства. Обычно используют следующий порядок действий:
- Подготовка первоначального варианта инструкции.
- Согласование этого варианта с юристом и работником отдела персонала.
- Дальнейшее обсуждение с участием специалистов в той сфере, для которой составляется инструкция.
- Распечатывание итогового варианта на официальном бланке, с применением правил оформления делового документа.
- Проставление подписей ответственными лицами организации-работодателя.
Документ окончательно вступает в силу после проставления подписи работником, для которого она составлялась.
Внимание! Служащий имеет право потребовать в отделе персонала свою копию инструкции. Она может быть предоставлена в бумажном или электронном варианте. В последнем случае в ней не должно содержаться персональных данных.
Общество с ограниченной ответственностью «Бета»
ООО «Бета»
Должностная инструкция
оператора станков с числовым программным управлением (ЧПУ)
01.09.2023 № 425 – ДИ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Должностная инструкция определяет должностные обязанности, права и ответственность оператора станков с числовым программным управлением (ЧПУ, программным управлением) ООО «Бета».
1.2. Оператор станков с числовым программным управлением назначается на должность и освобождается от должности приказом генерального директора ООО «Бета».
1.3. Оператор станков с числовым программным управлением относится к категории рабочих.
На должность оператора станков с числовым программным управлением (далее – Работник) в ООО «Бета» (далее – Работодатель) принимается лицо, имеющее не ниже среднего общего образования и профессиональное обучение по программам профессиональной подготовки по профессиям рабочих, должностям служащих, переподготовки рабочих, служащих. Стаж работы не менее шести месяцев оператором станков с числовым программным управлением соответствующего нижестоящего разряда.
1.4. Оператор станков с числовым программным управлением допускается к работе после прохождения обязательного предварительного и периодического медицинских осмотров, обучения мерам пожарной безопасности, инструктажа по охране труда на рабочем месте.
1.5. Работник в зависимости от разряда должен знать:
2 разряд:
– принцип работы обслуживаемых станков с программным управлением;
– правила управления обслуживаемого оборудования;
– наименование, назначение, устройство и условия применения наиболее распространенных приспособлений, режущего, контрольно-измерительных инструментов;
– признаки затупления режущего инструмента;
– наименование, маркировку и основные механические свойства обрабатываемых материалов;
– основы гидравлики, механики и электротехники в пределах выполняемой работы;
– условную сигнализацию, применяемую на рабочем месте;
– назначение условных знаков на панели управления станком;
– правила установки перфолент в считывающее устройство;
– способы возврата программоносителя к первому кадру;
– систему допусков и посадок;
– квалитеты и параметры шероховатости;
– назначение и свойства охлаждающих и смазывающих жидкостей;
– правила чтения чертежей обрабатываемых деталей.
3 разряд:
– устройство отдельных узлов обслуживаемых станков с программным управлением и особенности их работы;
– работу станка в автоматическом режиме и в режиме ручного управления;
– назначение и условия применения контрольно-измерительных инструментов и приборов;
– конструкцию приспособлений для установки и крепления деталей на станках с программным управлением;
– системы программного управления станками;
– технологический процесс обработки деталей; систему допусков и посадок;
– квалитеты и параметры шероховатости;
– организацию работ при многостаночном обслуживании станков с программным управлением;
– правила чтения чертежей обрабатываемых деталей и программы по распечатке;
– начало работы с различного основного кадра;
– причины возникновения неисправностей станков с программным управлением и способы их предупреждения.
4 разряд:
– устройство, принципиальные схемы оборудования и взаимодействие механизмов станков с программным управлением, правила их подналадки;
– корректировку режимов резания по результатам работы станка;
– основы электротехники, электроники, механики, гидравлики, автоматики в пределах выполняемой работы;
– кинематические схемы обслуживаемых станков;
– организацию работ при многостаночном обслуживании станков с программным управлением;
– устройство и правила пользования контрольно-измерительными инструментами и приборами;
– основные способы подготовки программы;
– код и правила чтения программы по распечатке и перфоленте;
– определение неисправности в станках и системе управления;
– способы установки инструмента в инструментальные блоки;
– способы установки приспособлений и их регулировки;
– приемы, обеспечивающие заданную точность изготовления деталей;
– систему допусков и посадок;
– квалитеты и параметры шероховатости; правила чтения чертежей обрабатываемых деталей.
5 разряд:
– устройство и кинематические схемы различных станков с программным управлением и правила их наладки, правила настройки и регулировки контрольно-измерительных инструментов и приборов;
– способы установки и выверки деталей;
– основы теории резания металлов в пределах выполняемой работы;
– правила определения режимов резания по справочникам и паспорту станка;
– принципы калибровки сложных профилей;
– правила чтения чертежей обрабатываемых деталей.
Для всех разрядов:
– основы трудового законодательства РФ;
– правила и нормы охраны труда, техники безопасности, производственной санитарии, правила пожарной безопасности;
– Правила внутреннего трудового распорядка.
1.6. Работник в своей деятельности руководствуется настоящей Должностной инструкцией.
2. ДОЛЖНОСТНЫЕ ОБЯЗАННОСТИ
2.1. Работник должен добросовестно исполнять следующие обязанности:
2 разряд:
– ведение процесса обработки с пульта управления простых деталей по 12—14 квалитетам на налаженных станках с программным управлением с одним видом обработки;
– установка и съем деталей после обработки;
– наблюдение за работой систем обслуживаемых станков по показаниям цифровых табло и сигнальных ламп;
– проверка качества обработки деталей контрольно-измерительными инструментами и визуально;
– подналадка отдельных простых и средней сложности узлов и механизмов под руководством оператора более высокой квалификации.
Примеры работ:
1. Валы, рессоры, поршни, специальные крепежные детали, болты шлицевые и другие центровые детали с кривошипными коническими и цилиндрическими поверхностями – обработка наружного контура на двух координатных токарных станках.
2. Винты, втулки цилиндрические, гайки, упоры, фланцы, кольца, ручки – токарная обработка.
3. Втулки ступенчатые с цилиндрическими, коническими, сферическими поверхностями – обработка на токарных станках.
4. Кронштейны, фитинги, коробки, крышки, кожухи, муфты, фланцы фасонные и другие аналогичные детали со стыковыми и опорными плоскостями, расположенными под разными углами, с ребрами и отверстиями для крепления – фрезерование наружного и внутреннего контура, ребер по торцу на трех координатных станках.
5. Отверстия сквозные и глухие диаметром до 24 мм – сверление, цекование, зенкование, нарезание резьбы.
6. Трубы – вырубка прямоугольных и круглых окон.
7. Шпангоуты, полукольца, фланцы и другие аналогичные детали средних и крупных габаритов из прессованных профилей, горячештампованных заготовок незамкнутого или кольцевого контура из различных металлов – сверление, растачивание, цекование, зенкование сквозных и глухих отверстий, имеющих координаты.
3 разряд:
– ведение процесса обработки с пульта управления средней сложности и сложных деталей по 8—11 квалитетам с большим числом переходов на станках с программным управлением и применением трех и более режущих инструментов;
– контроль выхода инструмента в исходную точку и его корректировка;
– замена блоков с инструментом;
– контроль обработки поверхности деталей контрольно-измерительными приборами и инструментами;
– устранение мелких неполадок в работе инструмента и приспособлений;
– подналадка отдельных простых и средней сложности узлов и механизмов в процессе работы.
Примеры работ:
1. Втулки, валы, штоки, поршни, ступицы гребных винтов, шатуны, кольца, лабиринты, шестерни, подшипники и другие аналогичные центровые детали со ступенчатыми цилиндрическими поверхностями, канавками и выточками – токарная обработка наружного контура.
2. Корпуса, вкладыши, подшипники, крышки подшипников, обтекатели и кронштейны гребных винтов, кулачки распределительных валов, штампы и пресс-формы сложной конфигурации, лопатки паровых и газовых турбин с переменным профилем, матрицы – фрезерование и нарезание резьбы.
3. Корпуса компрессора и редуктора, крышки насосов редукторов, разделительных корпусов, упор, коробок приводов и агрегатов и другие средние и крупногабаритные корпусные детали – обработка торцовых поверхностей, гладких и ступенчатых отверстий и плоскостей.
4. Отверстия сквозные и глухие диаметром свыше 24 мм – сверление, рассверливание, развертывание, нарезание резьбы.
5. Рычаги, качалки, кронштейны, рамки и другие сложнопространственные детали – обработка наружных и внутренних контуров на трех координатных токарных станках.
6. Стаканы со сложными выточками, глухим дном и фасонными поверхностями и с отверстиями, изготовленные из пруткового материала, отливок и штамповок, – обработка наружного и внутреннего контура на токарно-револьверных станках.
7. Шкивы, шестерни, маховики, кольца, втулки, диски, колеса зубчатые, стаканы – обработка на карусельных станках.
4 разряд:
– ведение процесса обработки с пульта управления сложных деталей по 7—10 квалитетам на станках с программным управлением. Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место;
– управление группой станков с программным управлением;
– установка инструмента в инструментальные блоки;
– подбор и установка инструментальных блоков с заменой и юстировкой инструмента;
– подналадка узлов и механизмов в процессе работы.
Примеры работ:
1. Валы с нарезкой резьбы длиной до 1500 мм – токарная обработка.
2. Детали корпусные авиавинтов и авиаколес со сложной геометрической формой, с большим числом отверстий – фрезерование фасонного контура, сверление, зенкерование, растачивание.
3. Диафрагмы, диски, поршни, силовые кольца, фланцы и другие крупногабаритные детали – токарная обработка.
4. Диски компрессоров и турбин – обработка с двух сторон за две операции.
5. Каркасы оперения законцовок рулей, панели крыла и другие аналогичные детали с теоретическими контурами, карманами, подсечками, окнами, отверстиями – фрезерная обработка.
6. Кольца шарикоподшипников, инжекторы водяные и паровые, пресс-формы многоместные – токарная обработка.
7. Копиры, матрицы, пуансоны конфигурации – фрезерование.
8. Корпуса компрессоров и турбин, спрямляющие и направляющие аппараты, силовые кольца и фланцы, и другие крупногабаритные кольцевые и дисковые детали с криволинейными коническими, цилиндрическими поверхностями – токарная обработка по наружному и внутреннему контуру.
9. Корпуса опорных подшипников, блоки цилиндров, валы коленчатые и судовые, винты гребные, статоры турбогенераторов, спицы гребных ледовых винтов, пресс-формы, кондуктора сложные, шкивы тормозные, муфты – обработка на расточных станках.
10. Корпуса судовых механизмов, компенсаторов, двигателей, приводов, коробок скоростей, гидроприводов, крышки, втулки тонкостенные – обработка на токарных и фрезерных станках.
11. Носки крыла, центроплана, пояса, балки, лонжероны, нервюры, окантовки, шпангоуты, панели и другие аналогичные детали с наличием переменной малки – фрезерование наружного и внутреннего контура с двух сторон.
12. Цилиндры паровых турбин, патрубки паровых турбин, доски трубные, каркасы и другие детали – сверление, развертывание и нарезание резьбы.
13. Шары и шаровые соединения, головки разные с многозаходной резьбой, валы с резьбой – токарная обработка.
5 разряд (требуется среднее профессиональное образование):
– ведение процесса обработки с пульта управления сложных деталей с большим числом переходов, требующих перестановок деталей и комбинированного крепления их по 6—7 квалитетам на станках с программным управлением;
– обработка пробных деталей после наладки.
Примеры работ:
1. Валы с нарезкой резьбы длиной свыше 1500 мм – токарная обработка.
2. Гребенки, калибры резьбовые, червяки многозаходные – токарная обработка.
3. Коробки скоростей, корпуса двигателей и судовых механизмов – обработка на токарных и фрезерных станках.
4. Отверстия глубокие – сверление и нарезание резьбы на расточных станках.
3. ПРАВА РАБОТНИКА
Работник имеет право на:
3.1. Участие в обсуждении проектов решений руководства Работодателя.
3.2. Запрос и получение от структурных подразделений, работников необходимой для выполнения должностных обязанностей информации, документов.
3.3. Участие в обсуждении вопросов, касающихся исполняемых им должностных обязанностей.
3.4. Требование от своего непосредственного руководителя оказания содействия в исполнении своих должностных обязанностей и прав.
3.5. Предоставление ему работы, обусловленной трудовым договором.
3.6. Своевременную и в полном объеме выплату заработной платы в соответствии со своей квалификацией, сложностью труда, количеством и качеством выполненной работы.
3.7. Отдых, обеспечиваемый установлением нормальной продолжительности рабочего времени, сокращенного рабочего времени для отдельных профессий и категорий работников, предоставлением еженедельных выходных дней, нерабочих праздничных дней, оплачиваемых ежегодных отпусков.
3.8. Обязательное социальное страхование в случаях, предусмотренных федеральными законами.
3.9. Изменение и расторжение Трудового договора в порядке и на условиях, которые установлены Трудовым кодексом РФ, иными федеральными законами.
3.10. Рабочее место, соответствующее государственным нормативным требованиям охраны труда и условиям, предусмотренным коллективным договором (при наличии).
3.11. Полную достоверную информацию об условиях труда и требованиях охраны труда на рабочем месте.
3.12. Профессиональную подготовку, переподготовку и повышение своей квалификации в порядке, установленном Трудовым кодексом РФ, иными федеральными законами.
3.13. Объединение, включая право на создание профессиональных союзов и вступление в них для защиты своих трудовых прав, свобод и законных интересов.
3.14. Участие в управлении организацией в предусмотренных Трудовым кодексом РФ, иными федеральными законами и коллективным договором (при наличии) формах.
3.15. Ведение коллективных переговоров и заключение коллективных договоров и соглашений через своих представителей, а также на информацию о выполнении коллективного договора (при наличии), соглашений.
3.16. Защиту своих трудовых прав, свобод и законных интересов всеми не запрещенными законом способами.
3.17. Разрешение индивидуальных и коллективных трудовых споров, включая право на забастовку, в порядке, установленном Трудовым кодексом РФ, иными федеральными законами.
3.18. Возмещение вреда, причиненного ему в связи с исполнением трудовых обязанностей, и компенсацию морального вреда в порядке, установленном Трудовым кодексом РФ, иными федеральными законами.
3.19. Иные права, установленные действующим законодательством РФ.
4. ОТВЕТСТВЕННОСТЬ РАБОТНИКА
4.1. Работник привлекается к ответственности за:
– ненадлежащее исполнение или неисполнение своих должностных обязанностей, предусмотренных настоящей Должностной инструкцией, – в порядке, установленном действующим трудовым законодательством РФ;
– правонарушения, совершенные в процессе своей деятельности, – в порядке, установленном действующим административным, уголовным и гражданским законодательством РФ;
– причинение ущерба имуществу Работодателя – в порядке, установленном действующим трудовым законодательством РФ.
4.2. Материальная ответственность Работника наступает за прямой действительный ущерб, причиненный им Работодателю в результате его виновного противоправного поведения.
Под прямым действительным ущербом понимается реальное уменьшение наличного имущества Работодателя или ухудшение состояния указанного имущества (в том числе имущества третьих лиц, находящегося у Работодателя, если Работодатель несет ответственность за сохранность этого имущества), а также необходимость для Работодателя произвести затраты либо излишние выплаты на приобретение, восстановление имущества либо на возмещение ущерба, причиненного Работником третьим лицам.
Работодатель обязан доказывать сумму причиненного ущерба.
5. УСЛОВИЯ И ОЦЕНКА РАБОТЫ
5.1. Режим работы Работника определяется в соответствии с Правилами внутреннего трудового распорядка, установленными Работодателем.
5.2. В связи с производственной необходимостью Работник обязан выезжать в служебные командировки (в т. ч. местного значения).
5.3. Работодатель проводит оценку эффективности работы Работника.
Критериями оценки деловых качеств Работника являются:
– квалификация;
– стаж работы по специальности;
– профессиональная компетентность, выразившаяся в лучшем качестве выполняемых работ;
– уровень трудовой дисциплины;
– способность эффективно организовать работу подчиненных на вверенном участке;
– интенсивность труда (способность в короткие сроки справляться с большим объемом работы);
– умение работать с документами;
– способность в установленные сроки осваивать технические средства, повышающие производительность труда и качество работы;
– производственная этика, стиль общения;
– способность к творчеству, предприимчивость;
– способность к адекватной самооценке;
– проявление инициативы в работе, выполнение работы более высокой квалификации;
– повышение индивидуальной выработки;
– рационализаторские предложения;
– практическая помощь вновь принятым работникам без закрепления наставничества соответствующим приказом;
– высокая культура труда на конкретном рабочем месте.
5.4. Результаты работы и своевременность ее выполнения оцениваются по следующим критериям:
– результаты, достигнутые Работником при исполнении обязанностей, предусмотренных Должностной инструкцией и трудовым договором;
– качество законченной работы;
– своевременность выполнения должностных обязанностей;
– выполнение нормированных заданий, уровень производительности труда.
5.5. Оценка деловых качеств и результатов работы проводится на основе объективных показателей, мотивированного мнения непосредственного руководителя и коллег.
6. ЗАКЛЮЧИТЕЛЬНЫЕ ПОЛОЖЕНИЯ
6.1. Настоящая Должностная инструкция разработана на основе Единого тарифно-квалификационный справочника работ и профессий рабочих (Выпуск 2. Часть 2. Разделы: «Механическая обработка металлов и других материалов», «Металлопокрытия и окраска», «Эмалирование», «Слесарные и слесарно-сборочные работы», утв. Постановлением Минтруда России № 45 от 15 ноября 1999 г.).
6.2. Ознакомление Работника с настоящей Должностной инструкцией осуществляется при приеме на работу (до подписания трудового договора).
Факт ознакомления Работника с настоящей Должностной инструкцией подтверждается подписью в листе ознакомления, являющемся неотъемлемой частью настоящей инструкции (в журнале ознакомления с должностными инструкциями); в экземпляре Должностной инструкции, хранящемся у работодателя; иным способом).
Должностная инструкция разработана в соответствии с Приказом генерального директора ООО «Бета» № 1-Пр от 01.09.2023.
Должностную инструкцию составила:
Начальник отдела кадров _________________________ Е.В. Васильева
С инструкцией ознакомлен:
________________ Р.Л. Борисов
Юрист _________________________ Н.А. Павлов
Оператор листогибочного пресса – рабочий с квалификацией, достаточной для управления листогибочным прессом. Это специальное оборудование, применяемое для гибки металла, придания заготовке требуемой формы. Такие станки применяются в мастерских, промышленности, для изготовления разнообразных деталей. Для оборудования используется набор форм и пуансонов, которые позволяют придать заготовке нужную форму, регулировать положение рабочих органов.
Обязанности оператора листогибочного станка:
- чтение, интерпретация технических чертежей, понимание требуемых спецификаций для производства металлических изделий;
- выбор правильного типа, размера штампов, инструментов, применяемых для работы;
- настройка станка, использование специальных штампов в зависимости от толщины и типа заготовки, необходимых параметров давления;
- позиционирование заготовки, контроль положения в процессе гибки;
- работа в соответствии с техническими условиями, требованиями к готовой детали;
- проведение регулярного техобслуживания оборудования, мелкого ремонта;
- соблюдение техники безопасности во время работы.
Операторы листогибочных прессов и станков должны хорошо разбираться в свойствах используемых сплавов и металлов, специальных технологиях производства, обладать математическими навыками. Это необходимо для точного расчета припусков на изгиб, производимых углов. Они также должны уметь работать с точностью, чтобы производить высококачественные металлические детали, соответствующие спецификациям, установленным стандартам.
Оглавление
Что такое оператор листогибочного пресса?
Оператор листогибочного пресса — это квалифицированный рабочий, управляющий листогибочным прессом, который представляет собой оборудование, используемое для гибки и придания формы металлическим листам и плитам. Листогибочные прессы используют набор пуансонов и матриц для формирования заданных изгибов в металлических заготовках. Оператор отвечает за настройку станка, выбор и установку соответствующих инструментов и штампов, а также за регулировку настроек станка для достижения нужного угла и размера изгиба.
В обязанности оператора листогибочного пресса обычно входит:
- Чтение и интерпретация технических чертежей и синьки для понимания требуемых спецификаций для изготавливаемых металлических деталей.
- Выбор правильного типа и размера инструментов и штампов для конкретной работы.
- Настройка листогибочный станокВ зависимости от типа и толщины материала настраивается задний калибр, глубина плунжера и параметры давления.
- Точное позиционирование металлической заготовки на станке для гибки.
- Работа на листогибочном прессе для сгибания металла в соответствии с техническими условиями.
- Проверка точности изгибов с помощью измерительных инструментов, таких как транспортиры, штангенциркули и угломеры, чтобы убедиться, что они соответствуют требуемым допускам.
- Выполнение регулярного технического обслуживания машины, такого как смазка и очистка, для поддержания ее в рабочем состоянии.
- Устранение любых неполадок, возникающих во время работы листогибочного пресса.
- Соблюдение правил техники безопасности для предотвращения несчастных случаев и травм при работе с машиной.
Операторы листогибочных прессов должны хорошо разбираться в свойствах металлов и технологиях изготовления, а также обладать сильными математическими навыками для расчета припусков на изгиб и углов. Они также должны быть ориентированы на детали и уметь работать с точностью, чтобы производить высококачественные металлические детали, соответствующие спецификациям и стандартам, требуемым их работодателями или клиентами.
Оператор листогибочного пресса Описание вакансии
Как руководитель цеха листового металла, я обязуюсь соблюдать правила и нормы компании и придерживаться установленного руководством порядка работы. Я стремлюсь сплотить коллектив и внести позитивный вклад, обеспечивая при этом эффективное выполнение всех работ и высокое качество продукции.
Я отвечаю за обслуживание, проверку, ремонт, регулировку и обеспечение безопасности листогибочного пресса и веду подробные записи обо всех связанных с этим задачах. Я знаком с техникой безопасности и эксплуатирую листогибочный пресс в строгом соответствии с правилами техники безопасности и рабочими процедурами. Я освоил нормальный режим работы листогибочного пресса и могу быстро реагировать на любые нештатные ситуации.
Перед запуском листогибочного пресса я тщательно проверяю уровень масла, клапаны, трубопроводы и давление масла, чтобы убедиться, что они соответствуют всем требованиям. Я также проверяю двигатель, выключатель, провода и заземление, чтобы убедиться в их правильном функционировании, и проверяю, что все контрольные приборы и кнопки находятся в правильном положении.
Я также оцениваю выравнивание и стабильность верхней и нижней форм и убеждаюсь, что все позиционирующие устройства соответствуют требованиям к изготовлению.
Чтобы сбросить программу, переместите верхнюю плиту и каждую ось позиционирования в исходное состояние.
Если в течение первых 1-2 минут работы оборудование издает ненормальный звук или перестает работать после 2-3 нажатий, немедленно остановите листогибочный пресс, найдите и устраните неисправность и продолжайте работу только после того, как убедитесь, что все в порядке.
Поручите одному человеку руководить работой, чтобы обеспечить тесное взаимодействие между операторами и персоналом по подавлению подачи. Перед подачей сигнала на отклонение убедитесь, что весь персонал находится в безопасном положении.
Компактный листовой металл во избежание деформации и возможных травм во время гибки.
Перед регулировкой пуансона выключите питание и дождитесь остановки машины.
Не позволяйте никаким материалам касаться нижний штамп при изменении V-образного отверстия нижних штампов.
Регулярно проверяйте надежность крепежных винтов.
Работа на листогибочном прессе должна быть совместной работой двух человек, которые отвечают за подачу, контроль размеров и точности, а также за обработку материала. Один человек должен быть ответственным на месте.
Не ставьте на верстак никаких других предметов.
Перед выполнением любых регулировок или чистки остановите листогибочный станок.
Аккуратно сложите готовые изделия, уберите площадку, выключите электричество и заприте распределительную коробку перед уходом.
Зарплата оператора листогибочного пресса
Зарплата оператора листогибочного пресса может варьироваться в зависимости от места работы и опыта. По состоянию на 27 ноября 2023 года средняя зарплата Оператора листогибочного пресса в Северном Лас-Вегасе, штат Невада, составляла $66 603 (Зарплата.com).
Однако средняя почасовая зарплата оператора листогибочного пресса в США по состоянию на 26 февраля 2024 года составляла около $26 в час, а типичный диапазон колебался между $23 и $29 в час (Зарплата.com).
Кроме того, по состоянию на 8 марта 2024 года средняя почасовая оплата труда оператора листогибочного пресса в США составляла $20.51 (ZipRecruiter).
В Китае, операторы листогибочных прессов Как правило, месячная зарплата составляет 450-800 долларов США.