
Двигатель КамАЗ 740 — мощный и надежный V-образный восьмицилиндровый дизельный двигатель, широко используемый на грузовых автомобилях КамАЗ. Однако длительная эксплуатация и интенсивные нагрузки могут привести к его износу. В этой статье представлено пошаговое руководство по ремонту двигателя КамАЗ 740, включая диагностику, демонтаж, замену неисправных элементов и сборку.
________________________________________

Шаг 1. Диагностика двигателя
Перед началом ремонта важно выявить причины неисправности.
1. Оценка симптомов:
• Падение мощности.
• Повышенный расход масла или топлива.
• Посторонние шумы в работе двигателя.
• Чрезмерное дымление из выхлопной трубы.
2. Проведение тестов:
• Замер компрессии в цилиндрах (норма: 25–30 кг/см²).
• Проверка системы подачи топлива (форсунок, ТНВД).
• Осмотр системы охлаждения и смазки на предмет утечек.
Результаты диагностики помогут определить объем ремонта — частичный или капитальный.
________________________________________
Шаг 2. Демонтаж двигателя
Для удобства выполнения ремонтных работ двигатель необходимо снять с автомобиля.
1. Подготовка:
• Заглушить автомобиль и отключить аккумулятор.
• Слить все эксплуатационные жидкости: масло, охлаждающую жидкость, топливо.
2. Демонтаж:
• Отсоединить проводку, топливопроводы и патрубки системы охлаждения.
• Снять элементы навесного оборудования: генератор, компрессор, насос гидроусилителя.
• Отсоединить двигатель от коробки передач.
• С помощью грузоподъемного оборудования снять двигатель.
________________________________________
Шаг 3. Разборка двигателя
Разборка необходима для детальной диагностики внутренних компонентов.
1. Снятие крышек головки блока цилиндров (ГБЦ):
• Открутить крепежные болты и аккуратно снять крышки.
• Проверить состояние клапанов, пружин и коромысел.
2. Демонтаж поршней и цилиндров:
• Снять масляный поддон и коленчатый вал.
• Извлечь поршни вместе с шатунами.
• Осмотреть цилиндры на наличие задиров и износа.
3. Осмотр коленчатого вала и подшипников:
• Проверить состояние шеек коленвала на износ или царапины.
• Осмотреть вкладыши подшипников на предмет повреждений.
4. Проверка ТНВД и форсунок:
• Снять и разобрать ТНВД.
• Протестировать форсунки на стенде для проверки качества распыла.
________________________________________
Шаг 4. Ремонт и замена деталей
После диагностики приступают к ремонту или замене неисправных компонентов.
1. Цилиндро-поршневая группа:
• Заменить поршни и поршневые кольца при наличии износа.
• Провести хонингование или расточку цилиндров (при необходимости).
2. Коленчатый вал:
• Провести шлифовку шеек вала.
• Заменить вкладыши подшипников.
3. Головки блока цилиндров:
• Заменить направляющие втулки и маслосъемные колпачки клапанов.
• Провести притирку клапанов для герметичности.
4. Топливная система:
• Настроить ТНВД и проверить его давление.
• Очистить или заменить форсунки.
5. Система охлаждения и смазки:
• Заменить насосы, если их производительность снизилась.
• Промыть радиатор и каналы системы охлаждения.
________________________________________
Шаг 5. Сборка двигателя
После ремонта всех компонентов двигатель собирается в обратном порядке.
1. Установка поршней и цилиндров:
• Установить новые поршневые кольца и смазать их маслом перед монтажом.
• Собрать поршни с шатунами и установить в цилиндры.
2. Монтаж головок блока цилиндров:
• Затянуть болты крепления ГБЦ с использованием динамометрического ключа в соответствии с технической документацией.
3. Сборка остальных компонентов:
• Установить коленчатый вал, прокладки, масляный поддон.
• Подключить навесное оборудование: ТНВД, генератор, насосы.
________________________________________
Шаг 6. Установка двигателя на автомобиль
1. Монтаж двигателя:
• Поднять двигатель с помощью грузоподъемного оборудования и закрепить его на раме.
• Подсоединить коробку передач, проводку, топливопроводы и патрубки системы охлаждения.
2. Заправка жидкостей:
• Залить масло в картер, охлаждающую жидкость в систему охлаждения и топливо в бак.
3. Проверка работы двигателя:
• Провести тестовый запуск.
• Проверить герметичность соединений и отсутствие посторонних шумов.
• Настроить угол опережения подачи топлива и холостой ход.
________________________________________
Шаг 7. Финальные проверки
После ремонта двигатель должен пройти обкатку:
• Работать на малых и средних оборотах в течение первых 10–20 часов.
• Контролировать температуру, давление масла и выхлопные газы.
________________________________________
Рекомендации по профилактике
Чтобы снизить вероятность поломок, необходимо:
• Регулярно менять масло и фильтры.
• Использовать качественное топливо.
• Контролировать состояние системы охлаждения и смазки.
• Проводить регулярную диагностику двигателя.
________________________________________
Следуя этому руководству, можно не только восстановить работоспособность двигателя КамАЗ 740, но и продлить срок его службы. Однако при отсутствии опыта рекомендуется обращаться в специализированные сервисы.
Ознакомится с нашими предложениями по ремонту двигателей ММЗ Д-243, Д-245, Д-260; ЯМЗ 236, 238, 7511; Камаз 740 (Евро 0, 1,2,3), ЗМЗ-511, 513; КПП МТЗ 82, 1221, 15,23, 2022, 3022; механизмов рулевых ШНКФ и др. запчастей для автотракторной техники можно в нашем каталоге! Дополнительная информация по ремонту и продаже КПП МТЗ, Амкодор, Маз здесь.
Содержание
- 1 Сборка и установка головок цилиндров
- 2 Сборка и установка масляного насоса и поддона картера
- 3 Технологический процесс сборки двигателей после капитального ремонта
- 4 Установка генератора
- 5 Установка распределительных шестерен на задний торец блока цилиндров
- 6 Установка сцепления
- 7 Установка топливной аппаратуры
- 8 Установка цилиндро-поршневой группы в блок цилиндров
Сборка и установка головок цилиндров
Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, показанными на рис. 67, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются.
Рис. 67. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров
Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40—50 Н*м; при 2-м приеме 120—150 Н*м, при 3-м приеме — 190—210 Н*м (рис. 70).
Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.
Рис. 70. Затяжка болтов головки блока:
1—2—3—4 — последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 71, а. Момент затяжки болтов при установке ТНВД составляет 40—80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, как показано на рис. 71, б и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 65, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
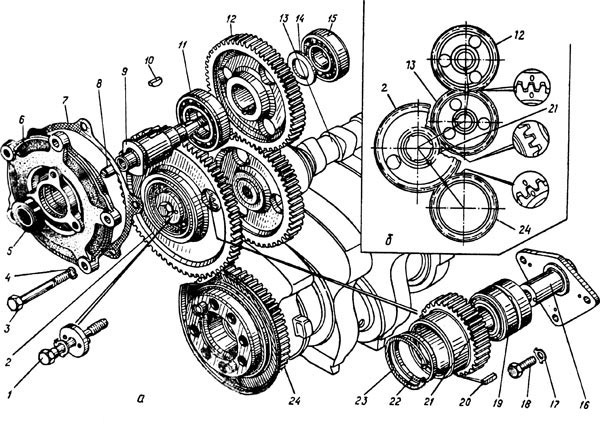
Рис. 65. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 34. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.
Тепловой зазор регулируется в следующем порядке:
- снимаются крышки головок цилиндров;
- затягиваются болты крепления головок цилиндров в последовательности, указанной, на рис. 70;
- устанавливается фиксатор маховика в нижнее положение; снимается крышка люка в нижней части картера сцепления;
- вставляется ломик в отверстия на маховике и проворачивается коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком;
- фиксатор маховика устанавливается в верхнее положение;
- коленчатый вал поворачивается на угол 60° против часовой стрелки, если смотреть со стороны маховика; поворот маховика на угловое расстояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°, т. е. в первое положение. При этом клапаны 1-го и 5-го цилиндров закрыты, штанги клапанов легко проворачиваются от руки;
- проверяется момент затяжки гаек крепления стоек коромысел регулируемых цилиндров; при необходимости гайки затягиваются;
- щупом проверяется зазор между носками коромысел с торцами стержней клапанов 1-го и 5-го цилиндров, как показано на рис. 72; щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием; передние клапаны правого ряда цилиндров впускные, левого ряда — выпускные.
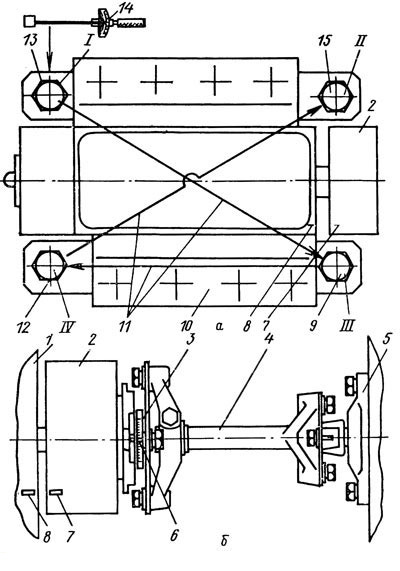
Рис. 71. Установка топливного насоса высокого давления (ТНВД) на двигателе:
а — порядок затяжки болтов крепления ТНВД; б — установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II — последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 — корпус ТНВД; 2 — муфта опережения впрыска топлива; 3 — диск вала привода ТНВД с гребенкой; 4 — вал привода муфты опережения впрыска топлива; 5 — крышка; 6 — метки гребенки на диске вала привода ТНВД; 7 — метка на корпусе муфты опережения впрыска; 8 — метка на корпусе ТНВД; 9, 12, 13, 15 — болты крепления ТНВД; 10 — секция подачи топлива к форсункам; 11 — направление порядка затяжки болтов крепления ТНВД; 14 — динамометрический ключ для затяжки болтов
34. Углы поворота коленчатого вала относительно положения, соответствующего началу впрыска топлива в первом цилиндре (для регулирования тепловых зазоров клапанов остальных цилиндров) проверяется затяжка болтов крепления ТНВД, как показано на рис. 71, а, и положение меток на торце корпуса муфты опережения впрыска топлива, корпусе топливного насоса высокого давления и фланца ведущей полумуфты привода ТНВД, как показано на рис. 71, б; если риски не совпадают, коленчатый вал специальным ключом через отверстие в нижней части картера маховика проворачивается маховиком на один оборот до появления рисок на гребенке диска вала привода ТНВД, при этом риски должны быть совмещены;
Регулировка теплового зазора облегчается применением приспособления И-801.14.000, показанного на рис. 73. При этом гайка регулировочного винта ослабляется и вставляется в зазор щупа. Вращением регулировочного винта отверткой устанавливается требуемый зазор. Придерживая винт отверткой, гайка затягивается и проверяется величина зазора.
Дальнейшее регулирование зазоров в клапанном механизме производится попарно в цилиндрах 4-м и 2-м (положение II), 6-м и 3-м (положение III), 7-м и 8-м (положение IV), проворачивая коленчатый вал по ходу вращения каждый раз на 180°.
Контроль правильности регулировки проверяется на работающем двигателе. При правильно отрегулированных зазорах стука в клапанном механизме не должно быть.
Крышки люка картера сцепления и головок цилиндров устанавливаются после регулировки по назначению.
Величины зазоров должны быть: для впускных клапанов — 0,15—0,20 мм; для выпускных клапанов — 0,30—0,35 мм.
34. Углы поворота коленчатого вала относительно положения, соответствующего началу впрыска топлива в первом цилиндре (для регулирования тепловых зазоров клапанов остальных цилиндров)
| Параметры | Единица измерения | Положение коленчатого вала | |||
| I | II | III | IV | ||
| Угол поворота коленчатого вала | град | 60 | 240 | 420 | 600 |
| Цилиндры регулируемых клапанов | 1.5 | 4,2 | 6,3 | 7,8 |
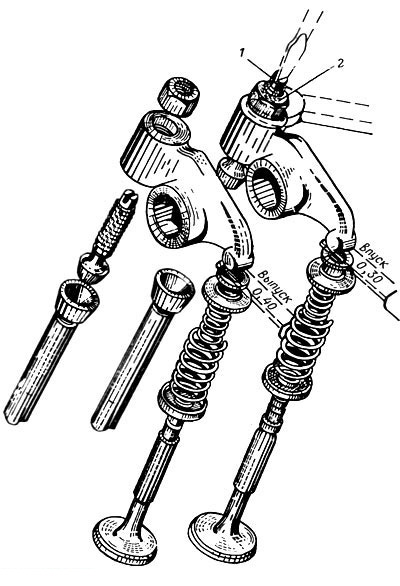
Рис. 72. Сборка привода клапанов и регулировка теплового зазора между клапаном и толкателем с использованием щупа, ключа и отвертки:
1 — регулировочный винт; 2 — контргайка
Рис. 73. Регулировка теплового зазора в клапанном механизме с использованием приспособления И-801.14.000:
1 — накидной ключ с воротком; 2 — отвертка с воротком; 3 — регулировочный винт коромысла; 4 — контргайка; 5 — носок коромысла; 6 — пластинчатый щуп; 7 — пружина клапана
Перед регулировкой необходимо надежно затянуть контргайки регулировочных винтов и проверить зазоры.
Сборка и установка деталей газораспределительного механизма
Сборка и установка распределительного вала, газораспределительного механизма во втулки, запрессованные в блок цилиндров. Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
Распределительный вал в сборе показан на рис. 64.
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
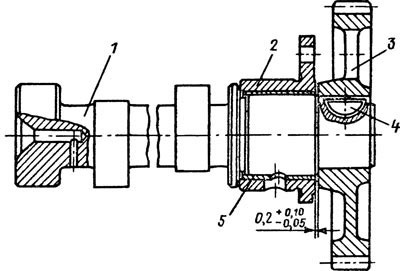
Рис. 64. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Затяжка гаек и крепления стойки с коромыслами в сборе производится моментом затяжки 40—60 Н*м, после чего регулируется зазор между носком коромысла и торцом клапана.
Сборка и установка масляного насоса и поддона картера
Масляный насос перед установкой на двигатель собирается с ведомой шестерней привода масляного насоса, с всасывающей трубкой и трубкой клапана системы смазки. Затяжка болтов фланцев трубок масляного насоса и болтов крепления масляного насоса производится в два приема (момент затяжки 50—60 Н*м).
После установки масляного насоса нижняя часть картера закрывается поддоном.
Установка передней крышки блока цилиндров, коллекторов и трубопроводов.
Передняя крышка блока цилиндров устанавливается на блок в сборе с гидромуфтой привода вентилятора и шкивом привода генератора. Перед этим на коленчатый вал надевается полумуфта мощности и шайба носка коленчатого вала. В полумуфту отбора мощности вводится вал привода гидромуфты. Затяжка болтов крышки производится моментом затяжки 50—60 Н*м.
Впускные и выпускные коллекторы и водяные трубы системы охлаждения перед установкой на двигатель тщательно обдуваются сжатым воздухом. Затяжка болтов их крепления производится последовательно в 2 приема (предварительная и окончательная).
Сборка коленчатого вала и установка его в блок цилиндров
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 63.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
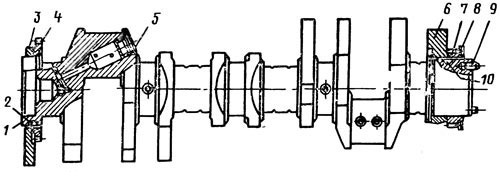
Рис. 63. Коленчатый вал в сборе:
1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.
Технологический процесс сборки двигателей после капитального ремонта
Сборка двигателей на авторемонтных заводах производится аналогично сборке двигателей на Камском объединении по производству большегрузных автомобилей.
Детали на сборку поступают следующим образом: базовые детали (блоки цилиндров, головки блоков цилиндров, коленчатые валы, распределительные валы) — с постов их восстановления и испытания; остальные детали — с комплектовочного отделения. Поступающие на сборку детали должны быть очищены от грязи, лаковых отложений, нагара и накипи, обезжирены, промыты и высушены. Масляные каналы и отверстия в деталях после очистки промываются под давлением и продуваются сжатым воздухом. Они должны соответствовать чертежам и требованиям ТУ завода-изготовителя.
Не допускаются к сборке крепежные детали (болты, шпильки, гайки) с изношенными или помятыми гранями. Повреждения резьбы более 2 ниток исправляются резьбонарезным инструментом.
Сборка двигателей производится на конвейере поточным методом в следующей последовательности: после установки блока цилиндров на стенд конвейера на его станки устанавливаются заглушки и уплотнения; в постели коренных подшипников укладывается коленчатый вал; подшипники закрываются крышками; во втулки распределительного вала вставляется распределительный вал; в гнезда помещаются гильзы цилиндров, а в гильзы — поршни в сборе с кольцами, пальцами и шатунами; нижние головки шатунов надеваются на шатунные шейки коленчатого вала и закрываются крышками; монтируются штанги и направляющие с толкателями; на верхнюю часть блока помещаются головки, а его нижняя часть после установки масляного насоса закрывается поддоном. Детали в сопряжениях двигателя собираются в соответствии со сборочными чертежами. Допуски и посадки деталей в сопряжениях должны соответствовать данным, приведенным в табл. 31. После всех сопряжений на двигатель устанавливается навесное оборудование.
Установка блока цилиндров на стенд конвейера производится с помощью мостового крана. На стенде на блок цилиндров вставляются заглушки, пробки, нижние уплотнительные кольца гильз цилиндров и верхние уплотнительные кольца гильз цилиндров без скручивания и излишнего растягивания.
31. Допуски и посадки (зазоры и натяги) в сопряжениях деталей двигателей КамАЗ-740, мм
| Номер и наименование сопряженной детали | Размер | Зазор (натяг) в сопряжении | ||
| по рабочему чертежу | допустимый без ремонта | по рабочему чертежу | после капитального ремонта | |
| 740.1002011. Блок цилиндров — диаметр отверстия под бурт гильзы цилиндров | 145 | — | —0,74…—0,39 | —0,74…—0,39 |
| 740.1002021. Гильза цилиндров — наружный диаметр | 146 | — | — | — |
| 740.1002011. Блок цилиндров — диаметр верхнего посадочного отверстия под гильзу | 137,5 | 137 | — | — |
| 740.1002021. Гильза цилиндров — диаметр верхнего посадочного пояска | 137,5 | — | —0,01…—0,05 | —0,05…—0,07 |
| 740.1002011. Блок цилиндров — диаметр нижнего посадочного отверстия под гильзу | 134 | 134 | — | — |
| 740.1002021. Гильза цилиндров — диаметр нижнего посадочного пояска | 134 | — | —0,01…—0,05 | —0,03…—0,07 |
| 740.1002011. Блок цилиндров — диаметр гнезда под вкладыши коренных подшипников | 100 | 100,03 | — | — |
| 740.1005170. Вкладыши коренных подшипников — толщина вкладыша | 2,5 | — | +0,156…+0,096 | +0,165…+0,096 |
| 740.1005020. Вал коленчатый: | ||||
| диаметр коренных шеек | 96-0,015 | 94,98 | +0,096…+0,156 | +0,096…+0,156 |
| диаметр шатунных шеек | 80-0,013 | — | +0,07…+0,117 | +0,07…+0,117 |
| 740.1002011. Блок цилиндров — ширина гнезда под крышку подшипника коленчатого вала | 170 | 170,03 | — | — |
| 740.1005140. Крышка подшипника коленчатого вала — ширина крышки | 170 | — | +0,001…+0,024 | +0,001…+0,024 |
Установка генератора
Генератор устанавливается на двигатель так, чтобы обеспечивалось плотное прилегание передней лапы генератора к опоре блока цилиндров. После установки генератора на двигатель производится регулировка натяжения приводных ремней. Нормально натянутый ремень при нажиме усилием 40 Н на середину ветви должен прогибаться на 10—15 мм, как показано на рис. 74. Для привода агрегатов применяются только комплекты ремней. Затяжка пальца генератора стяжным болтом производится в последнюю очередь.
Рис. 74. Проверка и регулировка натяжения ремней вентилятора:
1 — винт регулировочной планки натяжения ремня вентилятора; 2 — ось натяжной планки; 3 — шкив генератора; 4 — ремень вентилятора; 5 — шкив; 6 — шкив крыльчатки вентилятора
Установка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 65.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.
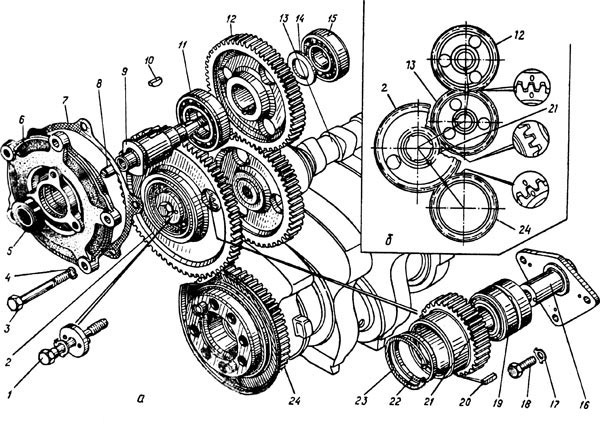
Рис. 65. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Установка сцепления
Сцепление перед установкой на маховик тщательно обдувается сжатым воздухом. При установке сцепления на маховик ведомые диски центрируются относительно оси коленчатого вала с помощью шлицевой оправки.
Средний ведущий диск в сборе и нажимной диск с кожухом в сборе устанавливаются на маховике двигателя без дополнительной подгонки, причем средний ведущий диск должен перемещаться в пазах маховика под давлением отжимных рычагов. При установке среднего ведущего диска поверхности концов отжимных рычагов смазываются смазкой № 158.
Затяжка болтов крепления нажимного диска сцепления с кожухом в сборе к маховику производится равномерно без перекосов. Окончательно болты затягиваются моментом 55—63 Н*м.
Собранный двигатель окрашивается алюминиевой нитроглифталевой эмалью НЦ МРТУ-10-895-69 без грунта. Стартер, генератор, масляные фильтры, воздушный фильтр и крыльчатка вентилятора окрашиваются в черный цвет эмалью НЦ-184.
Установка топливной аппаратуры
Детали и узлы топливного насоса высокого давления, регулятора скоростного режима, топливного насоса низкого давления, ручного насоса и форсунки тщательно промываются в летнем дизельном топливе, а плунжерные пары, нагнетательные клапаны и распылители — в авиационном бензине Б-70. После промывки детали обдуваются сухим сжатым воздухом. Протирка деталей обтирочными материалами не допускается.
Повреждения в металлической оплетке резиновых рукавов и вмятин глубиной более 2 мм на стальных трубопроводах не допускаются. Топливопроводы низкого давления перед сборкой проверяются на герметичность воздухом давлением 0,3 МПа. Понижение давления воздуха не допускается. Перед установкой на двигатель трубопроводы промываются дизельным топливом и продуваются сжатым воздухом.
Установка цилиндро-поршневой группы в блок цилиндров
Установка гильз цилиндров в блок. Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами. Поршень с пальцем и шатуном, показанный на рис. 66, собирается после нагрева поршня до температуры 80…100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм. Размеры зазоров поршневых колец и допустимые зазоры в замках указаны в табл. 32.
Рис. 66. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 67.
32. Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |
Методика производства измерений расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показана на рис. 68, а данные для подбора поршня по гильзе представлены в табл. 33. После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми.
Рис. 67. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров
Рис. 68. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
Рис. 69. Схема нумерации цилиндров и порядок работы двигателя
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм.
33. Данные для подбора поршня по гильзе цилиндров
| Индекс варианта исполнения поршня | Расстояние от образующей шатунной шейки до упорного бурта гильзы цилиндров, мм | Расстояние от плоскости разъема до центра кольца, мм |
| 10 | 260,12—260,24 | 75,67—75,71 |
| 20 | 260,24—260,35 | 75,78—75,82 |
| 30 | 260,35—260,46 | 75,89—75,93 |
| 40 | 260,46—260,57 | 76,00—76,04 |
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра.
Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис. 69.
Затяжка болтов крепления крышек шатунов производится удлинением болтов на 0,25—0,27 мм.
Инструкционно-технологическая карта
«Разборка-сборка кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740»
УП.01.02. Устройство, техническое обслуживание и ремонт автомобилей
по профессии СПО 23.01.08 Слесарь по ремонту строительных машин
Составил: Тарапунов В.В.
мастер производственного обучения
План занятия П/О
Группа 1-3ф Профессия «Слесарь по ремонту строительных машин» Мастер п/о
Тарапунов В.В.
УП.01.01. Устройство, техническое обслуживание и ремонт автомобилей.
Тема: Разборка и сборка автомобиля с целью изучения устройства автомобиля.
Тема занятия: Разборочно-сборочные работы с изучением деталей кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740.
Тип занятия: Формирования и совершенствования трудовых умений и навыков.
Вид занятия: Комбинированное.
Время: 6 часов.
Цель занятия:
Обучение практическим приемам разборочно-сборочных работ с изучением деталей кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740.
Задачи занятия:
Обучающие:
Формирование и усвоение приемов проведения разборочно-сборочных работ кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740.
Формирование у студентов профессиональных навыков при выполнении разборочно-сборочных работ кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740.
Развивающие:
Формирование у студентов умения оценивать свой уровень знаний и стремление его повышать, осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
Развитие навыков самостоятельной работы, внимания, координации движений, умения осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
Воспитательные:
Воспитание у студентов аккуратности, трудолюбия, бережного отношения к оборудованию и инструментам, работать в коллективе и команде.
Понимание сущности и социальной значимости своей будущей профессии, пробуждение эмоционального интереса к выполнению работ.
Дидактические задачи:
Закрепить полученные знания, приемы, умения и навыки по выполнению разборочно-сборочных работ с изучением деталей кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740.
В ходе занятия у студентов формируются
Профессиональные компетенции:
ПК 1.3. Разбирать, собирать узлы и агрегаты автомобиля и устранять неисправности.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Литература:
1. Ламака, Ф. И. Лабораторно-практические работы по устройству грузовых автомобилей. – М. : Издательский центр «Академия», 2014. – 224 с.
2. Барун, В. Н. Автомобили КАМАЗ. Техническое обслуживание и ремонт / В. Н. Барун. – М. : Транспорт, 1984. – 351 с.
3. Руководство по ремонту и техническому обслуживанию автомобилей: КАМАЗ-5320, -5410, -55102, -5511, -53212, -53211, -53213, -54112, -43114, -43118, -65111, -53228. – М. : РусьАвтокнига, 2001. – 286 с.
4. Жилин, А. А. Практикум по устройству и обслуживанию автомобилей КАМАЗ / А. А.Жилин, А. А. Мокушин. – М. : Высш. шк., 1988. – 206 с.
5. Автомобили КАМАЗ-53205, -53212, -53215 : руководство по эксплуатации. –
Набережные Челны : Изд. ОАО «КАМАЗ», 2001. – 160 с.
6. Автомобили КАМАЗ типа 6×4 : руководство по эксплуатации. – Набережные
Челны : Изд. ОАО «КАМАЗ», 1991. – 336 с.
7. Конструкция автомобиля. Шасси / под общ. ред. Л. А. Карунина. – М. : МАМИ, 2000. – 528 с.
Инструкционно-технологическая карта
«Разборка-сборка кривошипно-шатунного и газораспределительного механизма двигателя КАМАЗ-740»
|
Последовательность операций |
Инструмент, приспособление |
Технические условия и указания |
||
|
1. Разборка КШМ двигателя КАМАЗ-740 |
||||
|
1. Вывернуть болты и гайки крепления картера двигателя |
Ключ торцевой 17 мм |
18 крепежных элементов |
||
|
2. Снять картер |
— |
Не повредить прокладку |
||
|
3. Отвернуть гайки крепления крышек шатунов первого и пятого цилиндров |
Ключ гаечный 22 мм |
— |
||
|
4. Снять крышку шатунов с вкладышами на первом и пятом цилиндрах |
Специальный съемник |
Предварительно пометив крышку и соответствующий шатун |
||
|
5. Извлечь поршни с шатунами на первом и пятом цилиндрах |
Выколотка деревянная, молоток |
Выбить поршни с шатунами в сторону разъема с головкой блока цилиндров |
||
|
6. Снять поршневые кольца с поршней первого и пятого цилиндров |
Приспособление специальное И801.08.000 |
— |
||
|
7. Извлечь стопорное кольцо поршневого пальца |
Круглогубцы |
— |
||
|
8. Выпрессовать поршневой палец |
Выколотка, молоток |
— |
||
|
2. Сборка КШМ двигателя КАМАЗ-740 |
||||
|
1. Запрессовать поршневой палец для соединения поршня с шатуном |
Выколотка, молоток |
Запрессовку вести осторожно. Шатун с поршнем собирать, чтобы выточка под клапаны в днище поршня и паз в шатуне под замковый ус вкладыша были на одной стороне |
||
|
2. Установить стопорное кольцо поршневого кольца |
Круглогубцы |
— |
||
|
3. Установить поршневые коль- ца на поршни первого и пятого цилиндров |
— |
Компрессионные кольца установить клеймом «Вверх» в сторону камеры сгорания; при установке маслосъемных колец сначала установить пружинный расширитель, затем маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; замки сменных колец расположить в противоположные стороны |
||
|
4. Установить поршни в сборе с кольцами и шатунами в гильзы первого и пятого цилиндров |
Приспособление специальное И801.00.01 |
Номера цилиндров выбиты на нижней крышке шатуна. Вы- борки под клапаны в днище поршня должны располагаться ближе к середине |
||
|
5. Установить крышки шатунов |
— |
Установить по посадочным поверхностям, плотно и без перекоса |
||
|
6. Затянуть шатунные болты |
Ключ динамометрический |
Резьбу болтов смазать моторным маслом. Затяжку проводить в два приема. Моменты силы проема (30 —+ 1) Н•м, для выполнения второго приема довернуть гайку на 90°. Зазора в стыке шатуна и крышки быть не должно |
||
|
3. Регулировка зазоров в ГРМ двигателя КАМАЗ-740 |
||||
|
Зазоры регулировать одновременно на двух головках в положениях I, II, III, IV, которые определяются поворотом коленчатого вала двигателя относительно начала впрыска топлива в первом цилиндре на соответствующий угол. |
Отвертка плоская, ключ рожковый 19 |
Номер цилиндра |
Положение коленчатого вала |
Угол поворота, ° |
|
1,5 4,2 6,3 7,8 |
I II III IV |
60 240 420 600 |
||
|
1. Установить фиксатор маховика в нижнее положение |
— |
— |
||
|
2. Проворачивать коленчатый вал до тех пор, пока фиксатор не войдет в углубление маховика |
Вороток |
Коленчатый вал проворачивать за отверстие в маховике |
||
|
3. Проверить положение меток на фланце ведущей полумуфты привода ТНВД и торце корпуса муфты опережения впрыска топлива |
— |
При расположении меток внизу вывести фиксатор из зацепления с маховиком и провернуть коленчатый вал на один оборот. Фиксатор должен опять войти в углубление маховика |
||
|
4. Вывести фиксатор из зацепления |
— |
— |
||
|
5. Провернуть коленчатый вал против часовой стрелки (если смотреть со стороны маховика) на угол 60° |
— |
Поворот маховика на угловое расстояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30° |
||
|
6. Проверить момент затягивания крепления стоек коромысел регулируемых цилиндров |
Ключ динамометрический |
Момент силы при затягивании 42-54 Н•м |
||
|
7. Проверить щупом зазор между бойками коромысел и торцами стержней клапанов первого и пятого цилиндров (передние клапаны правого ряда цилиндров впускные, левого - выпускные) |
Щуп |
Зазор 0,3 мм для впускного и 0,4 мм для выпускного клапанов. Щуп должен входить и выходить с усилием |
||
|
8. Отвернуть контргайку регулировочного винта |
Ключ гаечный 19 мм |
— |
||
|
9. Вращая регулировочный винт, добиться нужного зазора |
Отвертка |
— |
||
|
10. Завернуть контргайку |
Ключ гаечный 19 мм |
— |
||
|
11. Отрегулировать зазоры в других клапанах механизма попарно (согласно порядку работы цилиндров) |
Отвертка, ключ гаечный 19 мм |
Коленчатый вал проворачивать каждый раз на 180° (шесть отверстий маховика) по ходу вращения |
ДВИГАТЕЛЬ КАМАЗ-740
Тема «Кривошипно-шатунный и газораспределительный механизмы двигателя»
Иллюстративный материал – рис. 1–3, учебные плакаты.
Монтажное оборудование, приспособления и инструменты – для двигателя КАМАЗ-740 – монтажный блок цилиндров с кривошипно-шатунным (КШМ) и газораспределительным (ГРМ) механизмами; детали механизмов (ось коромысла укомплектованная), клапаны, толкатели, втулки толкателей, штанги, коленчатый вал с шатунами, поршнями и крышками опор; специальный съемник для извлечения толкателей из блока цилиндров и поршневых колец; специальное приспособление для обжатия поршневых колец при установке поршня в гильзу цилиндра; щуп; комплект инструментов, ключ торцовый 15 мм, динамометрический ключ, специальный торцовый ключ для отворачивания гаек держателя сальника заднего конца коленчатого вала, ключ накидной 17 мм, выколотка, съемники для разборки головки цилиндра и снятия форсунок.
1. Разобрать КШМ двигателя (частично), одновременно изучая его устройство. Порядок разборки:
− вывернуть болты и гайки крепления поддона двигателя и снять его;
− для первого и пятого цилиндров снять крышки шатунов, вкладыши и извлечь
поршни с шатунами (рис. 1);
− снять поршневые кольца;
− извлечь стопорное кольцо поршневого пальца, выпрессовать последний;
− продефектовать снятые детали, удалить нагар из канавок поршня.
2. Собрать КШМ двигателя в обратном порядке, соблюдая следующие технические условия:
− шатун с поршнем собрать так, чтобы выборки под клапаны в днище поршня и паз в шатуне под замковый ус вкладыша были на одной стороне;
− компрессионные кольца (рис. 2) ставить скошенной стороной в сторону камеры сгорания, а замки расположить в противоположные стороны;
− при установке маслосъемных колец (рис. 2, б) сначала разместить пружинный расширитель, затем – маслосъемное кольцо, при этом стык расширителя должен находиться диаметрально противоположно замку кольца (рис. 2, в);
− выборки в днище поршня должны располагаться ближе к середине блока;
− гайки шатунных болтов затягивать в два приема. Момент силы при проведении первого приема (30 ± 1) Н·м; вторым приемом довернуть гайку на 90°.Перед затягиванием резьбу шатунных болтов смазать моторным маслом.
Рис. 1. Шатунно-поршневая группа:
а – поршень двигателя КАМАЗ-740 в сборе с шатуном; б – поршни двигателя КАМАЗ-740 в сборе с шатунами, устанавливаемые соответственно в цилиндры правого и левого рядов; 1 – стопорное кольцо; 2 – поршневой палец; 3 – маслосъемные кольца; 4 – днище поршня с нанесенной стрелкой; 5 – компрессионные кольца; 6 – поршень; 7 – шатун; 8 – метка на стержне шатуна; 9 – шатунный болт; 10 – крышка шатуна; 11 – корончатая гайка; 12, – метки (выступы) на крышках шатунов.
3. Разобрать ГРМ двигателя (для предварительного изучения ГРМ использовать рис. 3):
− снять топливопроводы высокого давления и отсоединить от форсунок дренажные трубопроводы;
− отвернуть гайки, снять скобы крепления форсунок;
− снять при помощи специального съемника форсунки;
− заглушить ветошью все отсоединенные трубопроводы во избежание попадания пыли и грязи;
− вывернуть болты крепления крышек головок цилиндров и снять крышки (рис. 3, поз. 9);
− ослабить степень затягивания болтов крепления головок цилиндров в определенной последовательности («крест-накрест») и вывернуть болты (рис. 3, поз. 13);
− снять головки, поставить на них номера цилиндров.
Рис. 2. Маслосъемное кольцо и операции установки его на поршень:
а – поршень с поршневыми кольцами; б – маслосъемные кольца; в – последователь-
ность операций установки элементов маслосъемного кольца; 1, 2 – компрессионные кольца; 3 – маслосъемные кольца; 4 – кольцевой диск; 5 – радиальный расширитель; 6 – осевой расширитель.
4. Установить головку в специальное приспособление, совместив отверстие под болты со штифтами и разобрать ее:
− вращая винт приспособления, сжать пружины до полного выхода из конуса втулки сухарей, снять сухари и втулки;
− вывернуть винт приспособления, снять с головки тарелки, две пружины, уплотнительную манжету на впускном клапане;
− вынуть клапаны из головки;
− продефектовать снятые детали, очистить резьбовые соединения от грязи, в резьбовых отверстиях не должно быть масла, дизельного топлива; очистить от нагара верхний поясок гильзы цилиндра.
5. Собрать ГРМ двигателя, соблюдая обратную последовательность операций и следующие условия монтажа:
− клапаны перед установкой в головку смазать моторным маслом;
− резьбу болтов крепления головки цилиндров смазать графитной смазкой УСс-А, смешанной с моторным маслом;
− четыре болта крепления головки цилиндров затягивать «крест-накрест», начиная с любого, в три приема, выдерживая соответственно моменты сил, Н·м: 1) 40-50; 2) 120-150; 3) 160-180;
− установить и закрепить крышки головки цилиндров.
6. Отрегулировать тепловые зазоры в ГРМ двигателя (операции проводить на холодном двигателе). Регулировку зазоров выполнять одновременно на двух головках в четырех положениях коленчатого вала:
Рис. 3. Разобранная головка цилиндра с клапанами:
1 – клапан выпускной; 2 – седло выпускного клапана; 3 – направляющая втулка выпускного клапана; 4 – пружинная шайба клапана; 5 – наружная пружина клапана; 6 – внутренняя пружина клапана; 7 – втулка тарелки; 8 – сухарь клапана; 9 – болт крепления крышки; 10 – плоская шайба; 11, 25 – шайбы; 12 – крышка головки цилиндров; 13 – болт крепления головки цилиндра; 14 – тарелка пружин клапана; 15 – уплотнительная манжета впускного клапана; 16 – кольцо манжеты; 17 – уплотнительная манжета впускного клапана в сборе; 18 – направляющая втулка впускного клапана; 19 – седло впускного клапана; 20 – клапан впускной; 21 – шпилька крепления патрубка выпускного коллектора; 22 – предохранительная втулка прокладки патрубка; 23 – опора скобы; 24 – шпилька крепления скобы; 26 – шпилька крепления стойки коромысел; 27 – прокладка крышки головки цилиндров; 28 – штифт стойки оси коромысел; 29 – ввертыш крепления впускного коллектора; 30 – ввертыш крепления водяной трубы; 31 – головка цилиндра; 32 – заглушка головки цилиндра; 33 – кольцо уплотнительное
заглушки; 34 – кольцо опорное газового стыка.
|
Регулируемый цилиндр |
Первый и пятый |
Четвертый и второй |
Шестой и третий |
Седьмой и восьмой |
|
Положение коленчатого вала |
I |
II |
III |
IV |
|
Угол (против часовой стрелки) со стороны маховика, ° |
60 |
240 |
420 |
600 |
Порядок регулировки:
− проворачивая коленчатый вал воротком через отверстие в корпусе муфты сцепления, добиться попадания фиксатора в углубление маховика;
− проверить положение меток на фланце ведущей полумуфты привода топливного насоса высокого давления (ТНВД) и торце корпуса муфты опережения впрыска топлива. Если риски находятся внизу, то сделать еще один оборот коленчатого вала до фиксированного положения;
− поднять фиксатор, провернуть коленчатый вал против часовой стрелки (если смотреть со стороны маховика) на угол 60°, что соответствует угловому расстоянию между четырьмя соседними отверстиями. Клапаны первого и пятого цилиндров при этом закрыты (определяют по штангам – они должны легко проворачиваться);
− проверить значение момента сил при затягивании крепления стоек коромысел у регулируемых цилиндров (должно быть 42-54 Н·м);
− проверить зазор между бойком коромысел и торцом стержней клапанов (должен быть 0,3 мм для впускного и 0,4 мм для выпускного клапанов, щуп должен выходить из-под бойка с усилием);
− отрегулировать клапаны первого и пятого цилиндров, затем клапаны попарно
четвертого и второго, шестого и третьего, седьмого и восьмого цилиндров, поворачивая коленчатый вал на 180°.
Контрольные вопросы к заданию
1. Каким образом уплотняется гильза в нижней части блока цилиндров двигателя КАМАЗ-740?
2. Как устанавливаются поршни в сборе с шатунами в цилиндры правого и левого рядов?
3. Как устанавливаются компрессионные кольца в поршень на двигателе КАМАЗ-740 и как располагаются замки колец?
4. В какой последовательности расположены на головке цилиндров впускные и выпускные клапаны?
5. Чем предотвращается осевое смещение распределительного вала и каким образом оно регулируется?
6. Чему равен момент силы затяжки болтов и гаек крышек крепления коренных и шатунных вкладышей на двигателе КАМАЗ-740?
7. Как определить верхнюю мертвую точку (ВМТ) первого цилиндра?
8. За счет чего обеспечивается поворачивание клапанов во время работы двигателя КАМАЗ-740?
9. Как определить номер цилиндра?
10. Почему диаметр впускных клапанов больше диаметра выпускных?
14
- Эксплуатация двигателя
Двигатели КамАЗ 740.11-240, 740.13-260, 740.14-300 (740.11-3902001РЭ)
- Состав двигателя, устройство и работа
- Кривошипно-шатунный механизм
- Механизм газораспределения
- Смазочная система двигателя
- Система газотурбинного наддува
- Система охлаждения
- Система питания топливом
- Система облегчения пуска холодного двигателя с ЭФУ
- Химмотологическая карта двигателей: 740.11-240, 740.13-260, 740.14-300
- Ремонт двигателя (часть первая)
- Ремонт двигателя (часть вторая)
- Ремонт двигателя (часть третья)
Двигатели КамАЗ 740.30-260(740.30-3902001РЭ)
- Состав двигателя, устройство и работа
- Кривошипно-шатунный механизм
- Механизм газораспределения
- Смазочная система двигателя
- Система питания двигателя воздухом
- Система газотурбинного наддува и охлаждения наддувочного воздуха
- Система охлаждения
- Система питания топливом
- Система облегчения пуска холодного двигателя с ЭФУ
- Электрооборудование, химмотологическая карта двигателя
Двигатели КамАЗ 740.50-360, 740.51-320 (740.50-3902001РЭ)
- Состав двигателя, устройство и работа
- Кривошипно-шатунный механизм
- Механизм газораспределения
- Смазочная система двигателя
- Система газотурбинного наддува и охлаждения наддувочного воздуха
- Система охлаждения
- Система питания топливом
- Система облегчения пуска холодного двигателя с ЭФУ
- Электрооборудование и химмотологическая карта двигателей 740.50-360, 740-51-320
- Возможные неисправности и способы их устранения
- Техническое обслуживание, виды, периодичность и перечни операций технического обслуживания двигателя
- Гарантия завода
- Приложения
- Приложения (продолжениие)
Related Posts
-
Вид работы:
Дипломная (ВКР)
-
Предмет:
Неопределено
-
Язык:
Русский
,
Формат файла:
MS Word
218,67 kb
-
Опубликовано:
2006-02-22
Вы можете узнать стоимость помощи в написании студенческой работы.
Технологический процесс сборки двигателя автомобиля Камаз-740
ВВЕДЕНИЕ
Большегрузные автомобили КамАЗ, предназначены для перевозки различных грузов, в
основном на большие расстояния, отличаются высокой экономичностью и
эксплуатационной надёжностью, комфортабельностью рабочего места водителя. Эти
преимущества, выдвигают грузовик КамАЗ на одно из первых мест среди грузовых
автомобилей.
Массовое производство автомобилей КамАЗ и их
поступление в народное хозяйство, началось в 1976 году. На автомобиль КамАЗ устанавливается
дизельный восьмицилиндровый четырёх-тактный двигатель с воспламенением от
сжатия и V-образным
расположением цилиндров, угол развала равен 90 градусов. Двигатель
КамАЗ-7403.10 отличающийся высокой мощностью, надёжностью и повышенным ресурсом
благодаря применению:
поршней, отлитых из
высококремнистого алюминиевого сплава с чугунной упрочняющей вставкой под
верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием
юбки;
поршневых колец с хромовым и
молибденовым покрытием боковых поверхностей;
азотированного или
упрочнённого индукционной закалкой коленчатого вала;
трёхслойных тонкостенных
сталебронзовых вкладышей коренных и шатунных подшипников;
закрытой системы охлаждения,
заполняемой низкозамерзающей охлаждающей жидкостью, с автоматическим
регулированием температурного режима, гидромуфтой привода вентилятора и
термостатами;
высокоэффективных бумажных
фильтрующих элементов для фильтрации масла, топлива и воздуха;
гильз цилиндров,
объемно-закаленных и обработанных плосковершинным хонингованием;
электрофакельного
устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя при
отрицательных температурах окружающего воздуха до -25° С.
Полученные в
процессе исследований закономерности интенсивности изнашивания агрегатов
автомобилей позволили усовершенствовать действующую методику корректирования
нормативов технической эксплуатации автомобильного транспорта. Кроме того,
результаты исследований топливной экономичности указанных автомобилей позволили
разработать принципиально новую систему дифференцированного корректирования
линейных норм расхода топлива, учитывающую реальные климатические, дорожные и
транспортные условия их эксплуатации. В условиях производства создана
исследовательская лаборатория спектрального анализа масла двигателей семейства
КамАЗ. Результаты выполненных исследований интенсивности изнашивания двигателей
по параметрам работающего масла КамАЗ-5320. Разработкой на машиностроительных
предприятиях новых технологий и технологического оборудования по всем основным
производственным переделам от получения заготовок до сборки и испытаний готовой
продукции. Цикл работ включает как исследования, так и разработку
технологических процессов, проектирование и изготовление оборудования. электрофакельного
устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя при
отрицательных температурах окружающего воздуха до -25° С.
1.1.Общие указания
Для сборки двигателя рекомендуется использовать поворотный стенд р-770, на
котором двигатель имеет возможность поворачиваться вокруг вертикальной и
горизонтальной оси Рис. 1.1.
Стенд Р-770
Рис. 1.1.
Трущиеся поверхности деталей рекомендует
смазывать
моторным маслом. При креплении деталей посредством резьбовых соединений, кроме
ответственных, обеспечьте момент затяжки согласно ГОСТ. Не — металлические
прокладки устанавливайте с нанесением на одну из сопрягаемых деталей
консистентной смазки. Следите чтобы, прокладки равномерно прилегали к
сопрягаемым поверхностям, были плотно зажаты и не выступали за контур
сопряженных поверхностей. При установке резиновые уплотнительные кольца и
заходные фаски смазывайте консистентной смазкой.
Не подгибайте шпильки при надевании на них деталей.
Различают два метода сборки:
—
поточный метод сборки. При движении по конвейеру на блок цилиндров
устанавливают поочередно все детали и агрегаты , при этом каждый рабочий
выполняет одно операцию.
—
тупиковый метод сборки. Блок цилиндров устанавливают на стенд Р-770, после чего
производится сборка. Сборку производит слесарь четвертого разряда. Трудоемкость
сборки – 640 чел. мин
1.2.
Технологический процесс сборки двигателя
1. Установить блок
цилиндров на стенд и проверить герметичность масляных каналов. Нарушение
герметичности не допускается.
2. Установить блок но
стенд для разборки — сборки в горизонтальное положение.
3. Продуть все
внутренние полости блока цилиндров сжатым воздухом (пистолет для обдува деталей
сжатым воздухом С-417).
4. Смазать нижние и
верхние уплотнительные кольца гильз цилиндров моторным маслом М10Г2
К (Емкость, кисть).
5. установить нижние
уплотнительные кольца гильз в блок цилиндров
6. надеть верхние
уплотнительные кольца на гильзы цилиндров, установить гильзы в блок цилиндров и
запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров
смазать моторным маслом М10Г2. К (приспособление для установки
гильз, емкость для масла, кисть).
7. установить блок
цилиндров на стенд для проверки герметичности рубашки охлаждения, проверить
герметичность при помощи жидкости, нагнетаемой в рубашку охлаждения, нарушение
герметичности не допускается (Стенд, кран-балка, подвеска).
8. установить блок
цилиндров на стенд для разборки-сборки в вертикальное положение.
9. установить
направляющие толкателей на блок цилиндров, затянуть болты крепления со
стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб.
Величина момента затяжки болтов 85-90 Н.м. (8,5-9 кгс.м.) (головка сменная 19
мм ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М).
10.смазать толкатели
маслом и установить их в направляющие толкателей (емкость, кисть).
11.смазать опорные
шейки распределительного вала маслом М10Г2 и установить
распределительный вал в сборе в блок цилиндров (емкость, кисть).
12.установить на вал
корпус подшипника, затянуть болты крепления с запорными шайбами корпуса подшипника
распределительного вала и отогнуть усы запорных шайб на грани головок болтов.
Болты крепления затянуть усилием 25 Н.м.(2,5 кгс.м.) (головка сменная 17 мм
ключ с п.к. рукоятка динамометрическая модель 131М, зубило, молоток).
13.Подобрать вкладыши коренных
подшипников коленчатого вала, проверить вкладыши, постели блока, крышки
крепления, установить последовательно верхние вкладыши в постель блока
цилиндров и нижние вкладыши коренных подшипников в крышки. При установке
вкладышей необходимо совместить выточки во вкладыше с выточками в блоке
цилиндров и крышках.
14.смазать вкладыши
коренных подшипников маслом М10Г2К (емкость, кисть).
15.установить в блок
цилиндров коленчатый вал в сборе (кран-балка, подвеска).
16.Установить верхние и
нижние полукольца упорного подшипника коленчатого вала Рис.1.2.
Установка полуколец
упорного подшипника коленчатого вала
1-нижнее полукольцо;2-крышка задней коренной опоры;
А-канавки
на полукольце
Рис.1.2.
и проверить осевой зазор в упорном подшипнике. Нижнее полукольцо устанавливают
одновременно с крышкой заднего коренного подшипника.
17.Установить крышки
коренных подшипников с вкладышами, совместив крышки с перегородками блока по
порядковым номерам, выбитым на нижней поверхности крышек (отчет перегородок
блока начинать вести спереди двигателя).
18.Завернуть и затянуть
болты крепления крышек в два приёма: первый с величиной момента затяжки 96-120
Н.м (9,6-12,0 кгс.м)второй 210-235 Н.м (21-23 кгс.м). Болты заворачивают
сначала со стороны правого ряда цилиндров, а затем со стороны левого ряда
цилиндров. (Головка сменная 24 мм, удлинитель, ключ с присоединительным
квадратом, ключ динамометрический ПИМ-1754)
19.Замерить осевой зазор
коленчатого вала. Он должен быть в пределах 0,100-0,195 мм. При необходимости
осевой зазор отрегулировать установки полуколец упорного подшипника другой
толщины. (Набор щупов №2)
20.эстановить завернуть и
затянуть стяжные болты с шайбами блока цилиндров. Болты затягивать с величиной
момента затяжки 82-92 Н.м(8.2-9.2 кгс.м). (Головка сменная 19 мм, ключ с
присоединительным квадратом, рукоять динамометрическая модель 131М).
21. проверить легкость
вращения коленчатого вала, он должен вращаться с легкостью, от руки.
22. установить ось ведущей
шестерни привода распределительного вала на блок цилиндров, завернуть болты
крепления с замковыми шайбами оси и загнуть усы шайб на грани головок болтов.
Момент затяжки болтов 50-60 Н.м (5-6 кгс.м). (Головка сменная 17мм, ключ с
присоединительным квадратом, рукоять динамометрическая модель 131М зубило,
молоток.)
23. Установить на ось
ведущую шестерню привода распределительного вала в сборе с промежуточной
шестерней привода распределительного вала. Шестерню установить так, чтобы метки
«0» на промежуточной шестерне привода распределительного вала и на
распределение шестерне коленчатого вала совпала. Также должны совпасть риски на
ведущей шестерне привода распределительного вала и на шестерне
распределительного вала. (Отправка, молоток)
24. Проверить окружной зазор
в зацеплении установленных ранее шестерен. Зазор проверить не менее чем в трёх
точках. Зазор должен быть 0,1-0,3 мм. (Набор щупов №2)
25.Завернуть болт крепления
с замковой и упорной шайбами ведущие шестерни привода распределительного вала и
загнуть усы замковой шайбы на грани головки болта. Величина момента затяжки
болта крепления 90-100 Н.м (9-10 кгс.м) (головка сменная 19 мм, ключ с
присоединительным квадратом, рукоятка динамометрическая модель 131М, зубило,
молоток.)
26.Повернуть коленчатый вал
так, чтобы шатунная шейка первого цилиндра находилась в верхнем положении
(рычаг для поворота коленчатого вала).
27.Замерить расстояние от
образующей шатунной шейки в верхнем её положении до торца уплотнительного
выступа гильзы при вертикальном положении гильзы. Замеряемое расстояние-это
превышение над размером 260,13 мм (приспособление для замера)
28.Нанести на рабочем
корпусе гильзы номер цилиндра и номер варианта поршня на стороне, обращенной к
вентилятору в соответствии с таблицей №1.1.
Таблица
1.1.
Индексы
вариантов поршней
|
А-расстояние от от образующей шатунной шейки в верхнем её |
Индекс |
Б-расстояние |
|||||||||||||||||||||||||||||||||||||||
|
260,12-260,24 22260,24-260,35 260,35-206,46 260,46-260,57 20 30 |
75,67-75,71 75,78-75,82 75,89-75,93 |
||||||||||||||||||||||||||||||||||||||||
|
На поршне индекс 29.Повторить 30.Отвернуть гайки Параметры ремонтных |
|||||||||||||||||||||||||||||||||||||||||
|
Значение параметров в |
|||||||||||||||||||||||||||||||||||||||||
|
номинальный |
1-ый |
2-ой |
3-ий |
4-ый |
|||||||||||||||||||||||||||||||||||||
|
1 2 3 4маркировка |
85+0.016-0.005 80+/-0,0095 740. 1004058 |
Ш1 79,5+/-0,0095 740. 1004058р1 |
Ш2 79+/-0,0095 740. 1004058р2 |
78,5+/-0,0095 740. 1004058р3 |
78+/-0,0095 740. 1004058р4 |
||||||||||||||||||||||||||||||||||||
|
31.Обозначение вкладышей соответствующей 32. Смазать вкладыши шатунных подшипников и 33.Повернуть коленвал для установки первой 34.Развести замки поршневых колец поршня с 35.Установить крышку шатуна на 36.Повторить работы 33, 34 для 36.Повернуть коленчатый вал так, чтобы 37. Произвести окочательную затяжку гаек 38.Проверить зазор между торцами нижней 39.Повернуть блок цилиндров в 40. Смазать прокладку картера маховика, Оправка манжеты 1-оправка совместить отверстия в картере, прокладке и 41.Установить на двигатель маховик в сборе 42.Установить и завернуть болты крепления с 43.Проверить биение торца маховика 44.Установить вал привода гидромуфты. 45.Смазать Величина момента затяжки болтов крепления 47.Установить штанги толкателей в сборе 48.Установить прокладку головки блока Установка А)-стык с гильзой и блоком цилиндра Б)-стык с комбинированным уплотнением В) — с кольцом беспрокладочного газового Рис.1.4. 49.Установить головку блока цилиндров с Последовательность затяжки болтов крепления Схема затяжки Рис.1.5. Величина момента затяжки болтов 40-50Н.м 50. Повторить работы 47-49 для каждого 51.Затянуть окончательно болты крепления 52.Повернуть коленчатый вал так, чтобы шток 53.Установить ведомую шестерню привода ТНВД распределительного вала. 54.Установить прокладку, корпусов заднего 55.Вывести фиксатор из паза маховика и Таблица Регулировка клапанов
56.Отлегулировать в клапанных механизмах Регулировку тепловых зазоров производить в — проверить момент затяжки гаек крепления — проверить щупом зазор между носками Проверка зазора Рис.1.6. — установить приспособление для регулировки 57.Повернуть коленчатый вал на 180 градусов 58.Отрегулировать зазоры в клапана 59.Повторить работы 57-58 для клапанных 60.Установить прокладку, крышку головки 61.Повторить работу 60 для оставшихся семи 62.Надеть на передний рым-болт 63.Установить прокладку переднего фланца 64.Завернуть болты крепления с замковыми 65.Наклеить прокладку поддона на блок 66.Проверить тщательно чистоту внутренних 67.Повернуть двигатель на стенде головками 2.1. Оборудование, приборы, Кран-балка подвесная, подвеска для 1.Установить двигатель на стенд, закрепить — отвернуть сливные пробки из масляного — соединить выпускные трубы газопровода с — соединить карданным валом балансирный — соединить трубку слива топлива от — установить ремни привода водяного насоса — закрыть и закрепить кожух ограждения со — соединить тягу с рычагом подачи топлива — соединить тягу с рычагом останова ТНВД, — подсоединить к двигателю шланги подвода и — подсоединить к фильтру центробежной ТНВД (первого цилиндра двигателя) и — присоединить шланг подвода топлива — присоединить гибкий металлический шланг — установить технологические заглушки в включить подачу воды, масла и топлива к |
|||||||||||||||||||||||||||||||||||||||||
|
2.2. Холодная обкатка двигателя. 1. проверить параметры подводимых к при минимальной частоте вращения холостого 2.Установить скобу останова двигателя в Параметры обкатки
3.Снять крышки головок блока цилиндров и 4.Проверить герметичность уплотнений 5.Проверить давление и температура масла в 6.Проверить герметичность всех систем 7.Произвести подтяжку болтов крепления 8.Проверить, при необходимости 0,25 мм для впускного — выключить подучу — установить фиксатор — повернуть коленвал по — проверить положение провернуть коленчатый — установить фиксатор — повернуть коленчатый — проверить затяжку гаек — проверить щупом зазор — для регулировки — придерживая винт — проворачивая 9. Установить крышку 10.Проверить, при — провернуть коленчатый — провернуть коленчатый — подготовить фиксатор — если метки не совместятся — ослабить верхний болт — развернуть муфту — опустить фиксатор в — медленно провернуть — проверить правильность — перевести фиксатор 2.3.Горячая обкатка После холодной обкатки 1.Проверить параметры 2.Установить скобу Таблица 2.2. РЕЖИМЫ ГОРЯЧЕЙ ОБКАТКИ
3.После контрольной 4.Произвести подготовку — отсоединить гибкий — отсоединить карданный — отсоединить шланги — отсоединить трубку — отсоединить от двигателя — отсоединить тяги от — отсоединить от — открыть защитный кожух — перемещением — отсоединить от фланцев — отсоединить от 5.Снять двигатель со (кран-балка, подвеска, 3. БЕЗОПАСНОСТЬ 3.1. Пожарная безопасность Территория АТП должна На территории АТП Все На участках сборки 12В 3.Запрещается работа во 4.Электроинструменты 5.Пользоваться 3.3 Безопасность труда 1. 2. 3. 4. 6. 7. 1. Определенную долю в 2. Чтобы снизить процент 3. А также, очистка 4. Использование |
|||||||||||||||||||||||||||||||||||||||||
3.4.
Охрана окружающей среды
Определенную
долю в загрязнении окружающей среды вносят автотранспортные и транспортные
предприятия. На их долю приходится 13-15процентов выброса вредных веществ в
атмосферу. В процессе ТО и ремонта автомобилей вредные вещества получаются в
результате различных процессов в таких цехах как: кузнечный, сварочный,
малярный и других, загрязнители также попадают в воду при мойке и очистке
автомобилей, после чего воды сливаются в водоемы, а также, АТП занимают большие
территории земельных ресурсов.
Чтобы снизить процент загрязнения окружающей среды при проектировании, строении
и эксплуатации АТП применяют мероприятия по охране окружающей среды. Вокруг АТП
должна быть санитарная зона не менее 50метров засаженная кустарниками и
деревьями. Производства с вредными выделениями сосредотачиваются на краях
города. Для ограничения выбросов предусмотрен ГОСТ-А.23.02-78.
А
также, очистка вентиляционных и сточных выбросов.
Использование
специальных емкостей для утилизации ГСМ. Утилизация отходов на спец. свалках.
Проведение субботников.
4.Инструмент
и приспособления
Оборудование, приборы, инструмент.
Кран-балка
подвесная, подвеска для транспортировки и установки двигателя на стенд модель
130.219.00.000.000; стенд для испытания двигателей модель 470.004 – 470.006;
набор щупов, рукоятка динамометрическая модель 131М, рычаг для поворота
коленчатого вала двигателя модель 7829-4087 или 7829-4063, приспособление для
регулировки клапанов И-801.14.000; головки сменные 13,14, 17, 19, 22 мм, ключ с
присоединительным квадратом, ключи гаечные с открытым зевом 8, 10, 13, 14, 17,
19, 22, 24 мм, ключи гаечные кольцевые 17, 19, мм, отвёртка слесарно-монтажная
8,0 мм, электропогрузчик серия 02.поворотный стенд.
Список
используемых источников
1. Лазарев Ф.Д.,и др. Технологические карты
текущего ремонта агрегатов автомобилей КамАЗ _ М.: министерство автомобильного
транспорта РСФСР центравтотех минавтосельхозмаш СССР,1992.-236с.
2. Игоренко И.П.,и др. ТО и ремонт двигателей КамАЗ 740.11-240,740.11-260,
740.11-300 –М.:Вагриус,2001-126с.