
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
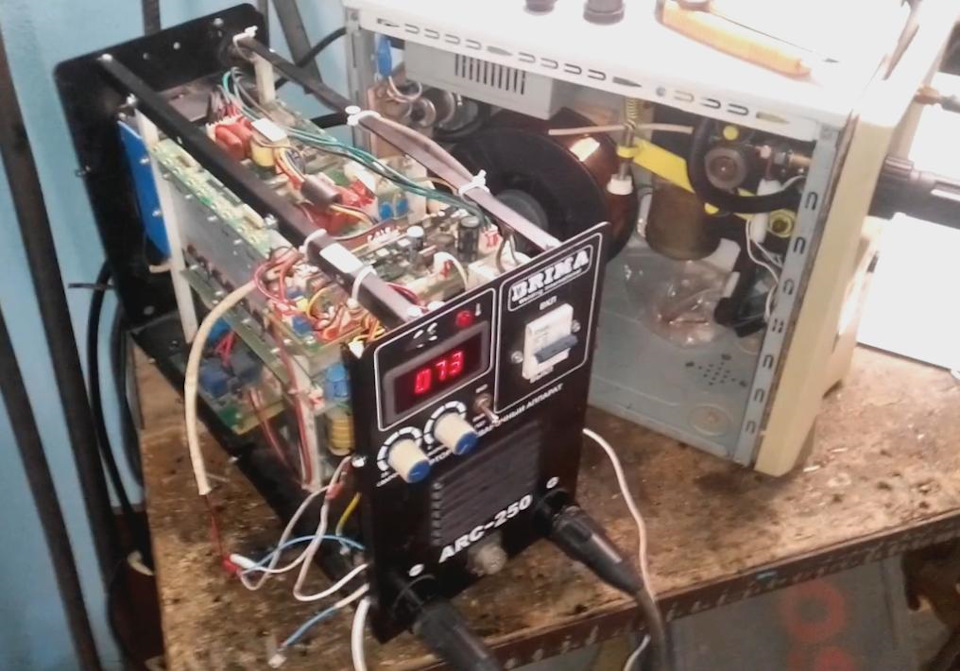
В нашем случае хороший сварочный инвертор BRIMA ARC-250
Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

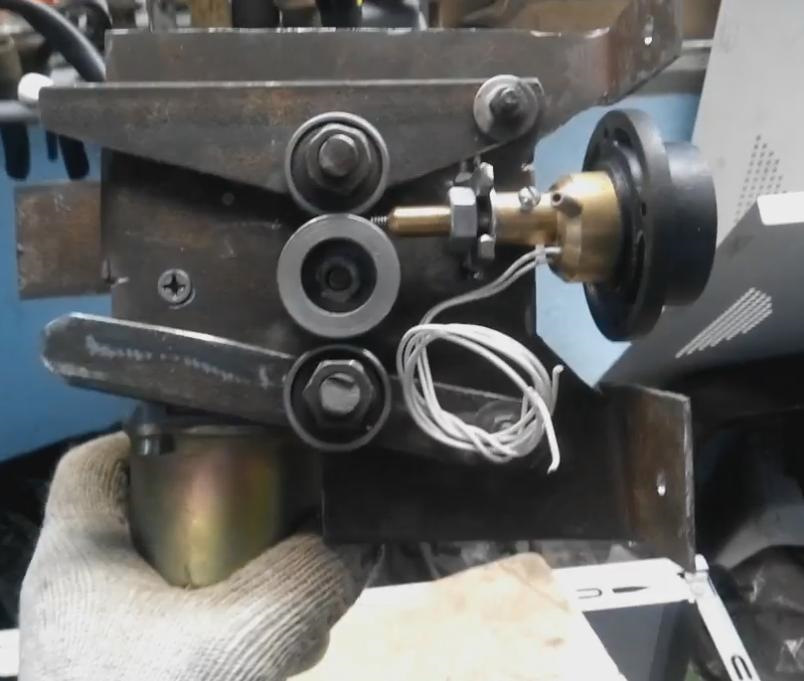
2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

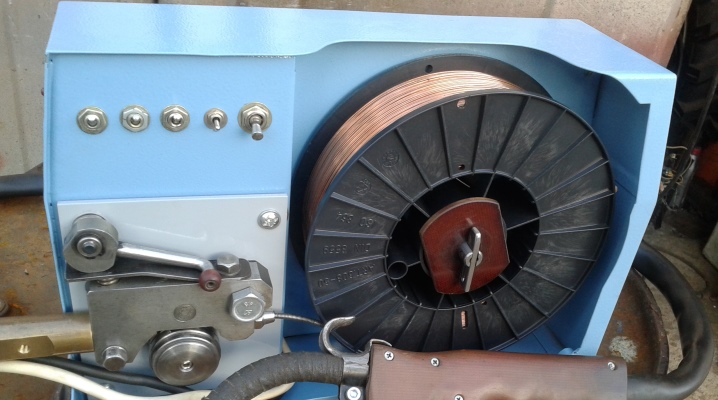
3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
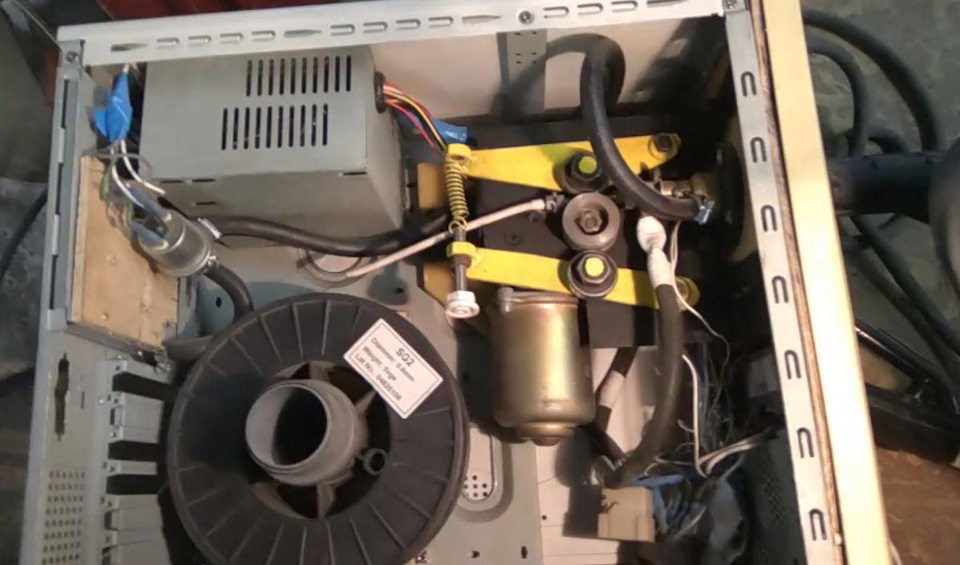


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.

Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик «дипломированный» короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Некоторые сварщики, имея несколько аппаратов для ручной дуговой сварки, задумываются о переделке одного из них в полуавтомат. Это возможно, но потребуются схемы, покупка дополнительных элементов, четкое понимание процесса. Рассмотрим, как на практике переоборудовать инвертор ММА в полуавтомат MIG.
- Преимущества полуавтоматической сварки над РДС
- Целесообразность переделывания инвертора в полуавтомат
- Список необходимых вещей для переделки
- Первый запуск самодельного полуавтомата
Преимущества полуавтоматической сварки над РДС
Желание изготовить полуавтомат вместо сварочного аппарата РДС понятно, ведь у МИГ-сварки есть несколько значительных преимуществ:
- возможность создавать длинные, непрерывные швы;
- не требуется регулярно прерывать процесс для замены электрода;
- постоянное расстояние между концом сопла горелки и изделием упрощает управление сварочной ванной;
- высокая скорость сварки;
- отличная видимость происходящего в сварочной ванне;
- более равномерная чешуя шва;
- не нужно отбивать шлак, чтобы увидеть качество соединения.
Такие плюсы пригодятся при сварке дома, в гараже или небольшой мастерской. Конечно, возрастет себестоимость сварочных работ (потребуется покупать газ и проволоку), но это окупится за счет повышенной производительности.
Когда целесообразно переделывать инвертор в полуавтомат
")
Гораздо проще сразу купить заводской полуавтомат, у которого уже сбалансированы настройки, есть гарантия, все элементы подогнаны для совместной работы. Тем более, что для бытовых задач сварочные аппараты MIG стоят от 11000 рублей. Но, если такую сумму сейчас не получается выделить на покупку, можно попробовать сэкономить и переделать инвертор РДС.
Переделка единственного инвертора нежелательна, ведь может ничего не получиться и тогда вы лишитесь возможности варить этим аппаратом в любом режиме. Для ответственных конструкций самодельные полуавтоматы не подходят, поскольку проигрывают заводским версиям по качеству сварки (это связано с характеристиками тока, малым диапазоном скоростей подающего механизма).
За такую затею стоит браться тем, кто:
- имеет дополнительный инвертор, который послужит основой проекта;
- умеет паять и разбирается в электросхемах;
- будет применять полуавтомат для сварки неответственных конструкций.
Что необходимо для переделки инвертора в полуавтомат
Чтобы переоборудовать сварочный аппарат РДС в самодельный полуавтомат, понадобится докупить ряд элементов. Другие узлы придется изготовить самостоятельно. Рассмотрим их по-порядку.
Горелка
Баллон
Редуктор
Шланг
Клапан
Подающее устройство
Этот элемент лучше купить готовый, чем изготавливать самостоятельно. Хотя и существуют самодельные версии с деревянными ручками и изогнутой трубкой в виде сопла, но понадобится много доработок, а держать в руках такой инвентарь неудобно. Тем более, купить заводскую горелку для полуавтомата с хорошим качеством и эргономичной формой можно от 2600 руб. В ней уже будет: мундштук (токосъемный наконечник), сопло, кнопка для включения подачи, силовой кабель, канал для проволоки и канал для газа, защитная оболочка и разъем.
При выборе горелки для самодельного полуавтомата учитывайте максимальную силу тока. Она будет такой же, как и при ММА сварке выбранным аппаратом. Длина кабель-канала определяет маневренность сварщика. Для работы за сварочным столом или кондуктором достаточно 2.5-3 м. Сварка более крупных объектов, например теплицы или беседки, удобнее с длиной горелки 5 м.

Для полуавтоматической сварки понадобится баллон с защитным газом. Это может быть углекислота или смесь углекислоты с аргоном. Газ обеспечивает удаление воздуха из зоны сварки путем вытеснения. Вместимость баллонов бывает от 5 до 40 л — чем больше емкость, тем на дольше хватает газа при сварке. Но с увеличением объема возрастает и масса баллона, поэтому при регулярной транспортировке лучше купить баллон на 5-10 л.

Подключение шланга от полуавтомата к баллону выполняется через редуктор. Он позволяет настроить расход газа для полуавтоматической сварки и показывает остаточное давление в емкости. Сварочные редукторы бывают любительскими и профессиональными. Большинство продается со штуцером и накидной гайкой для присоединения шланга.
")
Для подачи защитного газа к самодельному сварочному аппарату MIG/MAG понадобится шланг. Длина газового рукава выбирается по личным нуждам. Для постовой сварки хватит 5 м. Если нужно перемещаться с полуавтоматом по просторной мастерской, то длинный шланг 10-15 м избавит от необходимости переставлять баллон с газом.
Узел необходим для контроля подачи защитного газа. Он электромагнитный и находится в закрытом положении. При нажатии на кнопку горелки, клапан открывается и пропускает газ. Отпускание кнопки ведет к закрытию прохода. Электроклапан продается в готовом виде в специализированных магазинах и относится к расходным элементам полуавтомата.
Питается он от напряжения 12 V, для чего необходимо предусмотреть подвод проводов. Проходная конструкция имеет два входа, расположенные напротив друг друга. Установите клапан на заднюю часть корпуса полуавтомата, чтобы облегчить подключение шланга от редуктора. Если имеете автомобильный газовый клапан, например от ВАЗа, можно сэкономить и использовать его. Принцип действия у них одинаковый.

Подающий механизм необходим для зажима проволоки и проталкивания ее в горелку. В продаже имеются готовые подающие устройства в сборе с камерой для катушки и электромотором, а также отдельно зажимающая механическая часть без электропривода. Купив их, сборка самодельного полуавтомата займет меньше времени.
Если хочется максимально сэкономить, приобретите два направляющих ролика с канавками, соответствующие диаметру используемой проволоки. Понадобится металлическое основание с перпендикулярно установленной пластиной, на которой разместится подающее устройство.
Электроприводом послужит мотор от стеклоочистителей автомобиля, питающийся от напряжения 12 V. Просверлите в вертикальной пластине отверстие и разместите в нем вал электродвигателя. Насадите на ось один из роликов — он станет ведущим, поскольку будет вращаться непосредственно от мотора.
Второй ролик разместите на подшипнике с осью, расположенной на прижимной планке. Она должна опускаться так, чтобы ролики оказались друг над другом в одной плоскости. Притяжка планки болтом с пружинной создаст должный прижим и не позволит проволоке пробуксовывать. Сразу перед выходом подающего механизма установите металлическую трубку, которая будет выравнивать проволоку перед подачей в горелку. Между кассетой и роликами разместите две пластины с канавкой, играющие роль натяжителя.
Электрическая схема подающего механизма
Чтобы управлять подачей проволоки кнопкой с горелки, понадобится:
- два реле 12 V от авто;
- конденсатор и транзистор;
- диод;
- шим регулятор мотора.
Работает это следующим образом:
- Сварщик нажимает кнопку на горелке.
- Первое реле открывает клапан для подачи защитного газа.
- Второе реле, вместе с конденсатором, запускает протяжку проволоки. Конденсатор необходим для задержки в срабатывании. Сперва он заряжается, а после открывается. Если реализовать электросхему подающего устройства без конденсатора, то газ и проволока стартуют одновременно, и в начале электрод будет сильно плеваться, ведь защитная среда еще не успела образоваться.
Для холостой протяжки проволоки при заправке предусматривают отдельную кнопку на корпусе подающего. Здесь питание запускается в обход газового реле. В корпусе на наружной стороне установите Евро-разъем горелки полуавтомата. Рядом разместите гнездо для подключения фишки питания от горелки, и от него разведите провода к электромотору, клапанам и реле.
В подающем механизме предусмотрите вал для закрепления катушки с проволокой. В качестве оси подойдет труба ПВХ диаметром 50 мм. Вес бобины бывает от 1 до 15 кг — чем больше, тем на дольше ее хватит. Но увеличение массы влечет рост габаритов. Для самодельного устройства рекомендуем оставить место под катушки весом до 5 кг. Этого достаточно для продолжительной сварки и не потребует крупного корпуса подающего узла. Внешний диаметр такой катушки всего 200 мм.
Модернизация источника тока
В самом инверторе ММА тоже необходимы изменения, чтобы он смог работать как полуавтомат. Дело в том, что инвертор для РДС сварки выдает падающую характеристику сварочного тока или мягкую. MIG сварка так не получится — нужна жесткая ВАХ (вольт амперная характеристика).
Чтобы получить жесткую характеристику, требуется стабилизация напряжения по току с шунта. Для этого в шим заводится обратная связь через делители и операционник.
Проще всего установить в сварочную цепь дроссель. Тогда получится сделать полуавтомат не только из инвертора с постоянным током, но даже из трансформатора.
Первый запуск самодельного полуавтомата
Когда все собрано, требуется провести испытания самодельного MIG аппарата. Первый пуск выполняется в такой последовательности:
- Включите инвертор в сеть 220 V.
- Установите катушку на ось и вставьте конец проволоки в натяжитель, а также между роликами.
- Выпрямите рукав горелки и включите холостую протяжку без газа.
- Когда конец проволоки показался из мундштука, остановите протяжку.
- Откройте газовый баллон и настройте расход на редукторе в пределах 6-11 л/мин.
- Подключите зажим массы к заготовке.
- Наденьте маску, наведите горелку на черновое изделие, нажмите кнопку.
- Отрегулируйте подачу электрода так, чтобы он не «протыкал» сварочную ванну, но и не плавился преждевременно в воздухе. К сожалению, при использовании электромотора от автомобиля доступна только ступенчатая регулировка.
- Настройте силу тока, чтобы ее хватало для проплавления без прожогов.
- Проварите шов, отпустите кнопку на горелке, оцените шов.
Сделать полуавтомат из инвертора вполне реально. Он пригодится на даче или в гараже, поможет выполнить большой объем работы быстрее. Но для серийного производства изделий лучше купить заводской полуавтомат или подающее устройство, совместимое с вашим источником тока.
Ответы на вопросы: изготовление полуавтомата MIG на основе инвертора ММА
Какой нижний и верхний предел напряжения должен быть у самодельного полуавтомата?
На холостом ходу требуется напряжение 70-80 V. Это обеспечит легкий поджиг дуги. После возбуждения электрической дуги напряжение должно падать для безопасности сварщика, но не ниже 22 V, иначе сварка не получится.
Собрал полуавтомат на базе инвертора, но горят транзисторы, почему?
Проверьте обмотку всех трансформаторов гальванической развязки осцилографом. Ищите отсутствие выплеска на экране — это является наиболее частой причиной сгорания транзисторов.
Можно ли при пайке платы инвертора применять активные флюсы?
Не желательно, обезжирить можно и обычной канифолью. Если используете активный флюс, обязательно помойте потом место пайки.
Имеет ли значение положение катушки с проволокой в подающем механизме?
Нет, не имеет. Бобина может вращаться на валу как в вертикальной, так и горизонтальной плоскости. Главное, чтобы ролики достаточно плотно сжимали проволоку и она не проскальзывала.
Из чего сделать корпус самодельного подающего устройства?
Из любого жестяного ящика, старой микроволновки, ящика для инструментов и т. д. Габариты конструкции определяют размер устанавливаемой катушки.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Как сделать полуавтомат из инвертора своими руками?
Содержание
- Инструменты и материалы
- Способы изготовления
- Алгоритм переделки
- Настройка
Сделать полуавтоматический сварочный агрегат собственными силами по плечу любому человеку, хорошо разбирающемуся в электротехнике. Всё, что потребуется для осуществления поставленной цели – определённый набор составных частей и инструментарий. Давайте рассмотрим процедуру изготовления такого агрегата более подробно.
Инструменты и материалы
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.
Способы изготовления
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.

Первый способ
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Следует подобрать довольно мощный сварочный аппарат. Его вольтамперные характеристики (ВАХ) можно поменять посредством ШИМ-контроллера.

Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.

2-й способ
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Сварочные аппараты такого класса дорогостоящие, зато как можно лучше годятся для реализации поставленной цели.
Чтобы создать свой полуавтомат, понадобится:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.
По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.

3-й способ
Этот способ потребует от владельца солидной подготовки.
Ему нужно будет отыскать неусреднённый инверторный сварочный агрегат нужной мощности.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).
Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В рабочем инверторе в первую очередь следует переустроить входящее в его структуру трансформаторное устройство. Оно покрывается добавочным слоем, состоящим из медной полоски и бумаги с термочувствительным покрытием.

Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.

Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Запросто сгодится бэушный корпус системника ПК. Получится аккуратно и лаконично.

Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.

Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.

Настройка
Аппарат требуется подключить в электрическую сеть. Когда лампочка подключения к сети засветится, к выводам преобразователя тока следует подсоединить осциллограф. Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Следует также проконтролировать, чтобы импульсные токи, воспроизводящиеся на дисплее осциллографа, обладали прямоугольной конфигурацией, а длительность их фронта протекала не дольше 500 нс. Если все испытываемые характеристики отвечают необходимым значениям, то можно включать преобразователь электротока в электрическую сеть.
Электроток, приходящий от вывода полуавтоматического аппарата, должен обладать силой не меньше 120 А.
Если параметры силы электротока меньше, это может указывать на то, что в электропроводку оснащения поступает напряжение, показатель которого не выше, чем 100 В. В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.

Вслед за тем, как сварочный агрегат прошел тест, требуется испытать его под воздействием нагрузки. Чтобы произвести это испытание, к сварочной проводке подсоединяют балластный реостат, имеющий сопротивление не ниже 0,5 Ом. Такой прибор обязан выдерживать электроток с силой 60 А. Сила электротока, который в данной ситуации подаётся на газовую сварочную горелку-пистолет, находится под контролем амперметра. Если сила электротока при подключении балластного реостата не отвечает необходимым характеристикам, то подбор величины электрического сопротивления этого устройства осуществляется экспериментальным путём.

Несмотря на то что переделать инвертор в полуавтоматический сварочный аппарат относительно просто, всё же процесс отнимает некоторое время и предполагает вложения для приобретения дополнительных элементов. Устройство даёт возможность производить сварку в полуавтоматическом режиме, однако её качество может проигрывать заводским модификациям. С целью сэкономить, изготовление аппарата своими силами в полной мере оправданно, однако при необходимости высококачественной сварки предпочтительнее практиковать испытанные заводские устройства.

О том, как сделать полуавтомат из «Ресанты», смотрите далее.
Сб янв 07, 2023 09:25:39
Доброго времени! С Рождеством Уважаемые Коты!
Предлагаю вниманию простую переделку сварочника в полуавтомат для сварки самозащитной проволокой
без газа. Комплектующие: 1) сварочный инвертор Сварог ARC-200 на шиме sg3525
2) регулятор оборотов ZK-MG с алиэкспресс около 300р.с небольшой доработкой.
3)узел подачи проволоки со списанного полуавтомата
4)корпус самодельный покрашен порошковой краской
5)горелка б/у была 5-ти метровая урезана до 2.5 метров
6)плата комповского бп — удалено всё кроме +12 В
7)вентилятор 120ый на12В т.к. на инверторе вых. на вентилятор=18В то пришлось
применить понижающий dc-dc преобразователь
остальное по ссылке на яндекс диске : https://disk.yandex.ru/d/25Mbfp7QwTVt2w
Сб янв 07, 2023 09:36:09
ПА без перевода инвертора в режим СV и введения дроселя с хорошей индуктвностью это пыль(точне искры) в глаза
1 искрит и срет но не варит
2 по моему мнению (ка сварногов прошлом) самозащитка это хрень для идиотоф надо ставит нормалный гас Со2 и СВ08Г2с ну или на ТИГ переделывать
Сб янв 07, 2023 09:50:47
Да думал я поставить клапан. но газ! Это заниматься нужно уже профессионально — стоимость баллона +заправка дороговато для дома
Добавлено after 6 minutes 11 seconds:
А что тиг: горелка 3 рубля, баллон 5-7 р.+газ заправить 1р. + осцилятор делать +расходники от 1.5 т.р.
Сб янв 07, 2023 10:09:38
да недешева… но кому щас легко… хорошую самозащитку порошковую купить нереално а ту что продают варит хренова -я мр3 лектродом 2 заварю не хуже
Сб янв 07, 2023 14:00:18
М-м-да!?
Добавлено after 2 hours 2 minutes 27 seconds:
Вторая часть повествования:те кто заходили на яндекс диск, смотрели фотки, там видно какие доработки сделаны на инверторе,
1) Установлен дроссель заводского изготовления взятый из другого инвертора,с установкой пришлось извратиться т.к. места под него там не было
2)установлена плата стабилизации по напряжению, это схема ГешиS,смотрел разные варианты но у многих принцип такой же.
Геша рекомендует подключать схему до дросселя,что и я сначала сделал,при сварке дуга оказалась очень нестабильна,потом подключил после дросселя,дуга ровная без провалов
3)пришлось добавить автомобильное реле в цепь включения двигателя, потому что на регуляторе оборотов мягкий пуск и ставить точки просто никак хотя сам шим регулятор мне понравился управление энкодером- выставляется скорость очень чётко.
4)переключатель MMA/MIG на передней панели имеет две пары контактов одна пара включает полуавтомат вторая пара замыкает зелёный провод на землю и включает основное питание БП,для того чтобы он не работал без нагрузки когда в режиме MMA
Пн янв 09, 2023 00:47:56
полный мост. работа хороша геша йобься с косым ресантомским мостком задроченым. сварог сильнее дриссанты разика в два
Геша рекомендует подключать схему до дросселя
до дрочеля там импульсное напряженье, опосля — постоянный ток. искры канешн страшноватные. варил я этой жутью порошковой. понял сразу, что варить этой отравою — себя не любить. взял у пивоваров балончик 20л с пищевой углекислотой и поставил в телегу сзади п/а и пристегнул ремешком. ни искр, ни дыма, ни гари. место сварки видно и маска в сантимах двацати от места сварки. балончика для мелких работ на год спокойно хватат. расход газа настроил на 5-7л/мин. вот сварил из дин-реек декор для внешнего блока сплита
Спойлер
крунтом bodi, затем темно-серой краской из краскопульта
Вс янв 15, 2023 16:34:54
(взял у пивоваров балончик 20л с пищевой углекислотой и поставил в телегу сзади п/а и пристегнул ремешком. ни искр, ни дыма, ни гари. место сварки видно и маска в сантимах двацати от места сварки. балончика для мелких работ на год спокойно хватат.)
ага есть у меня на примете баллон с углекислотой от большого огнетушителя на колёсах литров наверно на 10 надо пошукать
Powered by phpBB © phpBB Group.
phpBB Mobile / SEO by Artodia.
Вот полная схема приставки.
Я использую в схемах электронные трансформаторы, они нормально работают если их вот так переделать.
Но эти трансформаторы бояться кз.
Для самодельных дросселей можно использовать вот такой сердечник его можно извлечь из некоторых моделей дросселей ламп дневного света. Вот мой сердечник из дросселя запиханный в термоусадку.
Также дроссель можно сделать из такого
трансформатора. Из него два дросселя выходит.
Делается немагнитный зазор 2мм и прихватывается по торцам, затем мотаем провод 16мм2 до заполнения.
Плата. Размер 80 х 122мм. Транзистор VT3 и диодный мост VD1 установить на радиатор.
Печатка со стороны дорожек.
Зеркало.
Со стороны деталей.
Проверьте , разомкнутый и замкнутый
контакты , они долны быть такими , иначе
придёться переделывать плату , или реле
припаивать проводами.
В процессе наладки в схеме были внесены некоторые изменения , они отмечены зелёным цветом : оптрон Q3 был заменён транзистором VT5 , R29 , VD10 и ещё был добавлен диод VD11 который отвечает за чёткое открытие клапана в момент нажатия кнопки на горелке.
Да блок питания нужно ставить вот такого плана , если использовать электронный трансформатор , то
при сварке ощущаются рывки , при использовании вот такого блока питания всё нормально работает.
Вот как выглядит сама приставка.
При подключении к «Ресанте» в инверторе
нужно внести некоторые изменения.