
“
В этом видео мы рассмотрим процесс наладки токарного станка с ЧПУ.
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Обработка заготовки со снятием металла для подготовки к чистовой обработке
Обработка заготовки для достижения жестких допусков и высокого качества обработанной поверхности
Резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем
Резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем
Подготовка технологического оборудования и оснастки к выполнению определенной технологической операции или набора операций
Язык программирования устройств с ЧПУ
Программное обеспечение, позволяющее быстро создавать программы для обработки деталей непосредственно на станке с ЧПУ
Автоматизированная система либо модуль автоматизированной системы, предназначенные для подготовки управляющих программ для станков с ЧПУ. Под термином понимаются как сам процесс компьютеризированной подготовки производства, так и программно-вычислительные комплексы, используемые инженерами-технологами
Инструменты и материалы для наладки
Правый черновой резец с пластиной 55°, R = 0,4 мм
Правый чистовой резец с пластиной 35°, R = 0,4 мм
Правый канавочный резец, R = 0,2 мм
Корпусное сверло, D = 30 мм
Правый расточной резец с пластиной 55°, D =16 мм, R = 0,4 мм
Концевая фреза, D = 10 мм
Твердосплавное спиральное сверло, D = 4 мм
Материал заготовки — алюминиевый сплав Д16Т
1. Прикручиваем все пластины к резцам.
Важно
Обратите внимание на правильность подбора ключей. Неправильно подобранный ключ может слизать грани винта
2. Собираем канавочный и расточной резцы.
3. Прикручиваем пластины к сверлу.
4. Вставляем резцы в подходящие блоки.
Совет
Не стоит делать слишком большой вылет резца из блока. Это может привести к вибрациям и к тому, что при повороте револьвера инструмент упрется в кожух станка
5. Вставляем в блок сверло.
6. Устанавливаем расточной резец в блок.
7. Собираем осевой инструмент.
8. Загружаем инструмент в револьвер.
Создание инструмента в системе ЧПУ
1. На вкладке Offset выбираем те ячейки, где стоит инструмент. Первым создаем черновой инструмент и вводим его имя. Для подтверждения нажимаем Input. Вводим параметры инструмента:
- радиус — 0.4 мм,
- угол державки — 93°,
- угол между плитами — 55°,
- направление по часовой стрелке,
- включаем СОЖ.
2. Создаем чистовой инструмент и вводим его параметры:
- радиус — 0.4 мм,
- угол державки — 93°,
- угол между плитами — 35°,
- направление по часовой стрелке,
- включаем СОЖ.
3. Создаем резец с корректором слева. Меняем имя и вводим параметры инструмента:
- радиус — 0.2 мм,
- ширина пластины — 4 мм,
- длина пластины — 13 мм,
- направление по часовой стрелке,
- включаем СОЖ.
4. Пропускаем одну ячейку и выбираем сплошное сверло, которое обращено влево. Вводим параметры:
- диаметр — 30 мм,
- направление по часовой стрелке,
- включаем СОЖ.
5. Пропускаем ячейку и в седьмой позиции создаем расточной резец. Создаем его как чистовой инструмент и меняем его положение. Кромка будет обращена вверх и влево. Вводим параметры:
- радиус — 0.4 мм,
- угол державки — 93°,
- угол между плитами — 55°,
- ширина плиты — 7 мм,
- направление по часовой стрелке,
- включаем СОЖ.
6. Снова пропускаем одно место. Затем создаем концевую фрезу. Вводим параметры:
- диаметр — 10 мм,
- количество зубьев — 3,
- направление по часовой стрелке,
- включаем СОЖ.
7. В 11-й позиции создаем спиральное сверло. Вводим параметры:
- диаметр — 4 мм,
- угол при вершине — 118°,
- направление по часовой стрелке,
- включаем СОЖ.
8. Чтобы измерить инструмент, переходим в режим Machine. Далее на вкладке TSM нажимаем «Выбрать инструмент» и указываем инструмент из списка. Нажимаем Cycle Start.
9. Опускаем датчик.
10. Подводим инструмент над датчиком.
11. Выбираем ось X, устанавливаем подачу на 100% и нажимаем Cycle Start.
12. Переключаемся на ось Z и повторяем измерения.
13. Измеряем все остальные инструменты.
14. Убираем датчик.
1. Располагаем сухарь внутри паза кулачка. Далее совмещаем отверстие на сухаре с отверстием на кулачке, переворачиваем его и опускаем в отверстие два болта. Затем необходимо притянуть болты, но не затягивать их до конца.
2. Аналогично собираем каждый кулачок.
Установка заготовки в патрон
1. Устанавливаем кулачки в патрон.
2. Перед тем как зажимать деталь, нужно затянуть болты. Для этого необходимо воспользоваться тормозом шпинделя. Чтобы включить блокировку шпинделя, переходим на вкладку «Станок 2» и нажимаем на кнопку «Тормоз». Затем выбираем «Заблокировать». В таком положении нужно затянуть все болты.
3. Выставим давление в патроне 28 бар.

4. Удерживаем заготовку в руке, заводим ее в открытый патрон и нажимаем на педали станка, чтобы закрыть патрон.
5. Указываем нулевую точку. Для этого переходим в режим Machine и на вкладке TSM вводим:
- номер места — 1,
- число оборотов шпинделя — 1500 об/мин,
- направление вращения по часовой стрелке.
6. Закрываем дверь и нажимаем Cycle Start. После этого подъезжаем к заготовке и торцуем.
1. Чтобы отправить программу на исполнение в режим Auto, переходим в начало программы и нажимаем «Выбор».
2. Программа откроется в новом окне, запускаем ее кнопкой Cycle Start.
3. Чтобы запустить программу в G-коде с определенного кадра, предварительно задайте поиск. Это позволит станку прочитать все условия, которые были в программе ранее.
Совет
Перед запуском программы рекомендуется установить рабочую и ускоренную подачу на ноль, а уже затем постепенно добавлять подачу
“
Вы узнали, как осуществить наладку станка и запустить программу. Закрепите новые знания с помощью теста и интерактивного задания.
Для закрепления полученных знаний пройдите тест
Какой инструмент пригодится для удаления основного объема материала снаружи?
Правый черновой резец с пластиной 55°
На какой вкладке происходит создание нового инструмента?
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Числовое программное управление (ЧПУ) широко используется в станках различного типа. Оно позволяет автоматизировать процесс, повысить точность и изготавливать сложные детали. Однако для того, чтобы станок выполнял задуманную операцию, необходима правильная наладка ЧПУ. Порядок и правила ее проведения заслуживают особого внимания.
Что такое наладка станка с ЧПУ?

Наладка ЧПУ представляет собой завершающий этап приведения станка в рабочее состояние и включает настройку системы на выполнение конкретных операций. Эту сложную задачу выполняет квалифицированный наладчик. В его обязанности входит введение программы, запуск управляющей системы, проверка ее функционирования. При необходимости проводится корректировка управляющей программы (УП) и всего программного обеспечения (ПО). Наладка обязательно производится на нескольких режимах.
Наладка и настройка станка с ЧПУ осуществляются в строгой последовательности: установка оборудования, монтаж приспособлений и механизмов, проведение настройки размеров, введение УП, тестовая обработка заготовки, оценка работы УП и корректировка ее. Процедура внесения коррекции получила название «подналадка».
Большинство станков с ЧПУ обладают универсальностью, т. е. предназначены для проведения разнообразных операций. На каждую операцию предусмотрена своя УП и конкретные режимы работы. Для того чтобы не проводить наладку и настройку ЧПУ при каждом переходе на новое задание, применяются 2 способа сохранения настроечных сведений – карта наладки и комментарии к УП.
Что такое карта наладки станка с ЧПУ и зачем она нужна, кто составляет?

Карта наладки станка (КНС) с ЧПУ — это расчетно-технологическая карта, в которой на плоском изображении (чертеже) отображается статистика изменения производственного процесса для визуального восприятия его основной сути. Она является основным документом для наладчика оборудования при подготовке его к выполнению конкретной операции, а также для комплектовщика и настройщика рабочего инструмента при его подборе.
В КНС отражаются наиболее важные параметры: необходимый инструмент (основной и вспомогательный), его расположение на станке и применение; размерная цепь системы на всех стадиях рабочего процесса; технологические режимы процесса; конфигурация конечного результата с указанием основных ориентиров (опорных точек); исполнительные размеры.
Разрабатывает КНС технологическая служба предприятия. Технолог вносит в нее результаты окончательной отработки конкретной технологической операции. Оформленная графически карта передается наладчику ЧПУ, который после соответствующей обработки вносит ее в программу станка. После ввода она становится доступной оператору, и ему достаточно найти нужную КНС при необходимости выполнения определенной операции. Станок обеспечит операцию без дополнительной настройки, по предыдущим данным.
Использование КНС вполне обосновано. При выполнении на одном станке разнотипных операций в разной последовательности устраняется необходимость проведения наладки при каждом переходе. Производство какой-либо детали может прекратиться на длительное время, но в последующем возникает необходимость его возобновления. С КНС не надо разрабатывать техдокументацию вновь. Достаточно воспользоваться памятью компьютера и вывести ранее использовавшуюся карту. Наконец, при смене всего обслуживающего персонала возникает необходимость освоения новыми сотрудниками всего производимого ассортимента. На это потребуется время. При наличии КНС достаточно просто запустить ее для установки нужных режимов.
Что такое комментарии в карте наладки?
Комментарии к КНС (ККНС) – это текст для оператора станка с ЧПУ, содержащий словесное разъяснение графического документа. Перед их началом ставится знак «;», или комментарии берутся в скобки. Например: ;TOOL1 или (TOOL1). В этом случае ККНС будет предназначена только для оператора.
В ККНС рекомендуется отражать такие сведения:
- наименование обрабатываемого изделия;
- дата составления;
- номера заказа (КНС);
- материал изделия;
- информация о системе координат;
- перечень технологических операций;
- параметры рабочего инструмента (наименования, размеры).
У систем управления достаточно часто имеются ограничения по работе с ККНС, т. к. воспринимаемый объем лимитируется 32 символами. Для расширения возможности устанавливаются стойки с полноразмерной клавиатурой (СЧПУ). При этом стойка должна поддерживать символы на кириллице.
Содержание карты наладки для станков с ЧПУ
Для полного понимания системой команд в КНС нужно внести такие сведения:
- модель и марку станка и СЧПУ;
- наименование конечного изделия и УП;
- эскиз изделия с указанием номеров поверхностей по очередности их обработки, расположение по отношению к рабочему органу станка;
- название и порядковые номера рабочих инструментов;
- информацию о приспособлениях, необходимых для установки на станок для проведения операции;
- перемещения (вылеты) инструментов по осям;
- очередность выполнения операций;
- координаты начальных точек рабочих органов и координаты начала обработки.
Дополнительно вносятся сведения о нестандартных приспособлениях и механизмах, необходимых для проведения работ. В КНС вносится информация, характерная для конкретного типа станка. Документ должен полностью описать систему «станок – приспособления – инструмент – заготовка – готовое изделие» на всех стадиях обработки. Опорные точки четко описывают конфигурацию обрабатываемой поверхности.
Порядок оформления
Оформление КНС осуществляется в такой последовательности:
- В обычной (прямоугольной) системе координат чертится эскиз обрабатываемой детали. Отмечается точка, с которой начинается обработка (исходная точка).
- Размечается расположение крепежных точек (зон) на станке с учетом выбираемой оснастки.
- Указывается траектория движения рабочего инструмента в данной системе координат.
- На траектории инструмента устанавливаются опорные точки с цифровым обозначением и указанием направления движения с помощью стрелок.
- Отмечаются точки контроля, в которых запланирована краткосрочная остановка станка для проверки правильности и точности обработки.
- На каждом участке обработки отмечаются ее режимы.
- Особым образом выделяются опорные точки, координаты которых определяются непосредственно по КНС.
- Наносятся дополнительные сведения, уточняющие особенности обработки – последовательность операций, характеристики инструмента и т. п. Можно использовать цифровое или буквенное обозначение.
При разработке КНС рекомендуется учитывать такие нюансы:
- Желательно совместить проведение рабочих и холостых операций.
- Наиболее объемные и тяжелые операции выполняются первыми.
- При обработке изделий сложной конфигурации используется чистовой и черновой инструмент.
- В процессе обработки может изменяться жесткость, что необходимо учитывать при определении порядка операций.
- Надо исключить соударения заготовки и инструмента на холостом ходу.
Важно! Оформление КНС часто производится технологом вручную. В настоящее время есть CAD/CAM-системы, которые составляют документ в автоматическом режиме при введении программы на обработку конкретной детали.
Разработка управляющей программы для станков с ЧПУ
Для проведения необходимой операции на станке УП должна задать траекторию движения рабочего инструмента. Расчетные данные записываются на носитель с помощью определенной последовательности фраз. В такие фразы помещается нужная геометрическая и технологическая информация, которая необходима для обработки конкретного участка заготовки.
Порядок фраз должен полностью соответствовать последовательности осуществления технологических приемов. Все фразы включают определенное количество сторон перфоленты, причем каждой из них соответствует запись в форме кодовых символов и знаков. Несколько строк в пределах фразы с определенной последовательностью формируют программу для одного рабочего органа станка. Может применяться 2 варианта записи УП: с кадрами, т. е. постоянной длиной фраз, или с изменяющейся их длиной.
Рекомендации по работе с технологической документацией
Для того чтобы осуществить настройку любого станка с ЧПУ, требуется такая технологическая документация:
- КНС;
- эскизы по каждой отдельной операции (операционные эскизы);
- расчетно-технологическая карта;
- операционная карта режимов.
На крупных производственных предприятиях используется весь комплект стандартизованной документации. В настоящее время большинство организаций переходит на оформление и порядок ее использования по собственным, внутренним, правилам. Небольшие фирмы, имеющие 1–2 станка с ЧПУ и ограниченную номенклатуру изделий, вообще отказываются от использования карт. На станках УП четко отрегулированы и не требуют внесения корректировок. К тому же архаикой выглядят и перфоленты. Однако использование КНС и для них порой становится острой необходимостью. Карты требуются при восстановлении выпуска деталей, производство которых давно прекращено, или при значительном обновлении штата операторов станков.
Образцы
Обрабатывающие станки разного типа имеют свои специфические характеристики и предназначены для проведения определенных операций. Для них значительно различаются и КНС, т. к. требуется различный инструмент, да и сама траектория движения существенно различается.
Фрезерного станка
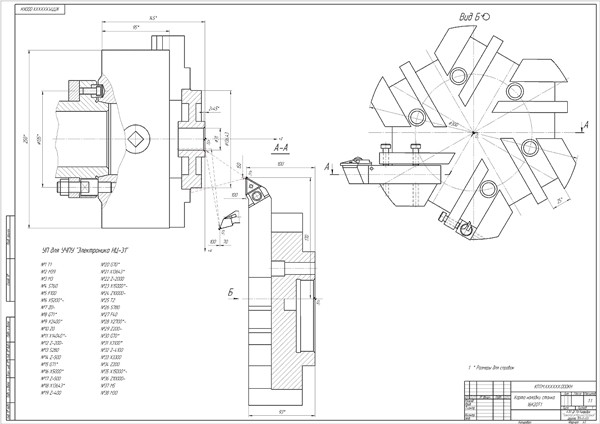
В КНС для фрезерного станка с ЧПУ вносятся такие сведения:
- сведения об обрабатываемой заготовке (наименование, расположение и т. п.);
- чертеж в формате А1;
- операционная карта.
Для универсального фрезерного станка с ЧПУ КНС можно здесь.
Образец карты наладки:

Оформление КНС фрезерных станков производится с учетом ЕСТД ГОСТ 3.1404.74. Этот документ регламентирует карту обработки с правилами комплектования инструментами и технологической оснасткой.
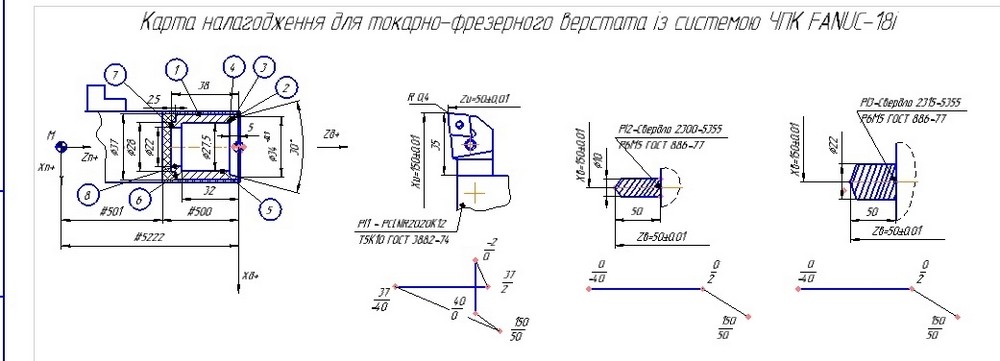
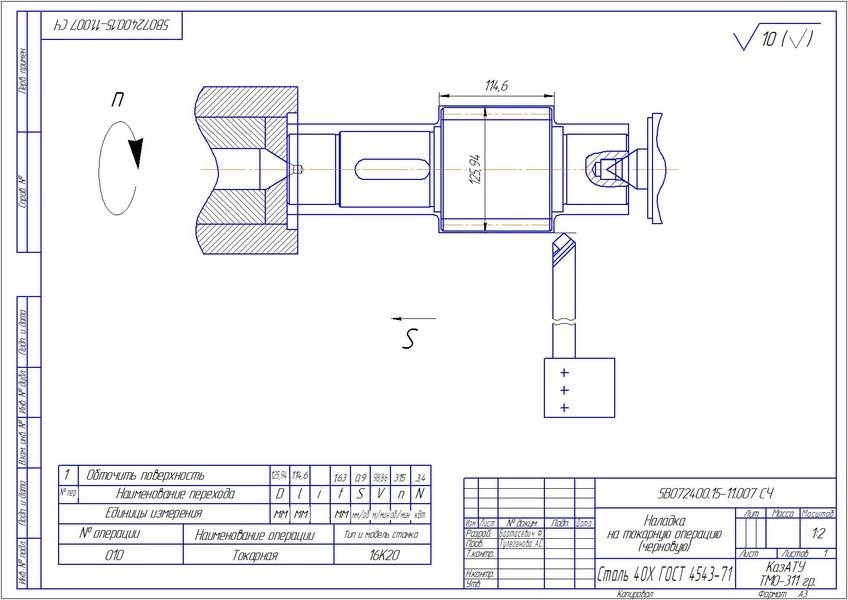
Токарного станка
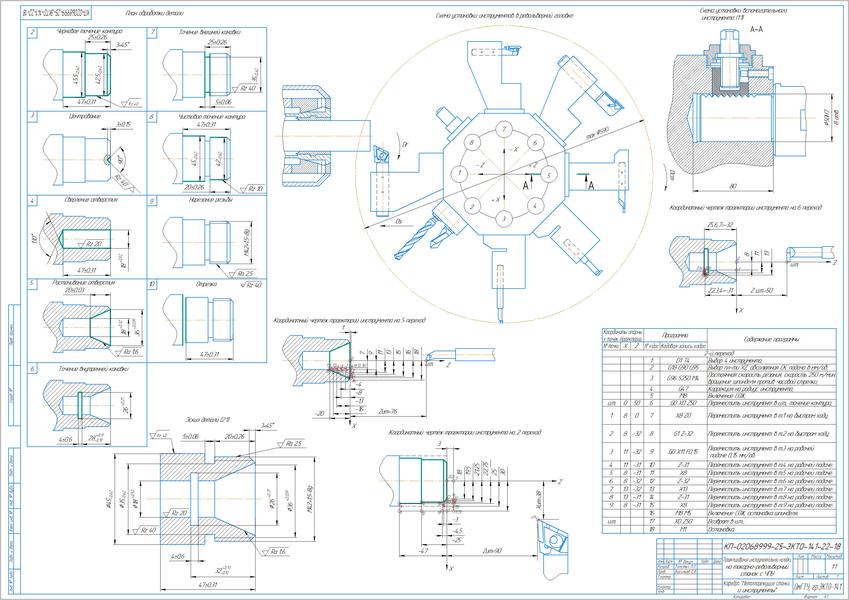
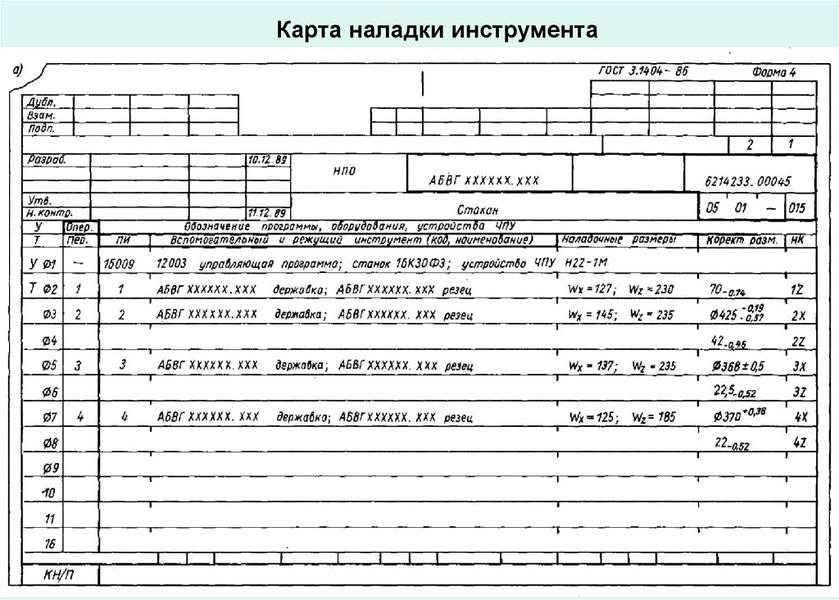
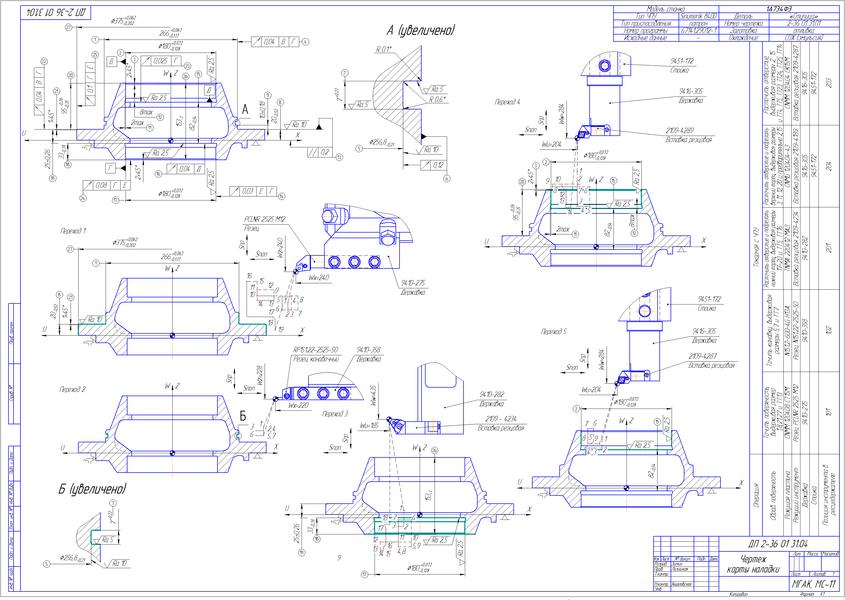
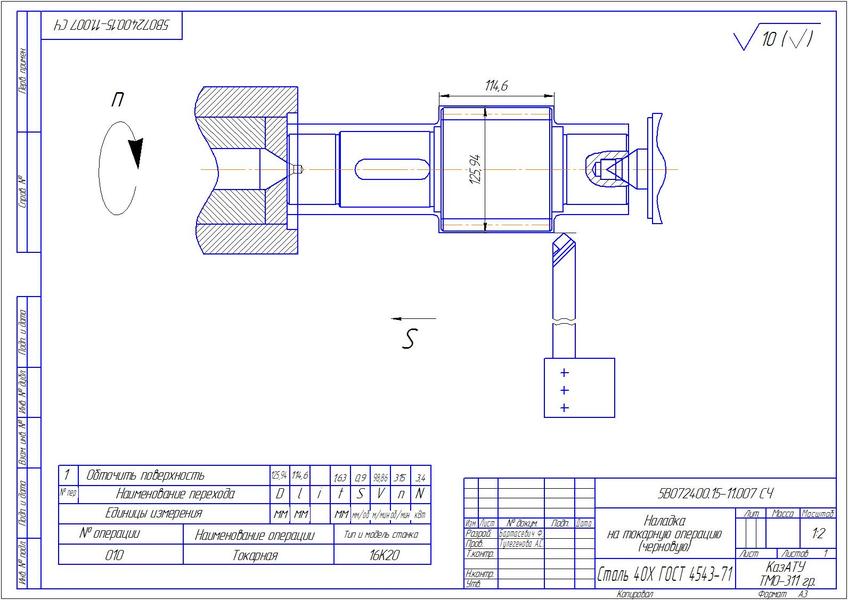
В КНС токарного станка с ЧПУ обязательно указываются такие нюансы: указание по применению зажимных приспособлений и порядок их подготовки, размер исходной заготовки и конечной детали, список основного рабочего (резцов) и вспомогательного инструмента с указанием расположения точек режущих кромок относительно опорной точки станка, координаты начальной точки обработки. В станках патронного типа начало координат, как правило, находится на пересечении оси шпинделя с зеркалом зажимного патрона.
Образец КНС токарного станка с ЧПУ:
Для обеспечения точной работы станков с ЧПУ необходима профессиональная наладка. Ее проводит специалист-наладчик по установленным правилам для конкретного типа оборудования. Управляющая программа разрабатывается с учетом основных параметров заготовки и процесса обработки, а при наладке вносятся необходимые корректировки. Для сохранения в памяти результатов настроек оформляется карта наладки станка.
Как настроить станок с ЧПУ
Пошаговое руководство, которое поможет понять как настроить станок с ЧПУ правильно.
Настроить станок с ЧПУ подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
Совет от профессионалов: используйте карты наладки
Если вы работаете оператором станка с ЧПУ на производстве и занимаетесь наладкой станков, в вашем распоряжении наверняка имеется карта наладки, в которой содержится вся необходимая информация о процедурах и этапах наладки.
1. ОЧИСТИТЕ РАБОЧИЙ СТОЛ СТАНКА И ДРУГИЕ РАБОЧИЕ ПОВЕРХНОСТИ
Результат: станок очищен от стружки и другого мусора, который может вызвать снижение эффективности и точности выполнения технологических операций.
Чтобы правильно настроить станок с ЧПУ, очистите рабочий стол станка, а также зажимные приспособления от остатков СОЖ, стружки и другого мусора. Для этого можно использовать сжатый воздух, щетку или моечную машину. Вам необходимо убедиться в том, что стружка и мусор не попадают на чувствительные к ним участки станка. Струя воздуха под высоким давлением может задуть мусор в те рабочие области станка, где его не должно быть, что, в свою очередь, может стать причиной повреждения деталей станка.
2. ЗАГРУЗИТЕ ИНСТРУМЕНТЫ В УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ
Результат: в устройстве автоматической смены инструментов находятся все инструменты, необходимые для обработки заготовки по заданной программе с g-кодом.
Инструментальная тележка на
колесах для станка с ЧПУ
Примечание: Если ваш станок с ЧПУ не оснащен устройством автоматической смены инструментов, вам все равно нужно будет приготовить все необходимые для работы инструменты, чтобы вы смогли быстро заменить их в шпинделе станка, когда это будет необходимо, а также чтобы быстро настроить станок с ЧПУ.
В данном случае наша цель состоит в том, чтобы иметь возможность закрепить режущие инструменты в патронах (либо просто иметь их под рукой, в случае если шпиндель вашего станка не предполагает использование нескольких взаимозаменяемых патронов), а также в том, чтобы установить эти патроны в устройство автоматической смены инструмента или разместить в удобном месте, чтобы они были под рукой в процессе выполнения обработки или замены инструмента вручную.
Если в вашем распоряжении имеется карта наладки станка для выполнения конкретной технологической операции, в ней будут указаны необходимые инструменты для выполнения обработки, которые помогут вам правильно настроить станок с ЧПУ, а также их номера в программе с g-кодом.
Обычно мы размещаем инструменты, требуемые для выполнения той или иной технологической операции, на тележке или поддоне для инструментов. Возможно, все ваши инструменты хранятся в ящике для инструментов, находящимся в цехе. Вы помещаете все необходимые инструменты на тележку, подкатываете ее к станку, а затем загружаете инструменты в магазин.
Каждый тип патрона подразумевает свои требования, соблюдение которых необходимо для достижения максимальной эффективности работы и правильной настройки станка с ЧПУ. Например, для цанговых патронов ER существуют требование по моменту затяжки гаек, которого следует придерживаться.
3. ПРОГРЕЙТЕ СТАНОК И ШПИНДЕЛЬ
Результат: станок с ЧПУ прогрет и готов к работе.
Чтобы правильно настроить станок с ЧПУ, вам стоит подумать о составлении программы прогрева вашего станка и шпинделя в начале рабочего дня. Это поможет минимизировать температурное расширение при переходе от комнатной температуры к рабочей (программа прогрева обеспечит плавный переход станка к нормальной рабочей температуре), а также хорошую смазку рабочих осей и шпинделя станка.
4. УСТАНОВИТЕ ПОКАЗАТЕЛЬ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Результат: для инструментальной планшайбы вашего станка с ЧПУ заданы показатели коррекции на длину всех используемых инструментов.
Установка показателей коррекции на
длину инструмента при помощи
прибора для размерной настройки
инструментов
Чтобы настроить станок с ЧПУ, станку необходимо знать, какую длину имеет инструмент, основываясь на справочном значении показателя, называемого «контрольной точкой». Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Очень важно, чтобы показатели коррекции на длину инструмента были верными и точными для каждого инструмента. Это необходимо для обеспечения максимальной точности обработки каждым инструментом после настройки станка. Если показатель коррекции на длину инструмента задан неверно, это может привести к неприятным последствиям в виде повреждения инструмента и, скорее всего, также приведет к повреждению станка или зажимного приспособления.
Некоторые станки оборудованы прибором для размерной настройки инструментов. Это специальный датчик, который используется станком для автоматического измерения длины инструментов. В других случаях длина инструментов измеряется в режиме «оффлайн» (т. е., не на станке) — вводится оператором станка в таблицу параметров инструментов. Ввод таких данных может быть выполнен одним из следующих способов:
- ручной ввод на клавиатуре, расположенной на передней панели станка
- загрузка с помощью специального g-кода, называемого G10
- другие возможные методы
Очень важно следовать всем процедурам так, чтобы в таблицу параметров инструментов были занесены правильные значения показателей коррекции на длину инструмента.
5. ЗАДАЙТЕ ДИАМЕТРЫ ИНСТРУМЕНТОВ, ЧТОБЫ ИМЕТЬ ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАТЬ ФУНКЦИЮ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
Результат: в таблице параметров инструментов имеется вся необходимая информация о диаметрах всех используемых инструментов.
Если программа будет использовать функцию коррекции на инструмент, станку нужно знать диаметр и длину каждого инструмента.
6. УСТАНОВИТЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
Результат: зажимное приспособление для закрепления имеющейся заготовки надлежащим образом установлено на станке.
Типовые двойные тиски, представляющие
собой две пары тисков, собранные в одном узле
На данном этапе выполняется установка приспособления для закрепления заготовок. На рынке представлен широкий ряд зажимных приспособлений. Карта наладки выполняет в данном случае еще одну важную функцию — определение того, какое именно зажимное приспособление необходимо для закрепления заготовки при выполнении конкретной технологической операции.
7. УСТАНОВИТЕ НУЛЕВУЮ ТОЧКУ ЗАГОТОВКИ И СТАНКА
Результат: нулевые координаты (0, 0, 0) станка с ЧПУ точно совпадают с требуемыми координатами нулевой точки заготовки. Все нулевые точки станка соответствуют требуемым значениям и заложены в управляющую программу.
Чтобы настроить станок с ЧПУ, вам необходимо ввести в память станка координаты нулевой точки (см. статью «Как найти нулевую точку станка») заготовки. Существует целый ряд способов выполнения данной задачи. Цель применения нулевых точек станка состоит в том, чтобы иметь несколько значений координат нулевой точки заготовки. Это удобно в случаях, когда необходимо произвести обработку нескольких заготовок, каждая из которых имеет различные координаты нулевой точки, либо в случае, когда требуется зафиксировать несколько заготовок на отдельных зажимных приспособлениях, при этом каждая из заготовок имеет свои координаты нулевой точки.
8. ЗАГРУЗИТЕ УПРАВЛЯЮЩУЮ ПРОГРАММУ В СТАНОК
Результат: соответствующая управляющая программа с g-кодом загружена в память станка.
Загрузка программы с G-кодом с
флеш-накопителя в блок
управления
Вам необходимо загрузить в память станка управляющую программу с g-кодом (см. статью «Описание G кодов»). — данная операция является частью процедуры настройки станка. В зависимости от модели станка, ее можно выполнить несколькими способами:
- Для загрузки программы с g-кодом в память станков старых моделей может потребоваться дискета или даже бумажная перфолента (на ОЧЕНЬ старых моделях!).
- Загрузка программы с g-кодом в память станков более современных моделей возможна при помощи USB-порта.
- Ваш станок может быть подключен к локальной сети, что позволит загрузить программу, просто скопировав g-код в отдельную папку или загрузив его с FTP-сервера в память станка.
- Ваш станок может быть подключен к устройству, содержащему программу с g-кодом, по протоколу RS-232. В этом случае g-код может быть загружен в память станка посредством данного соединения или поэтапно передаваться по несколько срокам в единицу времени.
Тут есть ряд важных моментов, которые необходимо проверить:
- Убедитесь в том, что у вас в распоряжении имеется правильная версия управляющей программы. Очень легко запутаться в большом количестве различных версий, поэтому убедитесь, что у вас есть именно та версия, которая вам нужна в данный момент.
- Загрузите все необходимые подпрограммы и их библиотеки, которые могут потребоваться основной части программы. Например, в случае если управляющая программа использует данные, получаемые с датчиков, для ее работы может потребоваться наличие библиотеки подпрограммы для снятия показаний с датчиков.
- Вы должны четко знать, каких действий ожидает управляющая программа от оператора станка в процессе работы. Предполагает ли она возможность остановки? Нужно ли вам запускать программу с блока управления? И так далее. Чтобы настроить станок с ЧПУ, такие сведения должны быть занесены в карту наладки.
9. ПРОВЕРЬТЕ СИСТЕМУ ПОДАЧИ СОЖ
Результат: проверка системы подачи СОЖ выполнена, и теперь вы готовы запустить управляющую программу с g-кодом.
Для того, чтобы настроить станок с ЧПУ, убедитесь в том, что применяемая вами СОЖ находится в хорошем состоянии и пригодна к использованию, что будет являться одним из профилактических мероприятий по обслуживанию станка с целью предотвращения возможных сбоев в его работе до начала выполнения операции по обработке заготовки. Повторюсь — данная процедура выполняется последней, однако, возможно, у вас есть свой график проверки и замены СОЖ, который предполагает более частую проверку и гарантирует ее хорошее состояние.
Важно обращать внимание на следующие моменты:
- Если СОЖ имеет неприятный или прогорклый запах, у вас появилась проблема.
- Достаточно ли СОЖ в резервуаре или ее необходимо долить?
- Является ли достаточной концентрация СОЖ по отношению к количеству воды, содержащейся в растворе? Для измерения концентрации СОЖ вы также можете воспользоваться рефрактометром.
- Производите ли вы фильтрацию СОЖ с целью удаления мелкой стружки и мусора, которые могут засорить систему подачи?
- Проверяйте станок, чтобы убедиться в том, что подача СОЖ идет свободно, а сопла установлены в правильном положении. Хорошо настроенная система подачи СОЖ имеет особое значение для удаления стружки и даже может позволить вам немного увеличить скорость подачи и частоту вращения шпинделя.
Вас также может заинтересовать:
«Советы новичкам ЧПУ»

Особенности наладки и обслуживания станков с числовым программным управлением (ЧПУ)
Современное машиностроительное оборудование трудно представить без станков с числовым программным управлением (сокращенно — ЧПУ). Использование подобных станков позволяет значительно сократить штат обслуживающего персонала, увеличить производительность труда, снизить количество брака и повысить точностные параметры выпускаемых деталей. Системы ЧПУ устанавливаются практически на все типы станочного оборудования. Наиболее востребованными из них являются — токарные станки с ЧПУ, установки лазерной резки, фрезерные станки с ЧПУ, установки плазменной резки, плоско- и круглошлифовальные станки с ЧПУ и другие. Данное оборудование является достаточно сложным техническим изделием.
Для наладки станков с установленным на них числовым программным управлением привлекаются специалисты, которые специально обучаются этим процессам. Наладчик должен знать, как происходит процесс функционирования этого оборудования. Причём знает он не только работу всей системы, но и каждого узла в отдельности. Эти люди тщательно изучают техническое описание аппарата.
Ко всему оборудованию производители прикладывают инструкцию по применению, описывающую все нюансы работы и наладки систем числового программного управления. А кроме того прилагаются программы тестов для проверки того, правильно ли работает вся система ЧПУ. В некоторых аппаратах часть этих тестов уже внесена в память устройства.
В случае если станок отсутствует, систему ЧПУ проверяют специальными программами на предусмотренном для этого стенде, с применением графопостроителя. Если отсутствует не только станок, но и графопостроитель, наладчик может использовать органы индикации, которые предусмотрены конструкцией. В оборудовании с использованием УЧПУ результаты, выданные проверкой, отображаются на мониторе. И в случае если появилась поломка в системе, тест покажет код этой поломки.


После окончания проверки, наладчик понимает, что именно дало сбой. В некоторых моделях вместо кода, сразу отображается название поломки. Стабильно раз в неделю наладчик должен проверять работу систем ЧПУ, делается это, также используя тест-программу. Если станок начинает изготавливать некачественные детали, проверка оборудования проводится в экстренном порядке. Это происходит, для того чтобы установить истинную причину неполадки. Это может быть либо некорректно составленная программа, либо дефект самой системы ЧПУ. Обычно тесты для проверки являются вполне простыми, управляющими программами, в которых заложены все режимы работы.
В момент, когда происходит работа тест программы, наладчик наблюдает, как станок с ней справляется. Наладчик учитывает все — и момент приводов подач, и в какой последовательности выполняются программы.
Как описано в тест программе, работающий орган станка, по окончании проверки возвращается на место. А вот проверки правильного выполнения команд технологических, которые также предусматривают тесты, проводят визуально. Прослеживают и все органы индексации, которое предусмотрели производители для разработки систем ЧПУ.
Список главных неисправностей, которые могут возникнуть в станках с ЧПУ:
- Отказ определённого электронного элемента
- Разрыв между проводами, проводящими ток цепей печатной платы
- Поломка спаянных контактов
- Поломка контакта, находившегося в разъёме
В случае обнаружения неисправности, наладчик заменяет необходимый элемент новым, а цепи, которые проводят ток, хорошо пропаивают. Если цепи были спаяны некачественно, их перепаивают. Когда неисправность заключается в неработающем разъёме, в первую очередь пробуют вытащить и вставить его ещё раз. Если это не помогло, то контакты протирают спиртом или полностью меняют. Самым сложным в процессе налаживания оборудования стали отказы. Найти и устранить причину этой поломки довольно трудно. Потому что при прохождении теста ещё раз, он может не показать неисправность. Большую роль в наладке оборудования играет эксплуатационные журналы, именно в них заносятся все условия, которые могли сопутствовать появлению сбоя, и возможно указана причина его появления.
К сожалению, элементы СИС (средние интегральные схемы) и БИС (большие интегральные схемы) в оборудовании, оснащённом ЧПУ, не заменяют. Если эти элементы приходят в непригодное состояние, наладчику предстоит заменить полностью всю плату. Плата, в которой обнаружен дефект, обычно отправляется на завод, изготавливающий её. А также эту плату можно отдать на ремонт в специальные организации, занимающиеся наладочными работами.
На протяжении всего срока службы станка с ЧПУ, наладчик регулярно проверяет работу системы и следит за её исправностью и при необходимости проводит ряд работ по наладке оборудования.

У каждого станка, оснащённого числовым программным управлением, имеются свои сроки службы. Найти их можно в инструкции по применению этого оборудования. Там же прописано, как пользоваться и обслуживать эти станки. К обязательным работам по поддержанию станков в исправном техническом состоянии являются: смазывание всех подвижных частей аппарата, вентиляторов. Обязательно необходимо чистить все элементы оборудования. При необходимости осуществляется чистка оптической системы устройства, очистка контактов, замена воздушных фильтров и другие немаловажные процессы.

Порядок подготовки станка с ЧПУ к выполнению определенной технологической операции требует использования унифицированных методик. Стандартизация этого процесса помогает оперативно наладить или перенастроить аппарат, а также упрощает начало работы со станками для новых сотрудников.
Источник: vseochpu.ru
Читайте нашу разъяснительную статью про подготовку карт наладки с образцами документов.
Содержание
Что такое наладка станка с ЧПУ?
Наладка станка с ЧПУ — это финальный этап настройки автоматической системы, которая осуществляется или после установки оборудования, или при настройке станка на производство новых деталей. Эту задачу выполняет квалифицированный специалист, который знаком с программированием конкретной модели станка. Это важно, поскольку в процессе наладки потребуется скорректировать управляющую программу или даже всё программное обеспечение станка.
Процесс наладки выполняют в несколько этапов:
- Установка оборудования (если это новый станок на предприятии);
- Монтаж необходимых механизмов (опционально);
- Калибровка;
- Ввод управляющей программы (УП);
- Тестовая обработка изделия;
- Анализ работы и корректировка УП.
Проводить полномасштабную работу при каждом обновлении выполняемых задач — ресурсоемкий процесс. Чтобы ускорить работу по наладке станка используются два метода актуализации данных: создание карты наладки и комментарии к УП.
Что такое карта наладки станка с ЧПУ и зачем она нужна, кто составляет?
Карта наладки станка с ЧПУ — это специальный чертеж, в котором зафиксированы все изменения в производственном процессе на определенном станке. Документ представляет собой расчетно-технологическую карту, где наглядно отображены все действия по наладке аппарата. Карты наладки нужны наладчикам, чтобы выполнить задание, и комплектовщикам — для быстрой подготовки станка к выполнению установленных задач.
В карте наладки фрезерного станка с ЧПУ обязательно должны содержаться следующие сведения:
- Применяемый инструмент;
- Порядок смены и способ установки инструмента на станке;
- Размерная цепь системы на каждой стадии рабочего процесса;
- Заданные технологические режимы;
- Параметры системы после выполнения задания;
- Исполнительные размеры.
Разработкой карты наладки токарных или фрезерных станков занимается технологическая служба предприятия. Использование картотеки позволяет оператору подготовить станок к выполнению конкретной задачи в кратчайшие сроки.
Что такое комментарии в карте наладки?

Источник: hgmakina.net
Комментарии в карте наладки фрезерного станка — это пояснительный текст, который наладчик указывает для оператора и наладчика. Чтобы операционная система станка не воспринимала комментарий как часть команды, перед текстом ставят «;» или заключают текст в круглые скобки.
В комментариях чаще всего указывают следующие данные:
- Наименование изделия;
- Порядок выполнения технологических операций;
- Используемый инструмент;
- Применяемый материал;
- Дата составления карты.
Зачастую на станках установлен лимит для одного комментария в 32 символа. Иногда операционная система станка позволяет вводить данные только латиницей, что предполагает использование транслитерации.
Содержание карты наладки для станков с ЧПУ
Чтобы карта наладки фрезерного станка была понятна для всех специалистов, кто будет её использовать, следует корректно вносить следующие данные:
- Модель станка;
- Наименование изготавливаемой детали;
- Перечень обрабатываемых поверхностей, в порядке их обработки;
- Перечень используемых инструментов;
- Указание на использование дополнительного оборудования, при необходимости;
- Вылеты по осям;
- Порядок выполнения операций;
- Координаты исходных точек рабочих органов в начале обработки.
Порядок оформления карты наладки станка с ЧПУ
Чтобы карты наладки инструмента для станков с ЧПУ были универсальными, вне зависимости от оборудования и уровня квалификации специалиста, следует придерживаться определенного порядка внесения данных.
- Начертить эскиз изготавливаемой детали, с указанием исходной точки.
- Указать положение крепежных точек на станке, с учетом конкретной оснастки.
- Указать траекторию движения рабочего инструмента. Отметить на траектории движения инструмента опорные точки.
- Определить точки контроля: позицию инструмента и детали, где будет приостановлено исполнение программы, чтобы оператор визуально проконтролировал ход работы.
- Задать режимы для каждого участка обработки.
- Задать необходимые дополнительные сведения.

Источник: hgmakina.net
Чтобы оптимизировать процесс изготовления детали и минимизировать шанс появления ошибки, при оформлении надо:
- Учитывать холостой ход инструмента;
- Выполнение операций осуществлять от объемных/черновых к детальным/финишным;
- Снижать нагрузку на деталь в процессе обработки, поскольку у детали снижается жесткость;
- Избегать соударения заготовки и инструмента на холостом ходу.
Разработка управляющей программы для станков с ЧПУ

Источник: hgmakina.net
Управляющая программа (УП) — это система команд, определяющих траекторию перемещения рабочего инструмента в процессе выполнения технологической операции. Данные представляют собой последовательность фраз, содержащих геометрическую и технологическую информацию по обработке каждого участка детали.
Фразы в управляющую программу вносятся в той последовательности, в которой планируется осуществлять технологические этапы. Несколько строк в одной фразе применяются для создания команд для одного рабочего органа аппарата.
Рекомендации по работе с технологической документацией
Источник: hgmakina.net
Существует несколько вариантов исполнения технологической документации для настройки ЧПУ-станка. Самый обширный список состоит из таких документов:
- Карта наладки станка;
- Операционные эскизы;
- Расчетно-технологическая карта;
- Операционная карта режимов.
Такой перечень необходим для крупных предприятий, где ведется производство различных деталей. Для работы в небольших компаниях, где используется несколько станков, а номенклатура продукции небольшая, можно вводить собственные правила оформления документации. Главное — придерживаться принципа, что используемая картотека должна быть понятна любому новому сотруднику без долгого переобучения и сохранять эффективность при обновлении номенклатуры изделий.
Образцы карт наладки для станков с ЧПУ
Источник: i-mash.ru
Образец карты наладки корректно составлять для станка определенного типа, так как невозможно составить универсальную документацию для разных станков. Существует общий порядок составления документации, который рассмотрен ниже.
Для фрезерного станка

Источник: myslide.ru
В карту наладки инструмента фрезерного станка вносятся следующие данные:
- Информация о производимой детали;
- Чертеж формата A1$;
- Операционная карта.
Чтобы привести к унифицированному виду карты обработки с правилами комплектования, следует оформлять их в соответствии с ЕСТД ГОСТ 3.1404.74.
Для токарного станка
Источник: myslide.ru
В карте наладки токарного станка следует обязательно указать следующие параметры:
- Применение и порядок зажимных приспособлений;
- Габариты исходной заготовки и готовой детали;
- Перечень основных и вспомогательных инструментов, с указанием расположения точек режущих кромок относительно опорной точки станка;
- Координаты начальной точки обработки.
Выводы
Выполнение необходимых подготовительных работ при эксплуатации станков с ЧПУ позволяет сэкономить много ресурсов при отладке оборудования. Ключевым процессом на этом этапе является составление карт наладки станков с ЧПУ. Правильное заполнение документации обеспечит быструю корректировку управляющих программ при создании новых деталей и ускорит процесс передачи задания от специалиста к специалисту.
Если в процессе эксплуатации возникают вопросы, обратитесь к продавцу станка за консультацией.
Купите станок с ЧПУ в Top 3D Shop и получите не только качественное оборудование с официальной гарантией, но и профессиональное сервисное обслуживание, и помощь отзывчивой техподдержки.