

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 1
ЛИСТОГИБОЧНЫЙ ПРЕСС DURMA AD-R
СЕРИЙНЫЙ НОМЕР:
ГОД ВЫПУСКА:
ПРОИЗВОДИТЕЛЬ: DURMAZLAR MAKINA SAN. VE. TIC. A.S.
ПРОДАВЕЦ: ООО «МЕТАЛЛМАШ»

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 2
ГИДРАВЛИЧЕСКИЙ ЛИСТОГИБОЧНЫЙ ПРЕСС СЕРИИ
AD-R
ОГЛАВЛЕНИЕ СТРАНИЦА
— Оглавление 2
— Предисловие 5
— Заявление о соответствии стандартам ЕС 6
ГЛАВА 1 – ОБЩИЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
1.1 Инструкция по технике безопасности 7
1.2 Неизбежные риски 8
ГЛАВА 2 – ОБЩЕЕ ОПИСАНИЕ СТАНКА
2.1 Общие сведения о конструкции станка 9
2.1.1 Принципы работы станка 10
2.2 Предупреждающие и информационные таблички на станке 11
2.3 Неправильное использование 19
2.4 Предохранительные выключатели и защитные приспособления станка 20
2.5 Расчет световой защиты 24
2.6 Размеры бокового защитного кожуха 26
2.7 Зоны ограждения станка 28
2.8 Технические характеристики станка 29
2.9 Стандартное и дополнительное оборудование станка 30
2.9.1 Стандартное оборудование 30
2.9.2 Дополнительное обоудование 30
2.10 Шум 31
2.10.1 Измерение уровня шума 32
2.11 Стандарты, применяемые при разработке гибочных прессов 33
ГЛАВА 3 – ИНСТРУКЦИЯ ПО ТРАНСПОРТИРОВКЕ СТАНКА
3.1 Доставка станка 34
3.2 Транспортировка станка 34
3.3 Извлечение из упаковки 36

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 3
ГЛАВА 4 – ПРАВИЛА ХРАНЕНИЯ
36
ГЛАВА 5 – ИНСТРУКЦИЯ ПО УСТАНОВКЕ СТАНКА
5.1 Общие сведения 37
5.2 Рабочая область станка 37
5.3 Установка станка 38
5.4 Электрические соединения 38
5.4.1 Направление вращения двигателя 38
5.4.2 Таблица мощностей двигателя 39
5.5 Информация о смазочных материалах 40
5.5.1 Выбор масла для гидравлической системы 40
5.5.2 Выбор масла для салазок 40
ГЛАВА 6 – ИНСТРУКЦИЯ ПО ПУСКОНАЛАДКЕ СТАНКА
6.1 Установка переднего и боковых защитных ограждений 41
ГЛАВА 7 – ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
7.1 Описание процесса гибки 56
7.1.1 Гибка без соприкосновения и с помощью штампов 56
7.1.2 Таблица усилий гибки 57
7.1.3 Штамповка на прессе 58
7.1.4 Упругие свойства 59
7.1.5 Таблица параметров гибки 62
7.1.6 Важные условия гибки 63
7.2 Эксплуатация станка 64
7.2.1 2 станции: Delem DA51-V4000 64
7.2.2 Конфигурация Cybelec –Modeva 10S/12S/15S и DNC 880S -педаль 65
7.2.3 Конфигурация Delem DA52 / DA 56 / DA66 / DA 69-педаль 66
7.2.4 Конфигурация Cybelec –Modeva 10S/12S/15S and DNC 880S -lasersafe-педаль 67
7.2.5 Конфигурация Delem DA52 / DA 56 / DA66 / DA 69-lasersafe-педаль 68
7.2.6 Конфигурация Cybelec DU6000-Lasersafe-педаль 69
7.2.7 Конфигурация Esa kvara –Dfs 2 -педаль 70
7.2.8 Конфигурация Esa kvara – Lasersafe -педаль 72
7.2.9 Выключение станка 73

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 4
ГЛАВА 8 – ИНСТРУКЦИЯ ПО РЕМОНТУ, ТЕХНИЧЕСКОМУ
ОБСЛУЖИВАНИЮ И ЧИСТКЕ
8.1 Правила техники безопасности при регулировке верхнего и нижнего штампов 74
8.2 Регулировка верхнего и нижнего штампов 75
8.3 Регулировка подавателя 76
8.3.1 Регулировка подавателя 77
8.3.2 Регулировка оси R 77
8.3.3 Регулировка оси X 77
8.4 Управление связкой Y1-Y2 78
8.5 Система гидравлического пресса 79
8.6 Инструкция по техническому обслуживанию 81
8.7 Информация о типах смазки, используемой в редукторах 82
8.8 Схема смазки станка 83
8.9 Индикатор уровня гидравлической жидкости в баке 84
8.10 Проверка задней световой завесы 84
ГЛАВА 9 – ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
9.1 Возможные неисправности 85
9.2 Регулировка осей y1 и y2 листогибочного пресса с числовым управлением на основе блоков
Cybelec-Modeva 10s/12s/15s и DNC 880s 87
9.3 Регулировка осей y1 и y2 листогибочного пресса с числовым управлением на основе блоков Delem da
52 / da 56 /da 66 / da 69 88
9.4 Система компенсации прогиба пресса 89
ГЛАВА 10 – ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
ОПЕРАТОРА
10.1 Характеристики используемой гидравлической жидкости
90
10.2 Правила оказания первой помощи 92
ГЛАВА 11 – ДЕМОНТАЖ / ВЫВОД СТАНКА ИЗ ЭКСПЛУАТАЦИИ
93
ПРИЛОЖЕНИЯ
— План фундамента
— Схема гидравлической системы
— Ведомость запасных деталей
— Электрические схемы и сопутствующие документы
— Гарантийное свидетельство.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 5
ПРЕДИСЛОВИЕ
Настоящее руководство пользователя подготовлено специально для наших клиентов и включает в себя
всю техническую информацию, необходимую для того, чтобы обеспечить наиболее эффективную и надежную
эксплуатацию наших станков.
Нашим главным принципом является обеспечение максимальной производительности каждой отдельно взятой
операции станка, что достигается использованием высококачественных материалов, современных технологий и
высокого уровня технической поддержки.
Обладая низкими требованиями к эксплуатационным расходам, наши изделия прослужат Вам долгие годы, при
условии регулярного технического обслуживания.
Ассортимент нашей продукции включает листогибочные прессы, которые используются для гибки листового
металла различной толщины и качества, а также ножницы, предназначенные для резки различных материалов
(листовой металл, алюминий, медь, пластик, бумага и т.д.) соответствующей толщины.
С данным руководством необходимо тщательно ознакомиться ответственному за эксплуатацию оборудования, а
также персоналу, который непосредственно будет выполнять работы на станке. Во избежание возникновения
различных неисправностей, рекомендуется хранить руководство в непосредственной близости от станка.
Наш завод оставляет за собой право внедрять в конструкцию оборудования последние разработанные
технологии без предварительного разрешения каких-либо органов и учреждений.
За весь период деятельности компании с 1956 года наша доля на местном рынке все больше увеличивалась. За
последние 30 лет экономические показатели продемонстрировали наибольший рост, благодаря выходу на
мировой рынок. Таким образом, опыт и технологические усовершенствования, накапливаемые по всему миру,
находят свое наилучшее применение в решениях, предлагаемых нашим клиентам.
Желаем долгой и надежной работы приобретенного оборудования и успехов в бизнесе!
DURMAZLAR MAKINA SAN. Ve TIC. A.
Organize Sanayi Bölgesi 75. Yıl Caddesi BURSA
Тел.: + 90 224 219 18 00
Факс: + 90 224 242 75 80 – 242 93 73
Интернет: www.durma.com.tr
: www.durmazlar.com.tr
E-mail: durma@durmazlar.com.tr

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 6

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 7
ГЛАВА 1 – ОБЩИЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
1.1 – ИНСТРУКЦИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Перед началом эксплуатации станка обязательно ознакомьтесь с руководством пользователя. При
возникновении каких-либо вопросов о работе станка, свяжитесь с компанией-изготовителем.
1 – Во время доставки станка придерживайтесь инструкций, указанных в соответствующей табличке,
закрепленной на станке.
2 — ! НИКОГДА не помещайте пальцы, руки или любую другую часть тела в область действия
инструмента или других движущихся частей станка.
3 — ! ВСЕГДА отключайте станок перед выполнением каких-либо работ по техническому
обслуживанию или ремонту оборудования.
4 –Работы по техническому обслуживанию станка могут выполняться только специально
уполномоченным персоналом.
5 – Во время работы на станке не носите длинную или просторную одежду, во избежание попадания
ее в движущиеся элементы станка.
6 – Выполните заземление станка медным заземляющим кабелем.
7 – Станок предназначен для эксплуатации одним (1) оператором.
8 – Никогда не открывайте заднюю крышку и защитные боковые панели во время работы станка.
9 – В целях безопасности, не меняйте регулировку гидравлических клапанов.
10 – Не меняйте положение концевых выключателей.
11 – Никогда не превышайте максимальное значение давление, указанное в соответствующей
табличке на станке.
12 – Во избежание возможного попадания рук или предметов, оба цилиндра плотно закрыты крышкой.
При открытой крышке работать на станке запрещается.
– В целях обеспечения сохранности оборудования и безопасности оператора, на педали и на
верстаке установлены кнопки аварийного останова, которые прекращают работу станка в опасной
ситуации.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 8
13 – Конструкцией станка предусмотрено освещение рабочих поверхностей. Рабочее пространство
вокруг станка также должно быть хорошо освещено и освобождено от посторонних предметов.
14 – Присутствие посторонних в рабочей области во время работы станка должно быть исключено.
15 – Операция смены инструмента должна выполняться с помощью цепного привода.
16 – Инструменты листогибочного пресса были изготовлены с применением особой технологии,
поэтому рекомендуется использовать со станком только оригинальные инструменты. Инструменты
других производителей могут повредить устройство станка.
17 – Поддерживайте порядок на рабочем месте, во избежание ошибок эксплуатации, опасных
ситуаций и возникновения препятствий к перемещению.
18 – Перед началом эксплуатации станка необходимо проверить исправность функционирования
защитного оборудования.
19 – Не открывайте электрический щит во время работы станка. Перед открытием электрощита
электропитание станка должно быть отключено.
20 – Во избежание травм, вызванных падением заготовки, оператор должен носить обувь с
металлическим мыском.
21 – На станке следует работать с использованием средств индивидуальной защиты (перчатки,
защитная обувь и т.д.).
22 – Во время работы на станке надевайте защитные очки.
1.2 – НЕИЗБЕЖНЫЕ РИСКИ
Рисунок 1
Рисунок 2

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 9
• Во время операции гибки руки следует держать в стороне от оси гиба. Следует также помнить,
что изгибаемая деталь будет подниматься до угла изгиба, поэтому следует остерегаться удара
перемещаемой заготовкой. После выполнения операции гибки заготовка опустится вниз. Во
время операции гибки не следует производить регулировку инструментов станка и отключать
предохранительные реле защитной крышки.
• Не приближайтесь к движущимся деталям станка во время его работы. Соблюдайте
безопасную дистанцию.
• Не прикасайтесь к внутренним деталям станка во время выполнения операции гибки.
• Кусок листового металла во время операции гибки может подняться и ударить оператора.
ГЛАВА 2 – ОБЩЕЕ ОПИСАНИЕ СТАНКА
2.1 – ОБЩИЕ СВЕДЕНИЯ О КОНСТРУКЦИИ СТАНКА
• Станок изготовлен с применением высоких технологий и очень восприимчив к погрешностям.
Нагрузки на сварные швы деталей устранены. Все точки приложения нагрузки имеют большой
радиус, поэтому возможность образования трещин в сварных швах также исключена.
• В целях минимизации перемещений, высота верхнего и нижнего прессов имеет оптимальное
значение.
• Верхний пресс расположен вертикально; подшипники цилиндров и поршней спроектированы
таким образом, чтобы компенсировать вертикальные нагрузки.
• Гидравлические цилиндры имеют двухстороннюю конструкцию и отхонингованы до качества
поверхности 2 мкм. При этом обспечивается минимальная износоустойчивость. Корпуса
цилиндров выкованы из стали марки SAE 1040.
• Гидравлические цилиндры закреплены спереди основания, обеспечивая тем самым идеальное
распределение нагрузки.
• Головки поршня оснащены войлочными уплотнениями типа Omegat, широкими бронзовыми
подшипниками и половинными подшипниками в кожухе.
• Поршни тщательно отшлифованы и хромированы с целью уменьшения трения и увеличения
износоустойчивости при движении поршня к войлочным уплотнениям.
• Регулируемые салазки верхнего пресса выполнены из износостойкого материала «ulpolen» и
не требуют отливки. Перемещение верхнего пресса в горизонтальной плоскости «вправовлево» и «вперед-назад» направляется с помощью подшипников.
• Блок станка с гидравлическим приводом сконструированы нашими специалистами с учетом
уменьшения тепловыделения. При этом необходимость применения гидравлических труб и
фитингов сведена к минимуму. Данное условие обеспечивает надежность и максимальную
эффективность гидравлической системы.
• При разработке гидравлической системы компания Durmazlar использовала доступные
клапаны и высококачественное, безопасное и высокопроизводительное оборудование.
• Гидравлика компании Durmazlar имеет точную систему определения давления и нагрузки, что
позволяет использовать оборудования на низких уровнях давления без выполнения лишних
операций. При этом риск работы оборудования при чрезмерной нагрузке снижается до 2-3 %.
Т.е. система функционирует при абсолютном значении рабочего давления.
• Гидравлическая система имеет постоянную защиту от чрезмерных нагрузок, осуществляемую
с помощью реле давления под управлением программы ЧПУ.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 10
• Гидравлическая система компании Durmazlar отличается точным срабатыванием при всех
значениях давления, вплоть до максимального. Кроме того, на всех уровнях давления
обеспечивается точная установка положения цилиндра, синхронизация и воспроизводимость
операций.
• Трубы высокого давления являются бесшовными и выполнены их стали марки St 35.4 в
соответствии со стандартом DIN 2391 / CY.
• Все электрические клапаны управляются напряжением постоянного тока равным 24 В. В целях
обеспечения прочности и долговечности, все клапаны снабжены индикаторами, смягчающими
возможный удар.
• Электрическая система станка основана на ПЛК, который применяется вместо механических
реле, что повышает надежность системы. Благодаря ПЛК сокращается время отклика таких
критичных устройств, как двигатели, клапаны и сервоклапаны.
• ПЛК позволяет осуществлять мониторинг параметров гидравлической и электрической
системы, благодаря чему имеется возможность быстро определить значения входных и
выходных параметров. Обнаруженные ошибки отображаются на экране в виде сообщений.
• Для обеспечения наиболее безопасной работы все клапаны, реле и концевые выключатели
управляются напряжением постоянного тока, равным 24 В.
• Главный двигатель и гидравлический узел станка разработаны с учетом минимального
энергопотребления.
• Упрвляющая логика ЧПУ реализована на основе сревоузлов постоянного тока, организованных
в замкнутом контуре с целью обеспечения оптимальной производительности. При этом
система предусматривает удобную индикацию скорости и других параметров.
• Система подавателя реализована с учетом условий эксплуатации на основе оборудования
Star и Hiwin.
• Защита от атмоферных воздействий обеспечивается за счет покрытия наружных поверхностей
станка краской в два слоя толщиной 60 микрон.
• Перемещение инструментов станка осуществляется по стандартным осям Y1, Y2, X и R.
• В конструкции станка используется устройство централизованного управления типа CYBELEC
MODEVA 10S или DELEM DA 66W.
• На станок предоставляется гарантия сроком 2 года, которая распространяется на
производственный брак, но исключает неисправности, вызванные неправильной
эксплуатацией.
2.1.1 – ПРИНЦИПЫ РАБОТЫ СТАНКА
• Параллельное положение верхнего пресса обеспечивается кодовыми датчиками линейного
перемещения, расположенными на осях Y1 и Y2. Параллельность в каждой точке перемещения
поддерживается сервоклапанами под управлением блоков ЧПУ с погрешностью в 1 %.
• Скорость перемещения верхнего пресса оптимизирована. Поворотное движение верхнего
пресса выполняется на трех скоростях: быстрое опускание, скорость гиба, скорость возврата.
Значения данных скоростей могут быть настроены посредством программирования блока ЧПУ.
• Программа гибки может быть легко вызвана с экрана управления. При этом на экране
отображается двухмерная или трехмерная анимация, иллюстрирующая выполнение программы.
Данная функция значительно облегчает задачу оператора.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 11
• По сравнению с обычными листогибочными прессами, регулировка настроек станков серии
ADR производится гораздо быстрее. Изготовление любой детали осуществляется посредством
быстрого задания угла и параметров гибки. Листогибочные прессы, оснащенные блоками ЧПУ,
устанавливают параметры тягового усилия, обратного хода, предельного хода и вращения при гибе
автоматически.
• При введении неверных значений входных параметров или значений, выходящих за пределы
разрешенного диапазона, на экран немедленно выводится сообщение об ошибке, благодаря чему
минимизируется возможность выполнения оператором недопустимой операции.
• Устройство централизованного управления автоматически конвертирует единицы измерения
из метрической системы в британскую и обратно.
• Пользовательский интерфейс устройства централизованного управления выполнен на
нескольких языках.
2.2 – ПРЕДУПРЕЖДАЮЩИЕ И ИНФОРМАЦИОННЫЕ ТАБЛИЧКИ НА СТАНКЕ

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 12
ТАБЛИЧКАETIKET—2 2

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 13
ТАБЛИЧКАETIKET-4 4
ETIKET-3
ТАБЛИЧКА 3
Табличка 1: Идентификационная табличка станка Табличка 3: Знак заземления
Табличка 2: Информационная табличка об
Табличка 4: Стрелка направления электропитании станка
вращения привода станка
ТАБЛИЧКАETIKET-5 5
Табличка 5: Предупреждающий знак
Табличка 6: Табличка с указанием об опасном электрическом напряжении максимального
давления
ВНИМАНИЕ
НЕ СТОЙТЕ В МЕСТЕ УТЕЧКИ
Масло под высоким давлением легк повреждает кожу, вызывая
серьезные травмы. При возникновении повреждения
пострадавшему необходимо оказать медицинскую помощь.
Перед демонтажом фитингов необходимо сбросить давление.
ТАБЛИЧКА 7
Табличка 7: Предупреждающий знак об утечке гидравлической системы. Масло гидравлической
системы находится под опасно высоким давлением. Перед устранением утечки необходимо сбросить
давление.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 14
ВНИМАНИЕ
УРОВЕНЬ МАСЛА ДОЛЖЕН БЫТЬ
МЕЖДУ КРАСНОЙ И ЧЕРНОЙ
ЛИНИЯМИ
ИЗБЕГАЙТЕ ПЕРЕПОЛНЕНИЯ!
ТАБЛИЧКА 8
Табличка 8: Предупреждающий знак. Уровень гидравлической жидкости должен находиться между
красной и черной линией индикатора уровня.
ТАБЛИЧКА 9 ТАБЛИЧКА 10 ТАБЛИЧКА 11
Табличка 9: Напоминание об опасности застревания между верхним штампом и заготовкой.
Табличка 10: Напоминание о поднятии заготовки во время операции гибки, во избежание удара.
Табличка 11: Избегайте попадания рук в пространство между верхним и нижним штампами во время
работы станка.
Табличка 12: Указатель смазки; показывает места нанесения смазки.
ВремяFalling Time After Stopping опускания после останова
Nachlaufzeit —
Tempo discesa dopo lo stop — Temps ecoule apres arret
Doba k zastavení — Pysähdysaika
Czas zatrzymania belki — Foelgetid
Tidsfördröjning vid nödstopp— Nalooptijd
Traversing Distance After StoppingРасстояние перемещения
после останова
Nachlaufweg — Recorrido despues de parar
Movimento dopo lo stop — Distance parcourue apres arret
Dojezd po zastavení — Pysähdysmatka
Droga zatrzymania — Foelgevei
Fallrörelse vid nödstopp — Naloopweg
БезопасноеSafety Distance расстояние
Sicherheitabstand — Distancia de seguridad
Distanza di sicurezza — Distance de securite Vzdálenost nad plechem — Turvaetäisyys
Odleglosc bezpieczna´´ — Sikkerhetsavstand
Säkerhetsavstånd — Veiligheidsafstand
ТАБЛИЧКА 13
ТАБЛИЧКА 12

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 15
Табличка 13:
Информационная
табличка о безопасном
расстоянии; указывает
расстояние, на котором
отключается световая завеса и происходит
останов станка, а также расстояние
между защитным барьером и опасной зоной.
Please do not touch hydraulic adjustment valves.Не трогайте регулировочные клапаны гидравлической системы.
Bitte verstellen sie nicht die Einstellung der hydraulischen Ventile.
Por favor , no tocar las válvulas de ajuste hidráulico.
E’ fatto divieto di regolare la taratura delle valvole idrauliche.
Prière de ne pas toucher aux réglages des valves.
Nedotykejte se nastavení hydraulickych ventilü!´ ´
Paineventtilien säätöihin el saa koskea.
Nie ruszaj zaworów z regualcja.
Vennligst juster ikke innstillingen av de hydrauliske ventilene.
Ändra inte hydraul ventilernas inställning.
Instellingen van de hydraulische ventielen niet wijzigen.
Перед пуском станка проверьте уровень масла в баке и направление вращения двигателя.
ИспользуйтеUse oil : ISO VG 32 — VG 46 масло ISO VG 32-VG 46
Bevor man die Maschine startet , Ölstand und Motordrehrichtung kontrolieren. Öl
: ISO VG 32 — VG 46
Antes de utilizar la máquina , comprobar el nivel de aceite y la rotación del motor.
Utilizar aceite : ISO VG 32 — VG 46
Usare olio : ISO VG 32 — VG 46
Avant de demarrer la machine , controler le niveau d’huile et le sens de rotation du moteur. Utiliser
P’huile : ISO VG 32 — VG 46
Pred spustením stroje zkontrolujte hladinu oleje a smer otacení motoru.
Pouzívejte olej : ISO VG 32 — VG 46
Ennen koneen käynnistämistä tarkista öljyn määrä sekä moottorin oikea pyörimissuunta. Käytä
öljyä : ISO VG 32 — VG 46
Przed uruchomieniem maszyny sprawdzic poziom oleju i kierunek obrotów silnika.´
.
Uzywac olej : ISO VG 32 — VG 46´
Bruk olje : ISO VG 32 — VG 46
Kontrollera oljenivån och motorns rotationsriktning innan maskinen startas. Använd
oljekvalite : ISO VG 32 — VG 46
Hydraulische olie volgens ISO VG 32
ТАБЛИЧКА 14
Табличка 14: Предупреждающая табличка гидравлической системы: не прикасайтесь и не пытайтесь
выполнить регулировку клапанов гидравлической системы станка. Перед началом работы на станке
убедитесь, что количество гидравлической жидкости находится на допустимом уровне, и проверьте
направление вращения двигателя. В качестве смазки рекомендуется использовать масло ISO
VG32VG 46.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 16
ТАБЛИЧКА 15
Табличка 15: Перед отключением гидравлического двигателя и главного выключателя установите
верхний пресс в нижнее положение.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 17
L :ДлинаSheet length (mm) (L = 1000 mm) листа заготовки, мм (L=1000 мм)
R : ВнутреннийInternal
radius ( mm ) радиус, мм
ПределTensile strength ( kg/mm² ) прочности на разрыв, кг/мм2
V :РаскрывMould opening ( mm ) пресс-формы, мм
P :ТребуемоеNeeded tonage ( Ton ) усилие, т
H :МинMin. sheet bending length ( mm ). длина сгибаемой заготовки, мм
S : ТолщинаSheet thickness ( mm ) листа заготовки, мм
ТАБЛИЧКА 16

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 18
Табличка 16: Таблица гибки
ТАБЛИЧКА 17
Табличка 17: Информация о безопасной эксплуатации
Табличка 18: Табличка об отсутствии масла в баке. Перед
началом эксплуатации станка необходимо долить масло в бак.
ТАБЛИЧКА 18

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 19
ТАБЛИЧКА 19
Табличка 19: Извлечение человека, застрявшего между пресс-формами станка; после отключения
питания станка необходимо провести вилку подъемника под верхним прессом и, предварительно сняв
клапаны на гидравлических узлах, поднять стол.
Табличка 20 : Знак, указывающий на точку подъема станка. Установлен рядом с
подъёмн
ой
скобой.
ТАБЛИЧКА 20
ВНИМАНИЕ
Табличка 21:
Перед
выполнением работ по
Перед выполнением техническому обслуживанию необходимо сбросить
технического обслуживания давление в гидравлической системе. Знак сбросьте
давление в установлен на гидравлическом блоке.
гидравлической системе
ТАБЛИЧКА 21

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 20
ТАБЛИЧКА 22
Табличка 22: Заходить за станок во время его работы запрещается. Нахождение человека за станком
во время его работы может привести к серьезным травмам и даже смерти. Ответственность за
соблюдение данного правила несет работодатель. Знак установлен на задней части станка.
ВНИМАНИЕ Табличка 23: Перед началом работы на станке ПЕРЕД НАЧАЛОМ
установить все защитные ограждения.
необходимо
ЭКСПЛУАТАЦИИ Знак установлен на всех защитных ограждениях
НЕОБХОДИМО УСТАНОВИТЬ станка.
ОГРАЖДЕНИЕ
ТАБЛИЧКА 23
Табличка 24 : «Опасность хода». Знак установлен на системе
подавателя по причине опасного перемещения подавателя
вдоль оси x.
ТАБЛИЧКА 24

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 21
2.3- НЕПРАВИЛЬНОЕ ИСПОЛЬЗОВАНИЕ
• Запрещается выполнение электрических соединений, не предусмотренных
электрической схемой станка, а также использование материалов, не указанных в
схеме.
• Главный выключатель на панели всегда должен быть задействован. Станок не
запустится, если панель открыта. Эксплуатация станка с открытой крышкой
запрещается.
• Не обходите переключатели боковых и задних защитных крышек.
• Никогда не отключайте задние фотоэлементы.
• Не изменяйте настройку клапанов сброса давления гидравлической системы.
• Никогда не обходите систему фронтальной защиты станка.
• Не изменяйте настройки скорости и прочих параметров работы станка.
• Винты, фиксирующие положение инструментов, всегда должны быть плотно
затянутыми.
• Нижний инструмент должен быть точно отцентрован.

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 22
2.4 – ПРЕДОХРАНИТЕЛЬНЫЕ ВЫКЛЮЧАТЕЛИ И ЗАЩИТНЫЕ ПРИСПОСОБЛЕНИЯ
СТАНКА
Если конструкцией станка предусмотрены задние защитные кожухи;
Предохранительный переключатель бокового кожуха: Если во время работы станка один или оба
боковых защитных кожуха открыты, то верхний пресс не изменит своего положения, и гидравлический
насос остановится. В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО
СБРОСАПЕРЕЗАПУСКА, а затем — кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 3).
Предохранительный переключатель заднего кожуха: Если во время работы станка задний
защитный кожух открыт, то верхний пресс не изменит своего положения, и гидравлический насос
остановится. В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО СБРОСАПЕРЕЗАПУСКА,
а затем — кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 4).

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 23
Концевой выключатель макс./мин. хода по оси X: Движения по оси (X) ограничены минимальной ()
и максимальной (+) предельными точками, где установлены концевые выключатели (см. рисунок 5).
МАКС. ХОДА
Если конструкцией станка предусмотрены защитные задние и боковые кожухи, оснащенные
фотоэлементами:
Предохранительный переключатель бокового кожуха: Если во время работы станка один или оба
боковых защитных кожуха открыты, то верхний пресс не изменит своего положения, и гидравлический
насос остановится. В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО
СБРОСАПЕРЕЗАПУСКА, а затем — кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 6).
Защитный задний кожух с фотоэлементом: Если во время работы станка через датчики проходит
какой-либо предмет, то верхний пресс останется неподвижным, а гидронасос прекратит свою работу.
В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО СБРОСА-ПЕРЕЗАПУСКА, а затем кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 7)
Концевой выключатель макс./мин. хода по оси R: Движения по оси (R) ограничены минимальной ()
и максимальной (+) предельными точками, где установлены концевые выключатели (см. рисунок 
Концевой выключатель макс./мин. хода по оси X: Движения по оси (X) ограничены минимальной (—

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 24
) и максимальной (+) предельными точками, где установлены концевые выключатели (см. рисунок 9)
Если конструкцией станка предусмотрена передняя защита, а также защитные задние и
боковые кожухи:
Предохранительный переключатель бокового кожуха: Если во время работы станка один боковой
защитный кожух открыт, то верхний пресс продолжит медленно опускаться вниз. При закрытии кожуха
и повторном нажатии педали скорость движения верхнего пресса будет увеличена.
Если открыты оба боковых защитных кожуха, то верхний пресс не изменит своего положения, и
гидравлический насос остановится. В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО
СБРОСА-ПЕРЕЗАПУСКА, а затем — кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 9).
Предохранительный переключатель заднего кожуха: Если во время работы станка задний
защитный кожух открыт, то верхний пресс не изменит своего положения, и гидравлический насос
остановится. В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО СБРОСАПЕРЕЗАПУСКА,
а затем — кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 10)
Концевой выключатель макс./мин. хода по оси R: Движения по оси (R) ограничены минимальной (—

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 25
) и максимальной (+) предельными точками, где установлены концевые выключатели (см. рисунок 11)
Концевой выключатель макс./мин. хода по оси X: Движения по оси (X) ограничены минимальной (—
) и
максимал
ьной (+)
предельн
ыми
точками,
где
установле
ны
концевые
выключат
ели (см.
рисунок
11)
ЗАЩИТНАЯ

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 26
КРЫШКА
Если конструкцией станка предусмотрена передняя защита, а также защитные задние и
боковые кожухи, оснащенные фотоэлементами:
Предохранительный переключатель бокового кожуха: Если во время работы станка один боковой
защитный кожух открыт, то верхний пресс продолжит медленно опускаться вниз. При закрытии кожуха
и повторном нажатии педали скорость движения верхнего пресса будет увеличена.
Если открыты оба боковых защитных кожуха, то верхний пресс не изменит своего положения, и
гидравлический насос остановится. В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 27
СБРОСА-ПЕРЕЗАПУСКА, а затем — кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 12)
Защитный задний кожух с фотоэлементом: Если во время работы станка через датчики проходит
какой-либо предмет, то верхний пресс останется неподвижным, а гидронасос прекратит свою работу.
В этом случае, для пуска станка нажмите кнопку АВАРИЙНОГО СБРОСА-ПЕРЕЗАПУСКА, а затем кнопку HYD. PUMP («ГИДРОНАСОС») (см. рисунок 13)
Концевой выключатель макс./мин. хода по оси R: Движения по оси (R) ограничены минимальной (—
) и максимальной (+) предельными точками, где установлены концевые выключатели (см. рисунок 14)
Концевой выключатель макс./мин. хода по оси X: Движения по оси (X) ограничены минимальной ()
и максимальной (+) предельными точками, где установлены концевые выключатели (см. рисунок 14)
2.5 – РАСЧЕТ СВЕТОВОЙ ЗАЩИТЫ
Согласно Приложению А спецификации европейского стандарта EN 12622:
S = (K x T) + C, где
S – безопасное расстояние, мм;
T – время останова всей системы, с; C – добавочное расстояние
T= t1 + t2 + t3 + ∆t, где
t1 – время отклика гидравлической системы гибочного пресса;
t2 – время отклика системы защитных ограждений; t3 —
прочие вычисляемые значения времени отклика; ∆t –
погрешность.
K принимается равным 2000 мм/с (Согласно Приложению А.2 спецификации европейского стандарта
EN 12622).
t1 = 63 мс (величина определена с помощью контрольноизмерительного прибора) t
2 =
17
мс (значение для оптоэлектронного защитного устройства SICK C4000 ADVANCED) T =
63+17=80 мс = 0,08 с
C — чувствительность фотоэлектрического барьера (согласно Приложению А.6 спецификации
европейского стандарта EN 12622, C принимается равным 0).
S = (2000 × 0,08 ) + 0
S=160 мм

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 28
Рисунок 15

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 29
2.6 – РАЗМЕРЫ БОКОВОГО ЗАЩИТНОГО КОЖУХА
Рисунок
16

ОСНОВНАЯ ИНСТРУКЦИЯ
Страница 30
Loading…
1 изображение
Информация о файле
Гидравлический листогибочный пресс серии AD-R. Руководство пользователя, 104 страницы. На русском языке.
Особенности
• Гибочный пресс AD-R 25100 предназначен для гибки листового металла с усилием до 100 тонн;
• Прочная литая конструкция станка. Надежная гидравлическая система Bosch. Установлены качественные электрокомпоненты от Siemens, Omron, Telemecanique. Двойные направляющие верхней балки обеспечивают точность перемещения;
• Имеет увеличенные ход, просвет и глубину подачи, что дает возможность облегчить работу при выполнении сложных многочисленных гибов, а также сократить время производственного цикла;
• В стандартной комплектации оснащен констроллером CNC Easy Bend. С помощью контроллера оператор может программировать скорость подхода, рабочий ход и скорость возврата инструмента (оси Y1, Y2, X). Процесс программирования максимально упрощен и ведётся с пульта управления. При вводе данных о размерах изделия и последовательности технологических операций CNC автоматически вычисляет угол изгиба, исходные и конечные положения ползуна и заднего упора, а также их перемещение по осям;
• Система крепления инструмента — еврозажим Multi-V. Опционально пресс можно оснастить быстросъёмной системой зажима инструмента, системой компенсации прогиба рабочего стола (ручной или автоматической), задним упором 1000 мм, моторизированной осью R и т.д.
При покупке этого оборудования вы получаете бесплатные пусконаладочные работы.
Наши инженеры выполнят весь комплекс ПНР (подключение, настройку и запуск станка).
В нашей сервисной службе работают квалифицированные инженеры, которые специализируются на отдельных группах оборудования и проходят обучение на заводах производителей,
поэтому, выбирая МОССКЛАД, вы получаете не только качественное оборудование, но и высококачественный сервис и поддержку в самых непредвиденных ситуациях.
Направления нашей сервисной службы – это пусконаладочные работы, ремонт оборудования на территории клиента или в нашей мастерской, а также консультация клиентов.
Подробнее про сервисную службу
Качественные пусконаладочные работы. Весь комплекс мероприятий, направленных на проверку, настройку и запуск оборудования осуществляется строго в соответствии с инструкцией производителя.
Оперативность. Выезд на объект в среднем через 2 рабочих дня после поступления заявки.
Внимательное отношение. Специалист сервисной службы поможет решить проблему при возникновении сложностей с оборудованием.
Уважаемые клиенты, ознакомьтесь с вариантами подбора, оплаты, получения и ввода в эксплуатацию товара, а также с гарантийными и другими обязательствами.
Компания «МОССклад» поставляет Гибочный пресс AD-R 25100 во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Продажа оборудования осуществляется на условиях 100% оплаты при наличии его на складе и 50% предоплате при покупке под заказ.
Описание
Гидравлический гибочный пресс AD-R 25100 с усилием гибки в 100 тонн и длиной гиба 2550 мм. Серия гибочных прессов AD-R повысит эффективность и стоимость Вашего бизнеса за счет простых программируемых функций , высокой скорости, низкого потребления энергии, точности гибки не требующей обслуживания конструкции.
С гибочными прессами DURMA Вы всегда получите отличный результат.
Преимущества гидравлического гибочного пресса AD-R 25100
-
Качественная и быстрая гибка
-
Усиленная и жесткая конструкция рамы
-
Высокая точность и повторяемость
-
Передовые технологии
-
Низкая стоимость обслуживания
-
Надежность
Базовая спецификация гидравлического гибочного пресса AD-R 25100
-
Высокая точность, стальная конструкция со снятым напряжением, долгий срок службы
-
Запатентованная система направляющих DURMA
-
ШВП и линейные направляющие интегрированные в первоклассную систему заднего упора
-
Долговечные и точные возможности гибки со специальным закаленным верхним инструментом
-
Возможность использования специального сегментированного инструмента и быстросъемных держателей
-
Отличное решение для длинной и глубокой гибки
-
Высокая точность линейных направляющих
-
Стандарты безопасности CE
-
Экологически чистые, эффективные и совершенные решения для гибки
Прочная система заднего упора
-
Скорость и высокая точность
-
Безопасное перемещение
-
Регулировки в каждой точке
-
Устойчивость к повреждению
-
Простое техобслуживание
Почему задний упор DURMA?
Наиболее важной особенностью для достижения идеального гиба является стабильность и дизайн заднего упора, что позволяет изготовить безупречный и правильный продукт
Высокоскоростная ШВП с системой обратного отхода поддерживается линейными направляющими, что позволяет получить длительный срок эксплуатации заднего упора, хорошую чувствительность защиту против столкновений
Специально разработанные пальцевые блоки со ступенькой для достижения максимальной стабильности могут применяться для различных решений гибки.
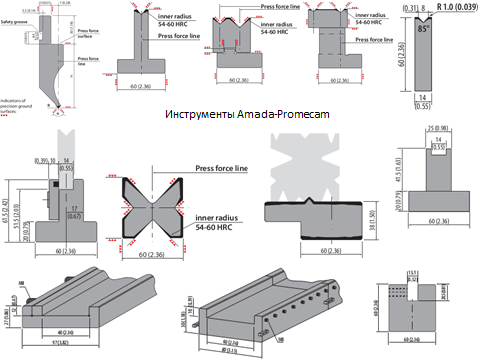
Держатели инструмента и оснастка
Производительность гибки увеличивается с применением простой в использовании высококачественной Европейской системы зажима инструмента. Узкий стол разработан для Европейской системы держателей инструмента и возможности Z гибки.
-
Европейская система крепления
-
Европейский тип нижнего инструмента (4V Матрица)
-
Быстросъемный зажим
-
Durma multi V нижний инструмент
-
Durma верхний инструмент
Точная и аккуратная гибка на высококачественном прессе AD-R 25100
Система компенсации прогиба
Ручная или моторизированная через ЧПУ система компенсации прогиба упрощает гибку, путем калибровки в каждой части сгибаемой детали для получения ровного гиба. Исключает необходимость в подкладках и клиньях.
Линейные направляющие передней поддержки
Прочные опорные кронштейны с наклонными упорами установлены на линейных направляющих. Это позволяет легко регулировать их под длину сгибаемой детали. Поддержки также оснащены боковыми упорами для быстрой, удобной и точной подачи маленьких или широких деталей.
Система защиты CE
Наши машины разработаны в соответствии с нормами CE. Для обеспечения Вашей безопасности гидравлические и электрические компоненты закрыты высокими кожухами, а также применяется лазерная световая защита. Станки в системе тандем оснащены световыми барьерами.
Стабильное движение верхней балки
Используя длинные и плоские направляющие поверхности, все недостатки точечного наведения устраняются на 100% наличием свободного пространства для гибки: система направляющих, которая мешает гибке между рамой, была перемещена вне рамы.
Удобный пользовательский интерфейс на станке AD-R 25100
Панель управления DT-15
-
Автоматический список гибки
-
Хранение Ваших программ
-
Простой функционал гибки
-
2D цветной дисплей с многоуровневым моделированием
-
Linux операционная система
-
D-Band офлайн програмное обеспечение
-
Поддержка системы «Тандем»
-
Опция многоязыковой поддержки
-
Эргономичный дизайн панели
-
USB-порт, резервное копирование, 15 «TFT цветной сенсорный экран
D-Band программное обеспечение
D-Band программное обеспечение offline позволяет имитировать процесс гибки на Вашем рабочем месте в офисе.
Вы можете создавать свои инструменты и новые программы без остановки производства. D-Band проверяет Вашу последовательность гибки. Создает развертку чертежей для лазерного, плазменного раскроя и координатной прибавки.
Опциональные панели управления
ModEva 19T
-
19″ цветной сенсорный экран
-
Начертание профиля пальцем на экране
-
Автоматический список гибки
-
Очень простая и удобная передача данных
-
Высокая производительность
-
Возможность мульти моделирования
-
XPe для многозадачности
-
Управление системой безопасности EC
-
Ethernet для простой связи
DA-58T
-
2D графический сенсорный экран программирования
-
15″ цветной TFT дисплей с высоким разрешением
-
Расчет последовательности гибки
-
Контроль компенсации прогиба
-
Контроль сервоприводов и частотных преобразователей
-
Расширенный контроль алгоритмов управления оси Y для закрытия и открытия клапанных контуров
-
USB подключение периферийных устройств
Стандартное оборудование
-
Y1, Y2, X — 3 оси
-
Панель управления — DT 15 сенсорный экран 2D графика (Удаленный контроль)
-
Задний упор — моторизированный, линейные направляющие, система ШВП
-
Ручная система компенсации прогиба
-
Ручная регулировка оси R
-
Европейская система крепления инструмента
-
Скользящие передние поддержки с Т пазом и наклонным упором
-
Специально разработанные — мирового уровня гидравлические блоки и клапаны
-
Электрические компонента мирового уровня
Опциональное оборудование
-
Панель управления — CNC ModEva 19T
-
Панель управления — CNC DA 58T
-
Панель управления — CNC 66T
-
Программное обеспечение D-DEND 3D симуляция гибки
-
CE с FIESSLER AKAS-LC II F ручной + AKFR блок управления
-
CE F.AKAS (Только Тандем) + стальные защитные кожуха
-
Моторизированная ось R
-
Z1-Z2 оси ЧПУ
-
Верхний инструмент Европейский тип
-
Нижний инструмент Европейский тип
-
Нижний инструмент Durma
-
Быстросъемный зажим
-
Ручная компенсация прогиба
-
Моторизированная компенсация прогиба ЧПУ контроль
-
Задний упор 1000 mm — задняя защита со световым барьером
-
Охладитель масла
-
Дополнительные пальцевые блоки и скользящие передние поддержки
-
Специальная упаковка для импорта
Быстрый сервис и запасные части
DURMA обеспечивает лучший уровень сервиса, наличием квалифицированного персонала и склада запасных частей. Наши опытные и профессиональные специалисты всегда готовы к Вашим услугам. Наши курсы профессионального обучения работе оборудования и его применения дадут Вам преимущество в использовании нашей техники.

Синхронизированный гидравлический гибочный пресс DURMА серии AD-R отвечает требованиям заказчиков, для которых необходим минимальный набор функций управлений. Существует большое количество модификаций по длине и рабочему давлению. Оператору доступен контроль и программирование скорости подхода, рабочего хода и скорости возвращения. Это помогает в обработке листа при его помещении в матрицу для создания угла изгиба. Оператор может программировать ползун, чтобы он шел вверх очень медленно на короткое расстояние, затем останавливаться и ждать, в то время как оператор имеет шанс забрать лист под контролем. Это не только помощь в обработке материала, но и возможность улучшить качество детали, фактически устраняя деформации в области изгиба. Также возможно программировать задержку или выдержку снизу, что может быть полезно при изгибе нержавеющей стали или других необычных материалов.
Технические характеристики Durma AD-R 25100
|
|
|---|---|
| Характеристика | Значение |
| Рабочее давление, т | 100 |
| Рабочая длина гиба (А), мм | 2550 |
| Расстояние между опорами (В), мм | 2200 |
| Скорость по оси Y в ускоренном режиме, мм/сек | 180 |
| Рабочая скорость по оси Y, мм/сек | 10 |
| Скорость обратного хода по оси Y, мм/сек | 120 |
| Просвет (D), мм | 530 |
| Ширина стола (G), мм | 104 |
| Высота стола (F), мм | 900 |
| Ход 160 (C), мм | x |
| Ход 265 (C), мм | s |
| Ход 365 (C), мм | x |
| Глубина подачи листа (E), мм | 410 |
| Поддерживающие штанги, шт | 2 |
| Количество пальцев на заднем упоре, шт | 2 |
| Скорость хода по X-осям, мм/сек | 250 |
| Ход по X-осям, мм | 650 |
| Мощность двигателя, кВт | 11 |
| Емкость масляного бака, л | 100 |
| Габариты LxWxH (ДхШхВ), мм | 3800x1670x2750 |
| Вес Durma AD-R 25100 , кг | 8650 |
- s — стандарт (входит в стандартную комплектацию станка)
- o — опция (возможна установка за доп. оплату)
- x — нельзя установить на данную модель

Графическая систему ЧПУ EMKODT15
Общие характеристики
- 15” 1024х600 TFT цветной жидкокристаллический экран.
- Емкостный сенсорный дисплей.
- Габариты панели: 40х515х67мм.
- Источник: 24 Вольт постоянного тока
- RS 232 последовательная связь для FPSC защитный PLC модуль
- Восстановление из USB данных о заготовке, пуансона, матрицы и др. параметров
- Программное обеспечение панели и модуля обновляется при помощи USB.
- Интернет подключение.
- Синхронное управление балкой оси Y1Y2 (Y1 – левый, Y2- правый).
- Х1,X2 R1,R2 Z1, Z2 числовое управление до 6-и осей заднего упора.
- Индексация осей для каждого включения.
- Управление компенсацией прогиба стола.
- Возможность применения буквенно-цифровых обозначений в программе и в коде инструмента.
- Дюймовые/метрические преобразования.
- Возможность рисования профиля, пуансона, верхней балки и заднего упора в 2D.
- 2D программирование гибки.
- Автоматический расчет усилия гибки, порядка гибки и положения осей упора.
Специалисты нашей компании всегда готовы подобрать необходимый инструмент.
Стандартная комплектация
- 3 оси — Y1, Y2, X
- Система ЧПУ EMKODT15
- Блок управления — простой с числовым программным управлением.
- Задний упор — электроприводной, с системой опор качения и шарикоподшипников.
- Пальцы заднего упора — с регулировкой по высоте.
- Европейская система зажимания.
- Скользящие рычаги поддержки листа с Т-образным каналом и остановкой наклона.
- Электроприводная формовка с числовым программным управлением (только в 6-метровых машинах).
- Специально спроектированные — гидравлические блоки и клапана мирового класса.
- Система электроники мирового класса.
Опции
- Блок управления — серия с числовым программным управлением типа CNC Advantage — двухмерное графическое и офлайновое программное обеспечение.
- Блок управления — с числовым программным управлением DU 6000.
- Блок управления — CNC DNC 880S с двухмерной цветной графикой.
- CE с ручным FIESSLER AKAS-LC II F + щит управления AKFR + стальные защитные крышки.
- CE с SICK C 4000 — только для тандема + стальные защитные крышки.
- Лазерная защита пальцев DFS1 (для нижней балки — не CE).
- Верхний инструмент европейского стандарта (один из них сегментирован).
- Нижний инструмент европейского стандарта (один из них сегментирован).
- Нижний инструмент Durma.
- Быстроразъемные зажимы.
- Ручная формовка.
- Электроприводная формовка с числовым программным управлением.
- Задний упор 1000 мм — защита сзади при помощи светового барьера.
- Охладитель масла.
- Дополнительные блоки пальцев и скользящие передние рычаги.
- Специальная комплектация для зарубежных стран.
Отзывы о Durma AD-R 25100:
Отзывов пока нет, но ваш может быть первым.