
Шаг 1: Добавьте одно или несколько заданий в базу, нажав “Добавить в базу” после генерации задания во вкладке “Просмотр задания”.
Шаг 2: Перейдите во вкладку “Мониторинг”. Создайте принтлист из добавленных в базу заданий — выделите их и нажмите правую кнопку мыши > “Создать принтлист”. Если файлов несколько — при выделении зажмите клавишу Ctrl.
Шаг 3: Убедитесь, что USB Flash-накопитель установлен в принтере. Загрузите принтлист в принтер, перетянув его на карточку принтера мышью. Дождитесь окончания загрузки.
При наведении курсора на задание в принтлисте отображается краткая информация о его настройках, дата создания, размер файла и его визуализация.
Шаг 4: Убедитесь, что принтер готов к печати: модель снята со стекла после предыдущей печати, в принтере нет посторонних предметов. Нанесите на стеклянную платформу специальный клей для адгезии и нажмите “Готов к печати” в главном меню принтера.
Шаг 5: Убедитесь, что выбранный профиль материала соответствует заправленному пластику и нажмите “Запустить печать”. Сопло и платформа нагреются до рабочей температуры выбранного профиля материала. Принтер запустит автоматическую калибровку координат рабочей области и начнёт печать модели.
Скоростной режим будет использоваться такой же, как и в предыдущей печати. Чтобы изменить скоростной режим выберите в меню принтера “Изменить парам-ы печати > Изменить скорость”.
Прогресс печати и состояние принтера будет отображаться в его карточке во вкладке “Мониторинг”.
Всем привет, Друзья! С Вами 3DTool!
3D принтеры компании Picaso 3D комплектуются программой — слайсером собственной разработки. Этот программный пакет носит название Polygon X и он специально заточен под более простое освоение всего процесса не искушенными в 3D печати новичками. Тем не менее, людям столкнувшимся с подобного рода технологиями в первый раз и такой подход может вызвать затруднения. Особенно расширенный режим настроек печати. Именно для таких людей, а так же для желающих освежить память начинающих, мы запускаем ряд подробных уроков по этой программе. В этом выпуске Вашему вниманию предлагается часть первая. Где мы расскажем об интерфейсе и его основных принципах в целом.
Приобрести 3д принтеры Picaso 3D, расходные материалы к нему, а так же другую ЧПУ и аддитивную технику задать свой вопрос, или отследить заказ, вы можете:
-
По телефону: 8(800)775-86-69
-
Электронной почте:Sales@3dtool.ru
-
Или на нашем сайте: https://3dtool.ru/
3Dtool
Загрузка
05.03.2020
7077
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы
будете
получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подписаться
1

Всем привет, Друзья! С Вами 3DTool!
3D принтеры компании Picaso 3D комплектуются программой — слайсером собственной разработки. Этот программный пакет носит название Polygon X и он специально заточен под более простое освоение всего процесса не искушенными в 3D печати новичками. Тем не менее, людям столкнувшимся с подобного рода технологиями в первый раз и такой подход может вызвать затруднения. Особенно расширенный режим настроек печати. Именно для таких людей, а так же для желающих освежить память начинающих, мы запускаем ряд подробных уроков по этой программе.
В этом выпуске Вашему вниманию предлагается часть первая. Где мы расскажем об интерфейсе и его основных принципах в целом.
Приобрести 3д принтеры Picaso 3D, расходные материалы к нему, а так же другую ЧПУ и аддитивную технику задать свой вопрос, или отследить заказ, вы можете:
- По телефону: 8(800)775-86-69
- Электронной почте: Sales@3dtool.ru
- Или на нашем сайте: https://3dtool.ru/
Не забывайте подписываться на наши группы в соц.сетях:
ВКонтакте
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы
будете
получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подписаться
1
Комментарии к статье
Еще больше интересных статей
Опыт эксплуатации Creality K2 Plus CFS
redlabrat
Загрузка
08.04.2025
5683
21
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы
будете
получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подписаться
Я не стану расписывать все маркетинговые преимущества принтера, который я совсем недавно приобрел се…
Anycubic Photon Mono M7 MAX: крупногабаритная печать у вас дома
2
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы
будете
получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подписаться
К нам наконец-то прибыл гигант среди 3D-принтеров и долгожданная новинка от компании Anycubic – моде…
Практика использования лазера мощностью 5,5Вт
vitaly_ru
Загрузка
28.12.2016
184369
117
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы
будете
получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подписаться
Обзор является продолжением рассказа о практическом применении в домашних условиях лазерного гравиро…
Читайте в блогах
Мы подготовили для Вас материал посвященный П.О. известного отечественного производителя 3D-принтеров — компании PICASO 3D. Вы уже, наверно догадались, что речь пойдет про Polygon X.
Мы расскажем о том, какие параметры и функции в нем присутствуют, за что отвечают, какие из них наиболее полезны и как их использовать. В этой статье мы расскажем об настройках «слайсинга» и сделаем особый упор на редко используемые, но от этого не менее полезные функции, остановившись на них подробнее.
Знакомство с настройками печати в PolygonX
При первом запуске и после активации вашего 3D-принтера, Polygon X предлагает воспользоваться «упрощённым» режимом параметров слайсинга для новичков. Но параметры некоторых моделей необходимо контролировать вручную, а значит и их палитра нам нужна более широкая. Как же до нее добраться? Для начала разберемся с основными параметрами.
Загрузим модель и нажмем меню «подготовить задание»
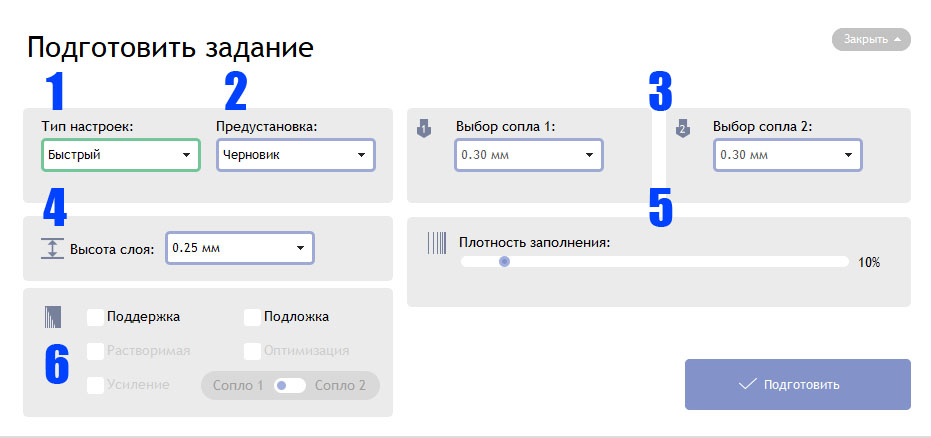
Откроется следующее окно, в котором вы можете увидеть:
1) Тип настроек – «Быстрый» (упрощенный) или «Расширенный» (полноценный) интерфейс.
2) Предустановка – Выбор возможного набора параметров для обработки 3D-модели. Это меню предложить выбрать шаблоны сценария обработки геометрии модели от От «Черновика» до «Качество»*.
*Примечание: На интерфейсе 3D-принтера, одноименные функции управляют скоростью и оптимизацией движения по самому G-Code.
3) Выбор сопла 1-2 — в статье мы будем рассматривать печать на примере двухэкструдерного Picaso Designer X Pro, так что сопел у нас два. Между тем, здесь выбирается диаметр установленного в данный момент сопла. По умолчанию, это 0.3. Но, если вы печатаете, скажем, на Picaso Designer XL, выборов у вас будет несколько.
4) Высота слоя – оно же «качество» печати, или толщина слоя. По умолчанию, на 0.3 сопле от 0.05 до 0.25 мм.
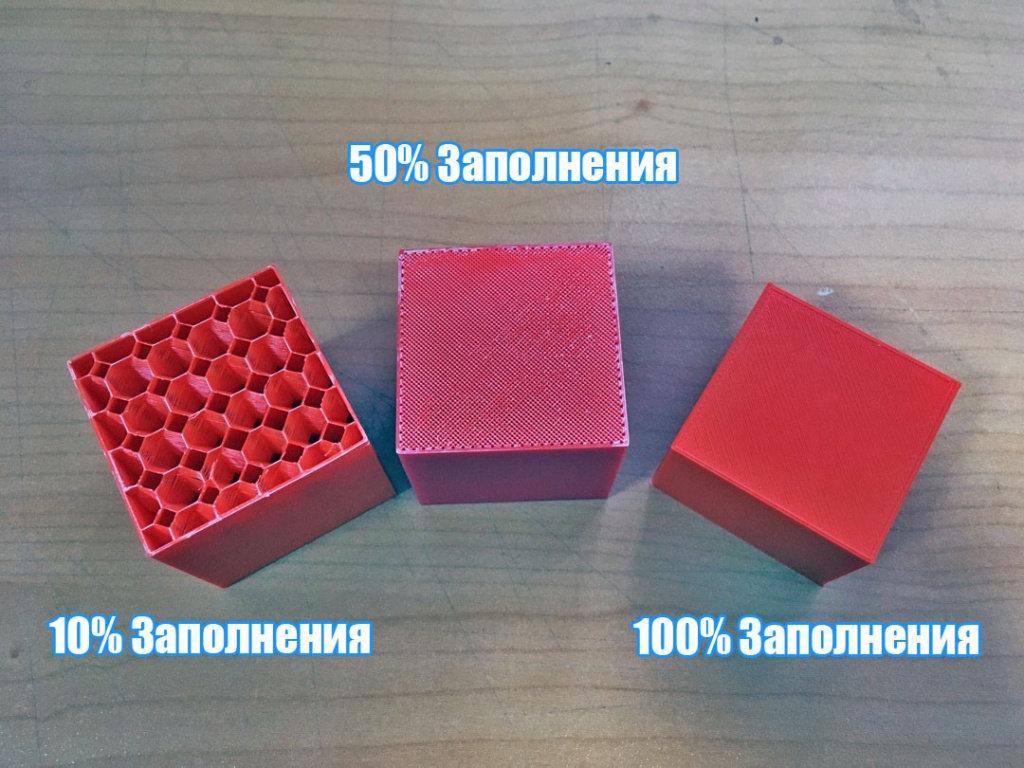
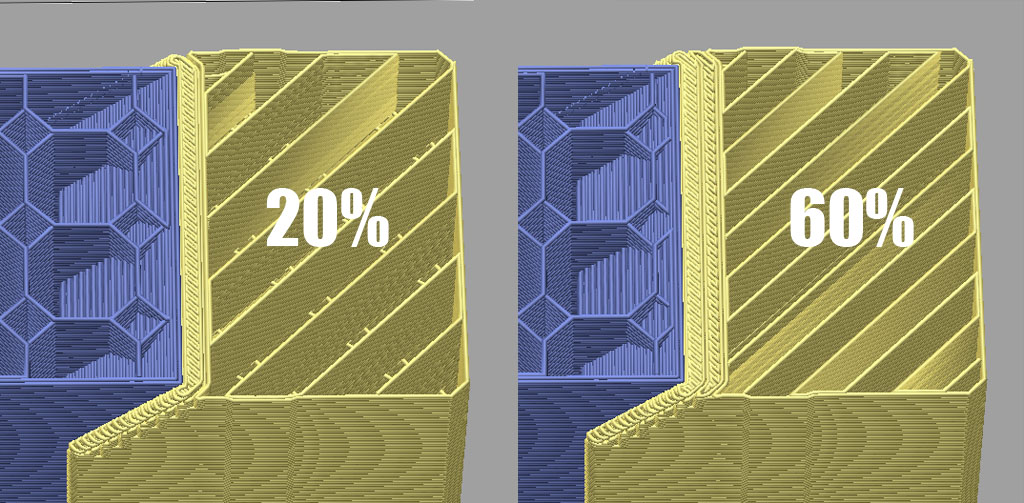
5) Плотность заполнения – или «infill» на английском. Отвечает за заполненность материалом внутренней полости изделия. От 0% (просто внешние стенки) до 100% (практически литое заполнение)
6) Поддержка, Подложка, вспомогательные опции – а вот этот раздел представляет для нас наибольший интерес в этой статье.
«Поддержка» — выстраивает структуры параллельно основной геометрии, которые не позволяют верхним слоям в случае их «нависания» над платформой, провиснуть и испортить поверхность. Если не выбрано иное, они будут печататься из-того же материала, что и основная модель.
*Примечание: если вы не активируете свой X Pro, или XL Pro, по умолчанию, слайсер отключит возможность использования второго сопла, и поддержка в любом случае будет напечатана из основного материала.
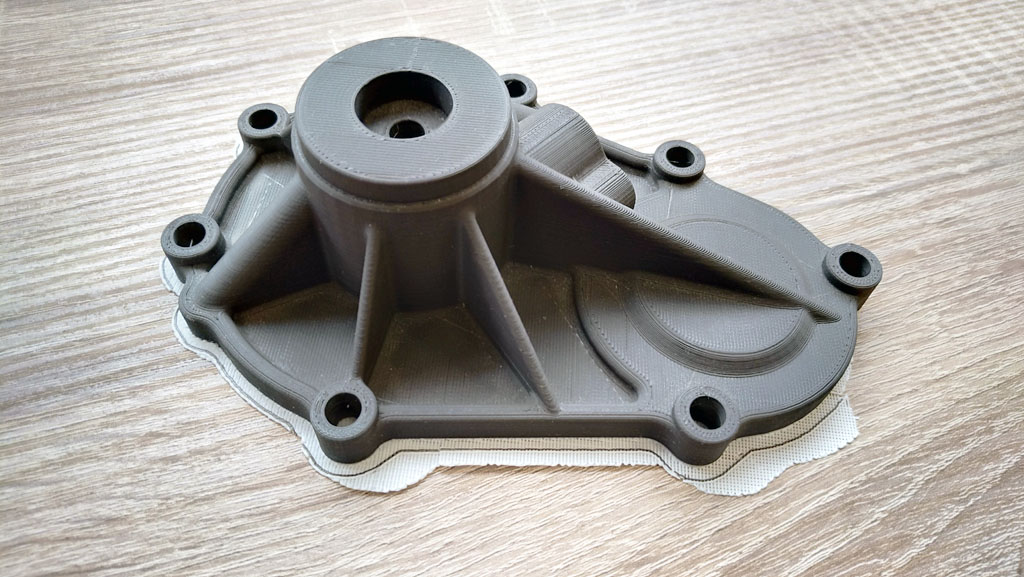
«Подложка» — разновидность опции позволяющая улучшить адгезию основной модели к столу. Применяется в тех случаях, когда поверхность соприкосновения модели к столу не достаточна, а верхние слои требуют большого количества поддержек. В этом случае все поддержки будут печататься на подложке и отделяться от стола вместе с ней.
При активации «Поддержки» слайсер предложит выбрать ее материал. Растворимый, или такой же как основной. Так же, здесь мы сможем указать активное сопло поддержки. То, которым эта структура будет напечатана.
Если выбрать параметр «Растворимая (поддержка)», откроются опции «Оптимизация» и «Усиленная».
Что представляют из себя опции «Оптимизация» и «Усиление» поддержки?
«Оптимизация», та самая «хитрая» функция, о которой мы говорили в начале. Эта функция позволяет экономить дорогой растворимый материал поддержки и комбинировать ее структуру.
То есть, «интерфейсные» слои, те, которые располагаются между самой поверхностью модели и структурами поддержки будут печататься из растворимого материала, а остальная часть, из основного. Это обеспечивает существенную экономию филамента, а иногда и повышает качество печати самих поддержек, благодаря чему в последствии их будет гораздо удобнее удалять. Особенно при использовании PVA пластика.
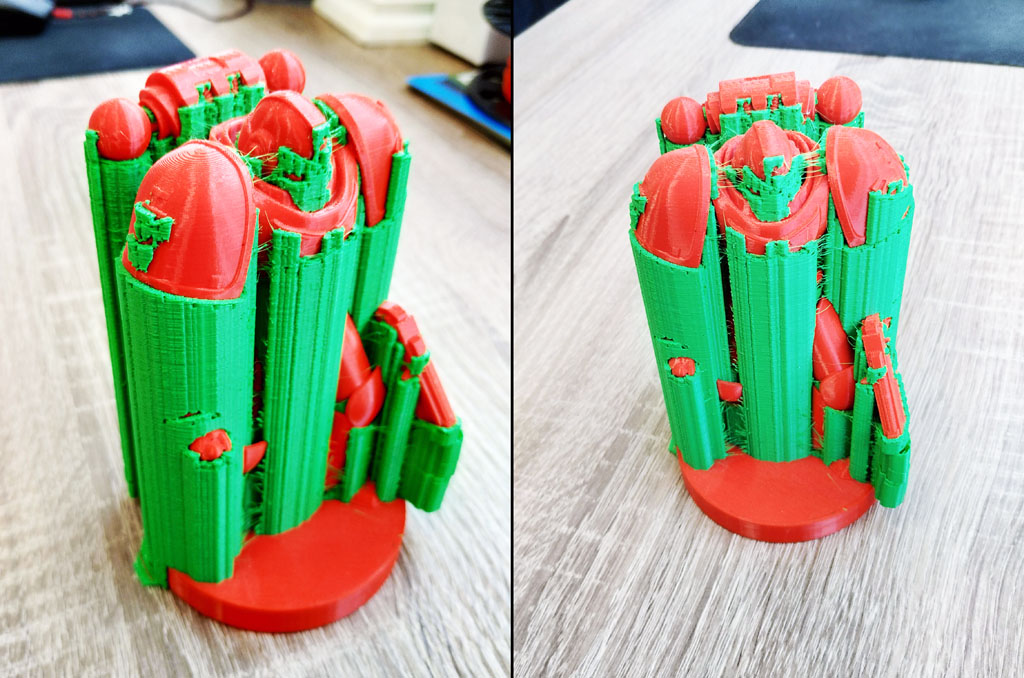
«Усиление», эта опция позволяет создать вокруг основной поддерживающий структуры дополнительную связующую стенку. Этот элемент позволяет усилить общую структуру поддержки и не дать слоям расползтись. Обязательно включайте эту галочку, если вы печатаете геометрию, например, в виде «грибка», когда основная часть структуры располагается сверху на высокой и тонкой колонне. При обычной поддержке тяжелые верхние слои могут провиснуть и испортить печать. Режим усиления, решает эту проблему.
Итак. Это первое окно дает нам выжимку основных параметров модели, которые необходимо учитывать при печати.
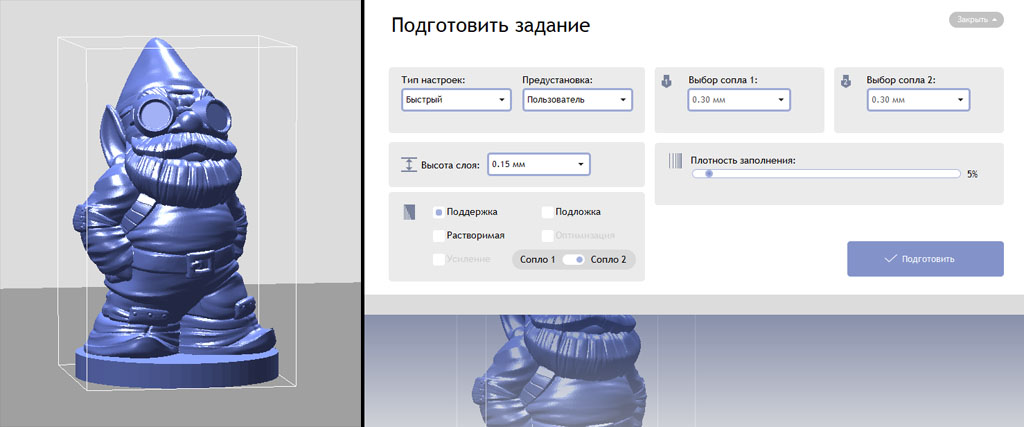
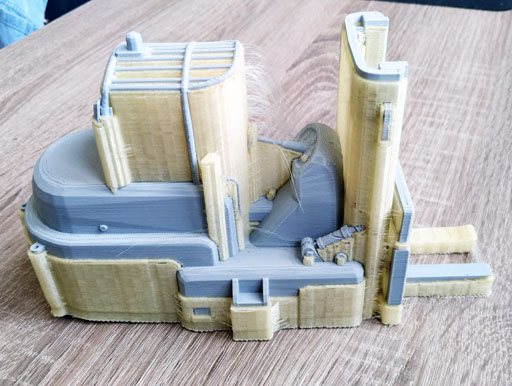
С их помощью мы можем регулировать толщину слоя, а значит гладкость внешней поверхности, выбирать преднастроенный профиль, регулировать степень заполнения модели, а также включать или выключать поддержки. Этих настроек хватит для какой-нибудь простой геометрии, например этого гномика.
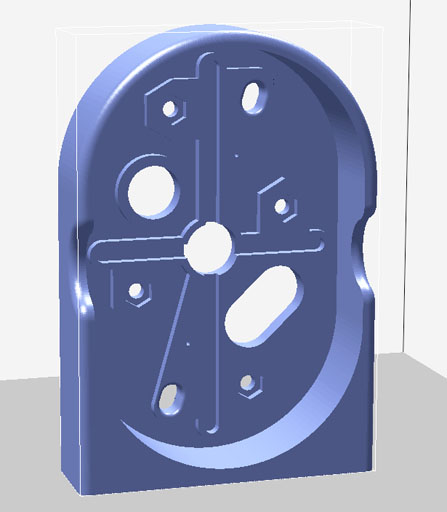
Но что делать, если нам необходимо напечатать сложный корпус технического устройства?
На помощь приходит расширенный выбор настроек и в нем все гораздо интереснее.
Расширенные настройки печати
После того, как во вкладке «Тип настроек», мы выберем выпадающее меню «расширенные», нам откроется следующее окно. Где синими рамками мы отметили опции, с которыми уже познакомились.
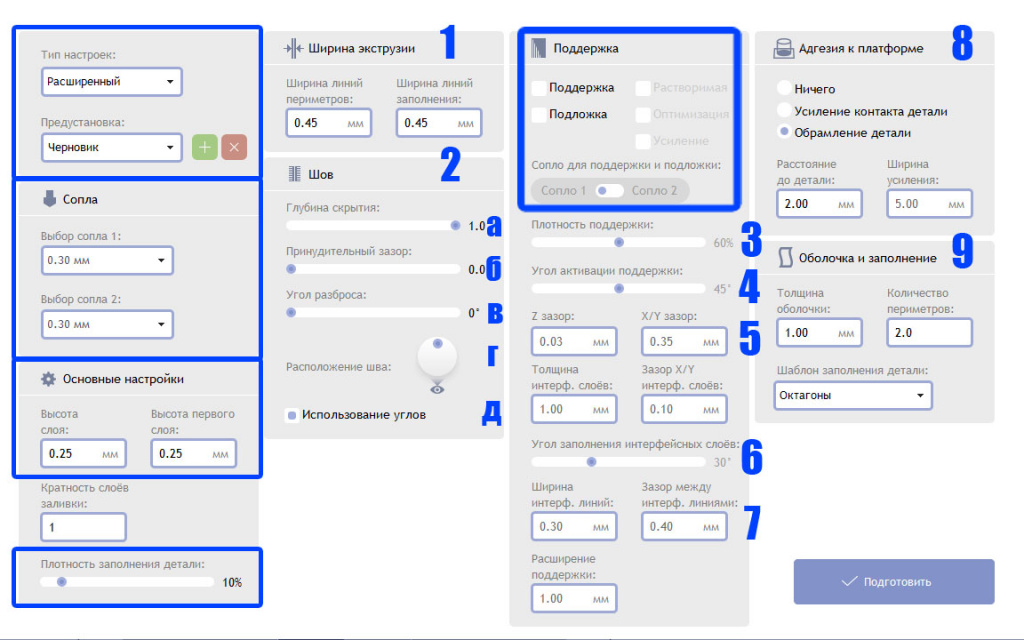
Разберемся по порядку, что из настроек добавилось и как мы можем их применить.
1) Ширина экструзии – «Ширина линий периметров» и «Ширина линий заполнения». Как мы можем догадаться, помимо толщины (высоты слоя) по вертикали, существует и параметр толщины по горизонтали. Именно этот параметр регулирует данная настройка.
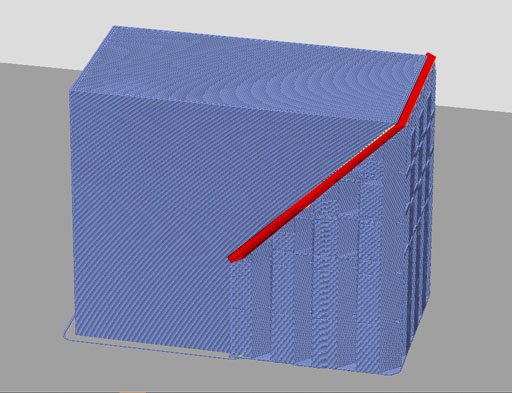
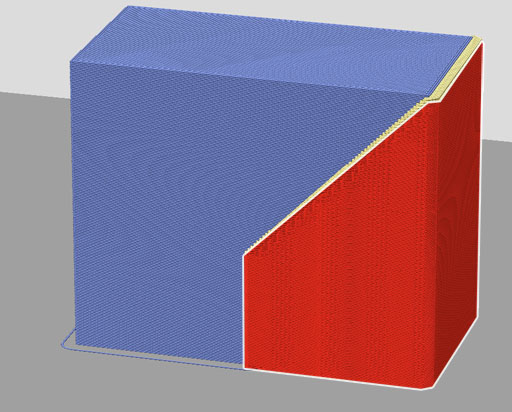
«Ширина линий периметров» — регулирует параметр ширины внешних границ модели, называемых периметрами. Эти элементы отвечают за прочность стенок вашего изделия и за то, насколько «крутые» углы принтер может печатать без включения функции «поддержек».
«Ширина линий заполнения» — как не трудно догадаться, отвечает за параметр ширины заполнения. Что позволяет регулировать прочность внутренней структуры и при необходимости сэкономить пластик.
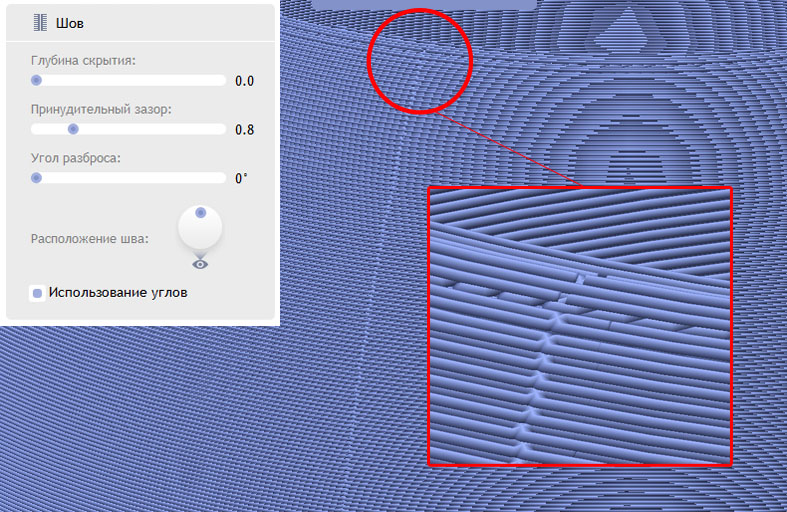
2) Шов – каждый периметр начинается в какой-то точке и в какой-то точке заканчивается. Эта точка называется «точка входа на периметр». На одном слое бывает одна или несколько точек входа на периметр, но как правило, она одна и располагается в том месте, где программа математически вычислила наиболее выгодную позицию.
Если мы посмотрим на много таких точек в проекции, то увидим, что на внешней поверхности изделия они образуют как бы «шов», если фигура с простой геометрией, например – обычный цилиндр. Это происходит потому, что длина периметров одинаковая и скорость их печати, соответственно тоже. Так вот данный параметр позволяет нам регулировать внешний вид этого «шва» и положение «точек входа на периметр» принудительно. Для этого существуют:
«Глубина скрытия» — регулирует, насколько будут утоплены в тело модели точки входа и выхода на периметр.
«Принудительный зазор» — регулирует расстояние между точками входа и выхода периметров.
«Угол разброса» — задает угол на модели, в рамках которого слайсер постарается скрыть шов.
Визуально мы можем разместить шов с помощью ползунка «расположение шва»
Параметр «использование углов», позволяет автоматически прятать точки входа на периметр в местах схождения линий под углом.
3) Плотность поддержки – как и заполнения (infill), у поддерживающих структур есть своя плотность. Чем плотнее поддержка – тем лучше она поддерживает верхние слои и тем стабильнее будет результат. Данный ползунок позволяет вручную регулировать этот параметр, чтобы подобрать оптимальное соотношение.
4) Угол активации поддержки – как мы упомянули ранее, некоторые наклоны геометрии относительно стола, принтер может печатать БЕЗ использования поддержек. Это зависит от применяемого материала, ширины экструзии и высоты слоя. Данным ползунком мы можем настроить угол, с которого слайсер начнет выстраивать автоматическую поддержку.
5) Зазоры поддержки, толщина и зазоры интерфейсного слоя – при использовании поддержек, возникает вопрос – как эффективно поддерживать геометрию и не оставлять на ней следов? Что делать, если поддержка пересекает в некоторых местах внешние периметры модели?
Чтобы поддержки не росли, в прямом смысле, из стенок нашего изделия, были придуманы структуры под названием «интерфейсный слой»
Данный слой, повторяет своей конфигурацией очертания нашего изделия, а дальше от него растет сама поддержка.
При этом мы можем регулировать расстояние между верхом интерфейсного слоя и первым слоем модели.
За это отвечает «Z зазор».
Можем регулировать расстояние от поддержки до вертикальной стенки модели сбоку – «X / Y зазор»
Так же, при необходимости мы можем регулировать саму толщину интерфейсного «срединного» слоя – параметр «Толщина интерфейсных слоев»
А также то, насколько сам интерфейс отстоит от стенок модели – «Зазор Х / У интерфейсных слоев»
6) Угол заполнения интерфейсных слоев – для того, чтобы наш интерфейс легче отходил от тела модели, мы можем выбрать направление и угол его линий, чтобы они не шли параллельно линиям первого слоя модели и не слипались с ними. Ползунок позволяет выбрать этот угол.
7) «Ширина интерфейсных линий»
Аналогично параметрам ширины линий периметров и заполнения, регулирует ширину линий интерфейса.
«Зазор между интерфейсными линиями»
Этим параметром вы можете регулировать зазор между витками внутреннего заполнения интерфейса. Применяется, если с отделением интерфейса от стенок модели есть затруднения.
«Расширение поддержки»
Позволяет расширить зону поддерживающего материала дальше от стенок модели. Требуется, для более простого отделения поддержек от самой модели.
 Адгезия к платформе – параметры позволяющие расширить область первого слоя и увеличить площадь соприкосновения с нагревательным столом. В этом меню доступны следующие опции:
Адгезия к платформе – параметры позволяющие расширить область первого слоя и увеличить площадь соприкосновения с нагревательным столом. В этом меню доступны следующие опции:
«Ничего» — на первом слое печатается только «тело модели», дополнительные элементы отсутствуют. При этом, с данным параметром вокруг модели рисуется так называемая «юбка» позволяющая оценить примерные габариты изделия и оценить ровность укладки первого слоя.
«Усиление контакта детали» — в английской терминологии «Brim», эта структура представляет из себя несколько раз повторяющийся внешний периметр объекта, сплавленный с ним намертво.
«Подложка» — рисует дополнительный слой заданной толщины и параметров, сверху которого строится сама 3д модель.
«Расстояние до детали» — регулирует зазор по X / Y от внешнего периметра модели до искомой структуры.
«Ширина усиления» — позволяет сделать больше или меньше слоев того самого «повтора внешнего периметра», или юбки.
9) Оболочка и заполнение – это последнее меню расширенных параметров слайсинга. Об этих параметрах следует рассказать подробнее.
Как мы уже выяснили, у каждой 3D-модели есть внешняя оболочка и внутреннее заполнение.
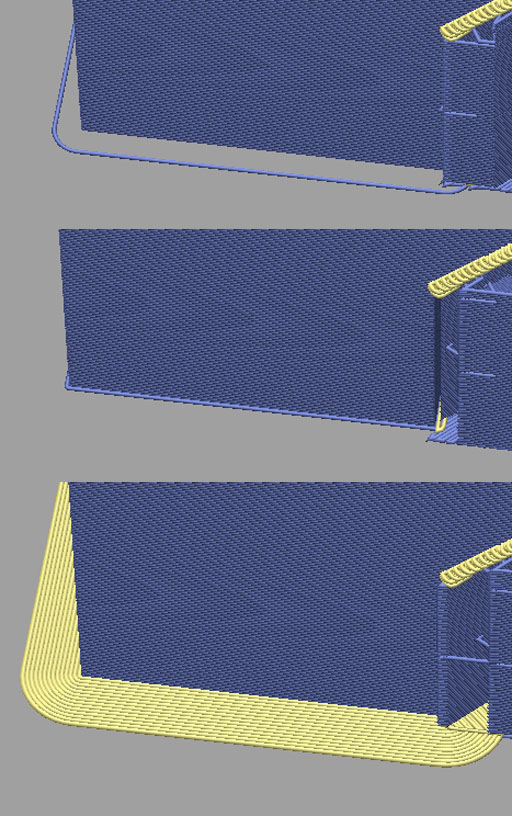
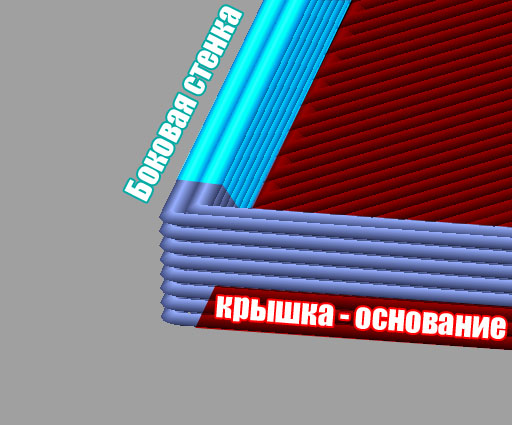
Внешняя оболочка модели, ее еще называют «скорлупа» делится на две части – верхняя и нижняя «крышки» и боковые стенки. Каждый из этих элементов формируется автоматически и следует своим заданным правилам.
*Например каждый из слоев «Крышки», (основание и верхняя часть изделия) всегда печатается в режиме заполнения 100%. В зависимости от количества этих слоев мы получим прочную или хрупкую «скорлупу» сверху и снизу модели.
Надо отметить, что, если в модели недостаточно заполнения или вы печатаете полый куб, верхних слоев, а значит и скорлупы нашей модели должно быть больше. Чтобы финальные слои не провисали вниз.
Параметр «Толщина оболочки» как раз-таки регулирует количество этих самых слоев «крышки» и измеряется в мм. При условно выбранной «высоте слоя»
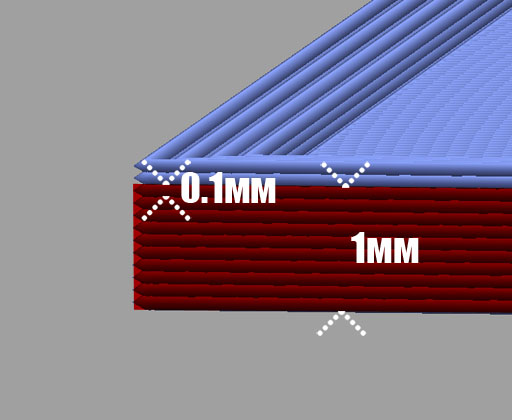
Например, если высота слоя 0.1мм, а толщина оболочки 1.мм, мы получим 10, 100% залитых слоев.
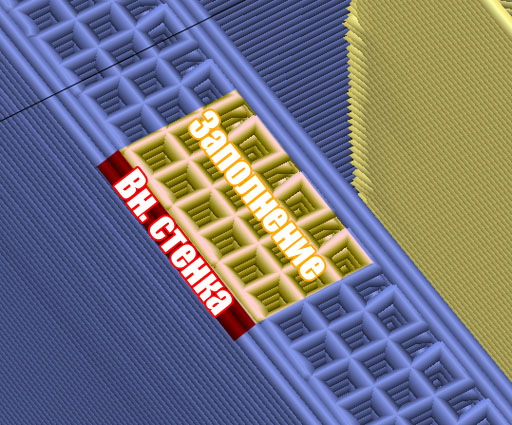
Так же как и у основания с «крышкой», боковые стенки имеют свою толщину, измеряемую количеством внешних и внутренних периметров.
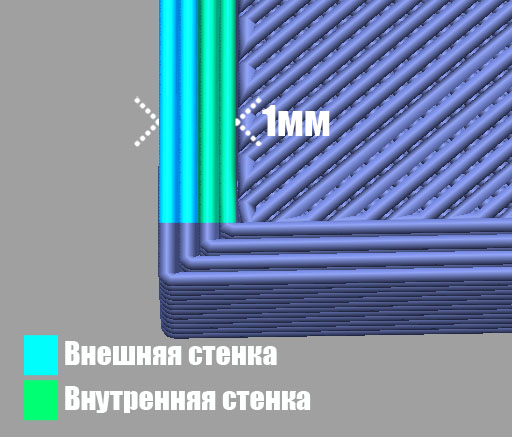
Параметр «Количество периметров» — соответственно регулирует толщину «скорлупы» по бокам. Небольшой хинт – если выставить дробное значение, можно добиться лучшей склейки внешней стенки и внутреннего заполнения.
Измеряется в количестве и зависит от «Ширины линий периметров» в меню «Ширина экструзии»
Например, если «ширина линий периметров» 0.45мм, то при толщине внешней боковой стенки в 2 периметра, мы получим стенку 0.9мм.*
В целом, толщина оболочки задается в мм и программа будет автоматически строить всю внешнюю оболочку (и боковые стенки включая крышку и основание) равной заданной толщине. Однако, как он это будет делать, зависит от второго параметра — количества периметров.
Например, мы выставляем толщину стенки 2,7 мм. При ширине экструзии 0,45 это 6 периметров.
Но если мы выставим параметр Количество периметров меньше 6, то программа все равно сделает стенку 2,7 мм но не периметрами, а штриховкой. Это увеличит время печати, однако в ряде случаев более предпочтительно.
*Примечание: Толщина (в плоскости) линий периметров должна быть кратна диаметру сопла или не быть тоньше примерно 50% от диаметра, или толще 150%.
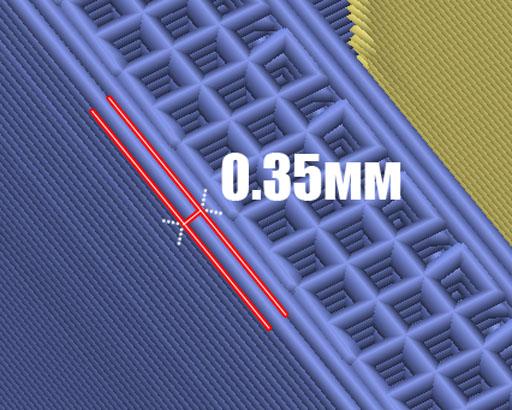
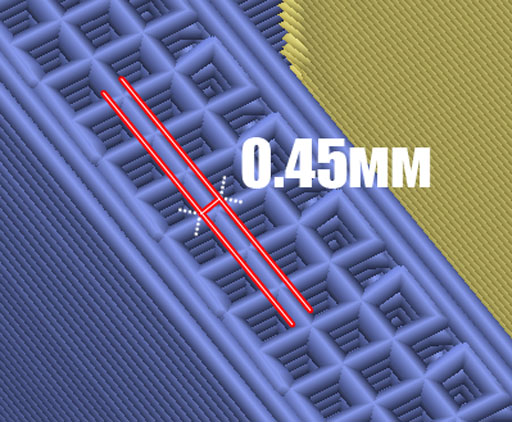
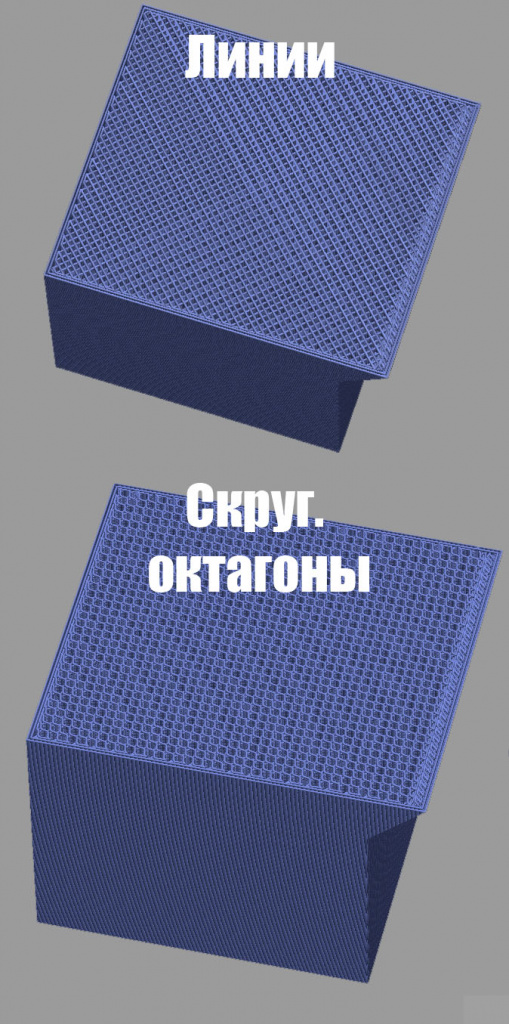
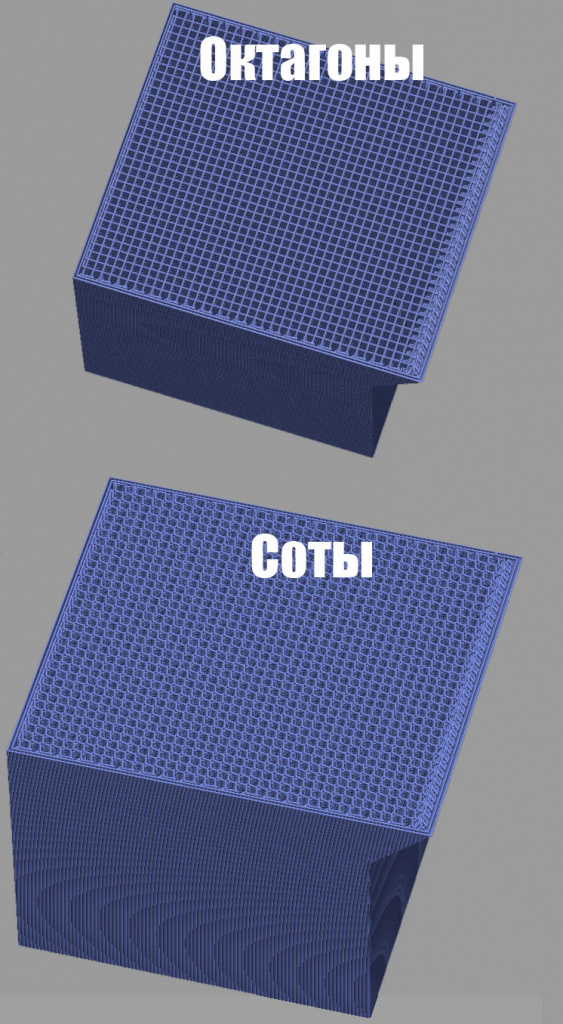
Параметр «Шаблон заполнения детали» — позволяет выбрать узор внутреннего заполнения.
Это Линии, Октагоны, Скруглённые октагоны, или Соты.
Выбор того или иного узора, зависит от геометрии изделия и требований к его прочности в связке с легкостью конструкции. Самым распространенным вариантом являются Линии. Однако они расходуют больше материала уступая в прочности. Различие узоров легко понять с помощью иллюстрации.
Выбор настроек печати, это ответственный этап процесса 3D-печати. В зависимости от его точности и скрупулёзности вы можете получить желаемый или не желаемый результат.
Как правило, большинство негативных эффектов и ошибок печати можно избежать именно на этом этапе.
Надеемся, наша статья позволит вам правильно оценить задачу и получить желаемый результат!
We use cookies to gather statistics
and make our products better
-
В начало: Оглавление
-
Активация и первый запуск
-
Загрузка и расположение моделей
-
Настройка задания для печати (Базовый режим)
-
Подключение принтера к ПК
-
Удаленный запуск печати
-
Создание и загрузка профиля материала
-
Настройка двухцветной печати
-
Настройка задания в расширенном режиме
-
Настройка задания в профессиональном режиме
5 steps to activate Polygon X to get started
Downloadable model formats, orientation, size, and count on the platform
Принципы подготовки модели к печати в базовом режиме с минимальным набором настроек
Сетевое подключение через Ethernet. Добавление принтеров и мониторинг
Создание принтлистов и отправка на печать
Параметры профилей, облачная база, создание и загрузка нового профиля
Настройка сборной модели для печати двумя материалами (для Designer X PRO и Designer XL PRO)
Описание параметров расширенного режима подготовки задания
Описание параметров профессионального режима подготовки задания
POLYGON X
ACTIVATION AND FIRST START
To activate Polygon X, connect the device to the Internet. If there is no connection to the Internet, follow the instructions for offline activation.
- When you first start Polygon X, a login window appears, so that you can log in using your login and password or register. Select «Register».
- Enter your details in the appeared registration form «Personal data». Pay special attention to entering your email address correctly. Login details will be sent to the e-mail address you provide. Click «Continue».
- When «Professional Interests» section appears, select field, legal status and name of a company (if applicable). Click «Continue».
- In the «3D Printer Settings» section, select the printer models which you use. Click «Register».
- A verification code will be sent to the email address provided earlier. Enter it to complete the registration and click «Confirm».
Now you have a personal account. Your login details are sent to your email — you can use them on any PC with Internet access.
POLYGON X
UPLOADING AND POSITIONING THE MODEL
To get started, you need a 3D model in one of the formats: .stl, .obj, .3ds or .amf. Upload the model to Polygon X. There exist several ways to upload the model:
- Select «File > Open…» from the menu bar.
- Click the «+» button in the top right-hand corner.
- Hold down the left mouse button and drag the model file from its directory to the Polygon X window
- Use the keyboard shortcut Ctrl + O.
When a model is uploaded, it is displayed in the XYZ coordinate system. The dimensions of the space for your 3D model in Polygon X corresponds with the actual dimensions of the print area of your printer.
To view your model from different viewpoints, hold down the left mouse button.
You can use the scroll wheel to zoom in and out.
You can also change the orientation relative to the print area by holding down Shift + left mouse button.
If you hold down the right mouse button, you can move the model in the XY plane.
You can change the left and right mouse button functions in the menu bar Settings > Configuration and Network > Application > Interface configuration.
Select a printer model, which you are going to prepare a print task for, from the list in the top left-hand corner.
Before you start preparing a print task, you can set the size of the model, the number of copies, rotate the model or center it on the platform. You can also apply auto positioning function if there are several models.
If multiple models are uploaded, select the one you need from the list of models on the right. Changes to the size, position, as well as duplicating are applied only to the selected model.
-
Change the model dimensions
Allows you to scale the model both uniformly and along each axis separately. You can enter the desired dimensions of the model in mm or apply a multiplier with an accuracy of 0.0001 to make amendments in consideration of plastic shrinkage.
-
Rotate the model
Allows you to rotate the model in any of the coordinates. Rotate the model with taking its geometry into consideration — try to position the model with its largest plane towards the platform if the model has a flat surface.
-
Create copies (Ctrl + D copies once)
Creates copies of the selected model. The maximum number of copies at a time is 999. The key combination Ctrl+D creates one copy of the model and automatically positions it on the platform.
-
Mirror the model along selected axis
Allows you to mirror the model about the selected axis.
-
Move to the center
Moves the selected model to the center of the platform.
-
Auto-placement (Ctrl + R)
Automatically positions all the added models. Applied to all models regardless of the selected ones.
Designer X PRO and Designer XL PRO are dual-nozzle printers, it provides for an option to choose which nozzle to use to print the model or the surface of the model. To do so, click on the desired nozzle opposite the name of the model in the list. Models to be printed with nozzle 1 are displayed in blue, and those to be printed with nozzle 2 are displayed in yellow.
To save all settings applied to a model or to models without preparing a print task, you can save all the models on the platform. To do so, click «Save». At the same time, after you save models on the platform in STL format (by default), all the models merge, and the print task for nozzles will be reset. To save all models separately and without resetting print tasks, select the AMF file type when you save.
POLYGON X
PRINT TASK CONFIGURATION IN BASIC SETTINGS MODE
When the models are uploaded, you can start preparing the print task. To do so, select «Configure» in the lower right-hand corner of the screen. Make sure Basic Settings mode is selected.
The basic settings mode is suitable for most tasks. In this mode you need to select only the key parameters to set up a print task, the rest are calculated by automatic algorithms of the program.
Make sure the nozzle diameters correspond with those installed in the printer. By default, Designer X and Designer X PRO printers have nozzles with a nozzle hole diameter 0.3 mm, while Designer XL and Designer XL PRO printers — 0.5 mm.
Set up detalization according to your preference. If you move a slider, you change layer height. The higher the detalization, the lower is layer height and the longer it will take to print a model, and vice versa — low detalization means greater layer height and less printing time. The allowable detalization range depends on the selected nozzle diameter.
Choose between the two auto setting options: «Durable» or «Prototype».
If the product is subject to physical loads, apply «Durable» mode. For all other cases, «Prototype» mode is suitable. Besides durability of the product, the setting affects printing time — printing a durable part will take longer than printing a prototype.
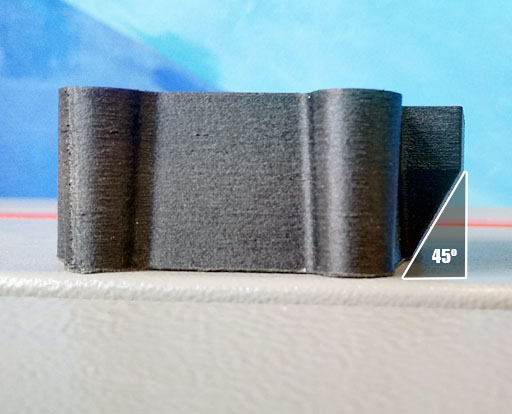
Enable building support if needed. We recommend enabling printing support if models have overhanging areas that are more than 45° from vertical.
For dual-nozzle printers Designer X PRO and Designer XL PRO, an option to choose a type of support is available. Choose one of the options from the list:
- Easy-to-separate are printed with some indentation from the model for better removal. It can be printed with a material loaded into the left (or single) nozzle, or with a material loaded into the right nozzle;
- Soluble are for printing with dissolvable material (such as PLA or HIPS) which is loaded into the right nozzle. This support adheres properly to the model and provides a high quality of the surface;
- Optimized allow to save material used to print support and to maintain high quality of the surface. The support base will be printed with the left nozzle, and the layers adjacent to the model are printed with the right nozzle, which should be loaded with a dissolvable material.

Click «Prepare to print» button. It starts the process of preparing a print task.
The result of the process is the model which is displayed in lines – which are the trajectories of the nozzle movements during printing. Trajectory types can be viewed separately by switching them in Preview mode.
n a print task review mode, you can also view each layer, set a pause on a specific layer, save or add a task to the database for remote printing.
Click «Save as…», save the file to USB flash drive to print.
POLYGON X
CONNECTING THE PRINTER TO PC
To connect the printer to a PC over a network, plug an Ethernet cable into the ethernet port of the 3D printer and plug it into an appropriate port on the PC or router.
Your PC and your printer must be on the same local network.

Then follow the step by step instructions:
1. Enable «DHCP» option on the printer menu «Settings > Network Settings» to allocate the IP address automatically, or set the IP address manually. If DHCP is active, an IP address will be obtained within 2-5 minutes.
2. Select «Network» tab from Polygon X menu bar «Settings > Configuration and Network». Click «Refrash». Polygon X displays a list of all 3D printers connected to this subnet.
3. Set the marker opposite the 3D printers you use. Click «Close».
Your printer is connected. You can monitor the status of connected 3D printers and start printing from Polygon X.
When your printer is on a network, it requires a USB flash drive to be installed into it.
POLYGON X
STARTING A REMOTE PRINT
The card of each connected printer depicts: the status of a printer, the remaining printing time, temperatures, selected material profiles and nozzle diameters.
The display of information in the cards can be switched on the left. There are 3 display options in total: show info, show tasks in active printlist, show printlists.
Printlist is a list of tasks in the print queue. It can include up to 20 different tasks, while a number of repetitions of each task can be unstricted (except for the basic printlist).
Make sure your printer is connected to the PC and follow the step by step instructions to start a remote printing:
1. Add one or more tasks to the base by clicking «Save for network» after the task is generated in the «Task review» tab.
2. Switch to «Network» tab. Create a printlist of print tasks using those added to the base — select them and right-click > «Create a printlist». If there are several files, hold down the Ctrl key while selecting.
3. Make sure the USB flash drive is installed in the printer. Upload the printlist into the printer by dragging it onto the printer card with the mouse. Wait for the uploading to complete.
If you place the cursor on a task in the printlist, brief information about its settings, date of creation, file size and its visualization is displayed.
4. Make sure your printer is ready to print: the model has been removed from the glass after the previous print, there are no foreign objects in the printer. Apply special adhesive to the glass platform and press «Ready to print» item of the printer menu.
5. Verify that the selected material profile corresponds to the loaded filament and press «Start printing». The nozzle and the platform heat up to the operating temperature fixed in selected material profile. The printer starts automatic calibration of the workspace coordinates and then starts printing the model.
The speed mode settings are the same as for the previous print. To change the speed mode, select «Change print settings > Change speed mode» from the printer menu.
Progress meter which indicates the progress of the current print and provides printer status information appear in its card in the tab «Network».
POLYGON X
CREATING AND UPLOADING A MATERIAL PROFILE
Material profile is a set of parameters for working with the material. It is stored in your printer memory and includes nozzle and platform temperatures, flow rate, as well as efficiency of fans during operation. A comprehensive list of profile settings is available on the Polygon X menu «Settings > Material profiles».
A print task which is prepared in Polygon X describes only the geometric parameters of a future model without material and printing speed considerations. Material settings as well as printing speed are selected before printing. Therefore, the same task can be printed using various speed settings and various filaments.
The basic set of profiles is stored in a printer memory and Polygon X. Each profile has been pre-tested by our printing engineers. When you upgrade Polygon X software or your printer firmware, the list of basic profiles can be changed.
You cannot delete or modify basic material profiles.
If a material profile you require is not available in the list of basic profiles, check its availability in the Profiles list or PICASO 3D Cloud Base: select «Filament > Profiles > Cloud profile base» from the Polygon X menu. Select a profile you require from the list and press «Add to My Profiles».
If your printer is connected to a PC, you can download profiles from the cloud base: select «Filament > Profiles > Cloud profile base» from the printer menu. To access the base, data exchange must be enabled in the printer menu (Settings > Network settings > Cloud connection > Data exchange).
To create your own material profile and download it to your printer, go to «My Profiles». Right click on any material profile in the list and select «Create New Profile». Enter the name of the profile and set its parameters in accordance with the recommendations by the material manufacturer. Click «Save changes». The new profile appears in the list.
Right click on the created profile and select «Save as…». You can also use the key combination Ctrl + S to save the new profile. Save the profile file to a USB flash drive.
Insert a USB flash drive into the printer and select «Filament > Profiles > Import Profile» from the printer menu. Save the new profile to the printer’s memory by selecting the desired .ppf file from the list. Now you can use your material profile when you print.
POLYGON X
SETTING UP TWO-COLOR PRINTING
You can print your model with two colors if you use Designer X PRO and Designer XL PRO. To do so, the original model must consist of several parts and be saved as an assembly in the program she was created in.
To set up printing with two colors in Polygon X, follow the step-by-step instructions:
1. Make sure the Designer X PRO or Designer XL PRO is selected. Upload all assembly files into Polygon X.
2. Click the nozzle icon next to the model name in the list to choose a nozzle to print each model. Models selected for printing by the first nozzle are displayed in blue, for the second nozzle — in yellow.
3. Hold down the left mouse button and drag one model over another in the list to merge them. To merge all the models in the list: first press Ctrl + A key combination to select all the models in the list, then right click the selected models and select «Merge» or press the Ctrl + M key combination.
4. The model for printing with two colors is prepared. Now set up the print task and start printing.
When you start printing with two colours, use one and the same type of filament, for example: PLA + PLA in consideration of compatibility of physicochemical properties of different filaments responsible for adhesion and shrinkage.
POLYGON X
PRINT TASK CONFIGURATION IN EXTENDED SETTINGS MODE
In Extended mode, you can not only apply the automatic calculation of parameters, but also change the basic print settings. It allows you to be more flexible when you configure the task compared to the Basic settings mode. At the same time, a number of parameters is much less than in Professional mode, which simplifies the process of configuring a print task.
To switch to extended settings mode, select Settings mode: Extended in the task configuration window.
In the settings window, all parameters are divided into blocks: Resolution, Infill, Seam, Shell, Adhesion and Support.
Make sure the nozzle diameters correspond with those installed in the printer. By default, Designer X and Designer X PRO printers have nozzles with a nozzle hole diameter 0.3 mm, while Designer XL and Designer XL PRO printers — 0.5 mm.
Presets can be used in this mode. A preset is a saved set of settings that you can download and upload into Polygon X to prepare tasks with the same settings.
To save a preset, click on the button next to the User Preset list and select «Create preset». Enter the name of the new preset and press Enter.
Now you can select the created preset from the list on the left. To return the default settings, set a position of Detalization at any point. The program offers to restore the default settings in accordance with the selected detalization. Click «Yes».
Configuring a task in Extended settings mode allows you to set specific values for some parameters for different models on the platform. To do so, select the desired model from the list in the lower left-hand corner. Some of the parameters will become unhighlighted – changes to these parameters are applied only to all models on the platform simultaneously. You can change other parameters for each model separately. Parameters that are configured differently for several models are marked «Mixed» when you view the settings for all models on the platform, or are marked in a special way (concerns nozzle switches, checkboxes and seam direction).
A preset cannot be saved with mixed settings.
Layer height is the height of each layer of the printed model in millimeters. Adjust the layer height according to your needs: the higher a layer is, the less time it takes to print it, but the detailization is lower. The lower a layer is, the higher the detalization is, but it takes longer to print it.
Set the layer height so that it is less than the nozzle diameter. Layer height which is more than or equals to the nozzle diameter has negative impact on durability and causes delamination of the printed model.
When parameters are calculated automatically, the relationship of layer height, nozzle diameter and line thickness is provided for. Pay attention to all values when you change one of the parameters separately or apply automatic calculation of parameters by changing the position of «Detalization» slider.
First layer — the first layer height in millimeters. When the first layer is higher than the subsequent layers, unevenness of the glass platform is smoothed and it provides for better adhesion (sticking) of the model to the platform. The recommended height of the first layer is 0.2 mm or more.
Line width is the thickness of one line to print the infill of the model. Adjust the line width so that it corresponds to the diameter of the installed nozzle and the selected layer height. The optimal line width is calculated automatically when the nozzle diameter and detalization are selected. It is not recommended to set the line width value, which is less than the nozzle diameter or more than two nozzle diameters.
Density defines the amount of plastic used on the inside of the print in % when you increase or decrease the distance between the infill lines. A higher infill density means a stronger object but requires longer time and greater amount of filement.
Pattern — the pattern of the printed infill structure.
Рисунок заполнения — рисунок, которым будет выполняться внутреннее заполнение.
2D рисунки не изменяются от слоя к слою и подходят для печати прототипов.
3D рисунки изменяются от слоя к слою и подходят для равномерного распределения нагрузок по модели.
В расширенном режиме настроек линии заполнения по умолчанию не прерываются, соединяясь между собой
вдоль внутреннего периметра модели, если это возможно.
- Линии (2D) — заполняет внутреннее пространство модели диагональными линиями.
- Сетка (2D) — заполняет внутреннее пространство модели сеткой.
- Треугольники (2D) — заполняет внутреннее пространство модели треугольниками.
- Тригексагоны (2D) — заполняет внутреннее пространство модели тригексагонами.
- Зиг-заг (2D) — заполняет внутреннее пространство модели линиями, соединенными между собой вдоль внутреннего периметра модели.
- Кресты (2D) — заполняет внутреннее пространство модели крестами. Этот рисунок заполнения более художественный и может подойти для съемки процесса печати. Также, такой рисунок может быть применим для изделий, печатаемых из эластичного материала, поскольку с таким рисунком гибкие изделия будут иметь различную эластичность вдоль и поперек изделия.
- Обычные соты (2D) — заполняет внутреннее пространство модели сотами. В этом рисунке соты соединяются между собой одинаково от слоя к слою.
- Прочные соты (2D) — заполняет внутреннее пространство модели сотами. В этом рисунке соты соединяются между собой по-разному, от слоя к слою изменяя направление линий заполнения.
- Кубический (3D) — заполняет внутреннее пространство модели кубами.
- Кубический с градиентом (3D) — заполняет внутреннее пространство модели кубами с изменением плотности, если это позволяют размеры модели. К центру модели размер кубов увеличивается, а ближе к оболочке модели уменьшается. Такой вариант заполнения может равномерно распределить нагрузку, при этом сокращает расход материала и время печати.
- Откаэдры (3D) — заполняет внутреннее пространство модели октаэдрами.
- Кубический со смещением (3D) — заполняет внутреннее пространство модели кубами со смещением.
- Концентрический (3D) — заполняет внутреннее пространство модели линиями, повторяющими контур модели. Самый прочный вариант внутреннего заполнения при 100% плотности. Также, такой рисунок может подойти для изделий, напечатанных из эластичного материала.
- Кресты (3D) — заполняет внутреннее пространство модели объемными крестами. Этот рисунок заполнения более художественный и может подойти для съемки процесса печати.
- Гироид (3D) — заполняет внутреннее пространство модели волнообразными линиями, изменяющимися от слоя к слою. Этот рисунок заполнения более художественный и может подойти для съемки процесса печати.
- Молниевидный (3D) — самый экономичный и быстрый шаблон с автоматической плотностью, которая изменяется в зависимости от геометрии модели. При невысокой прочности модели, такой шаблон укрепляет верхнюю оболочку модели, не давая ей провиснуть.
Кратность слоёв — множитель высоты слоя для печати заполнения. При этом, кратность определяет частоту печати слоев заполнения.
1 — заполнение печатается такой же высотой слоя, как и периметры, без пропуска слоёв;
2 — заполнение печатается вдвое большей высотой слоя, раз в 2 слоя печати периметров;
и т.д.
Увеличение кратности слоев сократит время печати, но также может снизить и прочность изделия. Используйте увеличение кратности слоев только с 2D рисунками заполнения, которые не изменяются от слоя к слою. При кратности слоев более 1 совместно с 3D рисунками заполнения значительно снизится прочность.
Пересечение с периметрами — величина нахлеста линий заполнения на внутренний периметр. Небольшой нахлест увеличивает прочность соединения периметров с заполнением. Значение устанавливается в виде процента от ширины этого периметра.
Тип шва определяет алгоритм для его построения. Есть несколько типов шва:
Количество периметров — количество стенок (периметров), образующих контур модели. При дробном значении количество будет чередоваться на каждом слое.
Ширина линии периметров — ширина одной линии внешних стенок (периметров). Настраивайте ширину линии в зависимости от диаметра установленного сопла и выбранной высоты слоя. Оптимальное значение ширины линии будет установлено при авторасчете после выбора диаметра сопла и детализации. Не рекомендуется устанавливать ширину линии меньше диаметра сопла или больше двух диаметров сопел.
Ширина линии периметров — ширина одной линии внешних стенок (периметров). Настраивайте ширину линии в зависимости от диаметра установленного сопла и выбранной высоты слоя. Оптимальное значение ширины линии будет установлено при авторасчете после выбора диаметра сопла и детализации. Не рекомендуется устанавливать ширину линии меньше диаметра сопла или больше двух диаметров сопел.
Порядок печати периметров — задает очередность печати линий периметров. Есть несколько вариантов порядка печати:
Стандартный
Порядок печати, при котором сперва будет напечатан периметр перед внешним, затем внешний, затем все внутренние. Такой порядок позволяет добиться лучшего качества поверхности в большинстве случаев.
Снаружи внутрь
Порядок печати, при котором внешние периметры будут печататься снаружи внутрь, начиная с внешнего периметра. Используйте такой порядок печати периметров на моделях с преимущественно положительным уклоном и низким процентом внутреннего заполнения для получения лучшей поверхности.
Изнутри наружу
Порядок печати, при котором слои будут печататься изнутри наружу, начиная с внутреннего периметра. Используйте такой порядок печати периметров на моделях с преимущественно отрицательным уклоном для получения лучшей поверхности.
Количеств верхних слоев — количество слоев сверху модели, которые будут иметь плотность 100%. Эти слои включают основу, необходимую для верхней поверхности изделия и саму верхнюю поверхность.
Количество нижних слоев — количество слоев снизу модели, которые будут иметь плотность 100%. Эти слои нужны для построения основы изделия.
Ширина линии верх/нижн слоев — ширина одной линии верхних и нижних слоев. Настраивайте ширину линии в зависимости от диаметра установленного сопла и выбранной высоты слоя. Оптимальное значение ширины линии будет установлено при авторасчете после выбора диаметра сопла и детализации. Не рекомендуется устанавливать ширину линии меньше диаметра сопла или больше двух диаметров сопел.
Рисунок заливки — рисунок, которым будет выполняться заливка верхних и нижних слоев.
- Линии — тип рисунка, при котором заливка верхних и нижних слоев будет выполняться множеством линий. Каждая линия будет начинаться от внутреннего периметра и заканчиваться во внутреннем периметре модели. При этом линии печатаются по отдельности, то есть с небольшим прерыванием.
- Контур — тип рисунка, при котором заливка верхних и нижних слоев будет выполняться концентрически повторяя контур модели. Такой тип рисунка может подойти для концентрических моделей с ровной верхней поверхностью.
- Зиг-заг — тип рисунка, при котором заливка верхних и нижних слоев будет выполняться непрерывными линиями, образующими зиг-заг. Такой тип рисунка похож на “Линии”, но печатается быстрее за счет непрерывности линий.
Обратите внимание, что при выборе рисунка заливки «Контур» — на верхней поверхности модели, также как и сбоку, образуется шов, а при выборе рисунка заливки «Зиг-заг» на моделях с несплошной поверхностью на верхнем слое могут образовываться полосы из-за нахлеста линий заливки. В случае с такими моделями лучше выбирать рисунок заливки «Линии».
Маркер рядом с названием блока включает и выключает дополнительные средства для повышения адгезии (прилипания) первого слоя к платформе. Для двусопельных моделей принтеров Designer X PRO и Designer XL PRO доступен выбор сопла для печати типов адгезии.
Обрамление — очертание первого слоя на некотором расстоянии от модели. Позволяет визуально проконтролировать и отрегулировать (если необходимо) прижим сопла до начала печати самой модели. Кроме того, во время печати обрамления устанавливается рабочее давление в канале подачи.
Ширина линии позволяет изменить ширину одной линии при печати обрамления.
Отступ от модели позволяет изменить расстояние между линией обрамления и моделью в горизонтальной плоскости.
Усиление контакта (брим) — расширение габарита первого слоя в плоскости XY. Усиление контакта подойдет для печати объектов с малой площадью нижней поверхности или при печати материалами со слабой адгезией (PETG, PA, эластичные материалы).
Ширина линии позволяет изменить ширину одной линии при печати усиления контакта.
Ширина усиления позволяет изменить ширину усиления. Первый слой модели будет расширен относительно изначального габарита на заданную дистанцию в миллиметрах.
Строить только наружу — запретить использование усиления контакта внутрь замкнутых контуров (например, для цилиндрических моделей).
Подложка — 4 дополнительных слоя перед началом печати модели. Позволяет соблюсти точность модели по высоте и получить неглянцевую поверхность первого слоя.
Ширина линии позволяет изменить ширину одной линии при печати подложки.
XY расширение позволяет изменить расстояние, на которое подложка будет расширена относительно габаритов модели.
Z-зазор позволяет изменить расстояние между подложкой и моделью по вертикали. Это нужно для отделяемости подложки от модели без ухудшения качества поверхности. Если подложка выполняется из растворимого материала, используйте нулевое значение.
Z-компенсация позволяет изменить расстояние, на которое второй слой модели будет вдавлен в первый для компенсации ненулевого Z-зазора. Все последующие слои будут также смещены вниз на это расстояние.
Поддержка — это опорная конструкция для нависающих элементов модели. На нее будет опираться пластик для построения модели.
Используйте поддержку, если у моделей есть нависающие области с наклоном больше 45° от вертикали.
Маркер рядом с названием блока Поддержка включает и выключает поддержку. Для двусопельных моделей принтеров Designer X PRO и Designer XL PRO доступен выбор сопла для печати поддержки. Это позволяет печатать поддержки из растворимого материала.
- Отделяемая поддержка печатается с некоторым отступом от модели для лучшего отделения. Она может быть напечатана материалом, заправленным в левое (или единственное) сопло, так и из материала, заправленного в правое сопло;
- Растворимая поддержка предназначена для печати растворимым материалом (например, PVA или HIPS), заправленным в правое сопло. Такая поддержка вплотную прилегает к модели и обеспечивает высокое качество поверхности;
- Оптимизированная поддержка позволяет экономить материал поддержки, сохраняя при этом высокое качество поверхности. Основа поддержки будет напечатана из левого сопла, а прилегающие к модели слои — из правого, куда следует заправить растворимый материал.
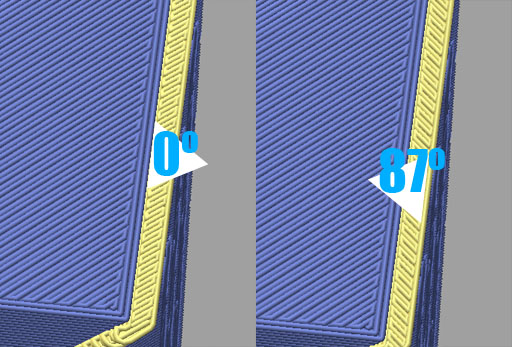
Угол активации — минимальный угол нависания, для которого будет построена поддержка. Чем меньше указанный угол, тем больше поддержек будет построено, и наоборот — чем больше угол, тем меньше поддержек. При угле 0° поддержка будет построена под любыми нависаниями, а при 90° поддержка строиться не будет.
Ширина линии — определяет ширину одной линии для печати опорной части (тела) поддержки.
Периметров — количество периметров (стенок) опорной части (тела) поддержки. Добавление периметра увеличит прочность поддержки, но также увеличивает время печати и расход материала.
Используйте периметры в случае с PVA материалом или тонкими элементами поддержки, которые могут упасть в процессе печати. Это укрепит опору для модели.
Обратите внимание: при увеличении количества периметров поддержку удалить сложнее.
Z-зазор — расстояние между моделью и поддержкой по вертикали. Z-зазор нужен для отделяемости поддержки и сохранения качества поверхности модели. Если поддержка печатается из растворимого материала, используйте нулевое значение — такой вариант сохранит наилучшее качество поверхности. Для механического удаления поддержек следует немного увеличить Z-зазор для улучшения ее отделяемости от модели.
XY-зазор — расстояние между поддержкой и моделью по горизонтали. XY-зазор нужен для отделяемости поддержки в местах, где поддержка может быть построена вплотную к стенкам модели.
В случае конфликта установленных значений Z-зазора и XY-зазора — приоритет сохранения зазора будет у Z-зазора.
XY-расширение — позволяет установить расстояние, на которое поддержка будет расширена относительно габаритов модели по горизонтали. Ненулевое значение облегчит отделение поддержки, но увеличит время печати и расход материала.
Ширина интерф. линий — ширина одной линии для печати интерфейсных слоев. Интерфейсные слои поддержки — это верхние слои тела поддержки. От их настройки зависит качество поверхности модели и отделяемость поддержки.
Настраивайте ширину линии в зависимости от диаметра установленного сопла и выбранной высоты слоя. Оптимальное значение ширины линии будет установлено при авторасчете после выбора диаметра сопла и детализации. Не рекомендуется устанавливать ширину линии меньше диаметра сопла или больше двух диаметров сопел.
Толщина интерф. слоев — общая толщина интерфейсных слоев поддержки. Значение округляется до кратного высоте слоя. К примеру, если толщина интерфейсных слоев составляет 1.5 мм, а высота слоя 0.2 мм, то толщина округлится в большую сторону до кратного высоте слоя, т.е. 1.6 мм (8 слоев).
XY-расширение интерфейсных слоев — позволяет установить расстояние, на которое интерфейсные слои будет расширены относительно габаритов модели по горизонтали. Ненулевое значение облегчит отделение поддержки, но увеличит время печати и расход материала.
Это значение не может превышать XY-расширение для тела поддержки.
Плотность верхних ИСП — определяет степень заполнения верхних интерфейсных слоев поддержки в %, увеличивая или уменьшая расстояние между линиями. При 100% линии интерфейсных слоев будут располагаться вплотную друг к другу. Высокая плотность улучшает качество поверхности, но усложняет отделение поддержки от модели, если модель и поддержка печатаются одним материалом.
Угол заполнения интерф. слоев — угол, под которым будут печататься интерфейсные слои, относительно рабочей области.
Если линии ИСП направлены вдоль линий нижней поверхности модели, то поверхность такой модели получится максимально качественной после удаления поддержки. Такой вариант подходит для растворимой поддержки. В случае использования нерастворимого материала для поддержки лучше изменить направление линий ИСП на перпендикулярное. По умолчанию угол составляет 45° для растворимой поддержки и 135° — для нерастворимой.
Периметров ИСП — количество периметров для интерфейсных слоев поддержки. Добавление периметра увеличивает прочность интерфейсов, но также увеличивает время печати и расход материала.
Строить поддержку только от платформы — параметр, при активации которого поддержка не будет строиться на модели, а только от платформы. В некоторых ситуациях эта настройка может помочь избежать построения поддержки в местах, где ей можно пренебречь, и оставить ее только там, где без нее печать не удастся.
POLYGON X
Настройка задания в профессиональном режиме
В окне настройки все параметры разделены на 4 основных раздела:
Высота слоя — это высота каждого слоя печатаемой модели в миллиметрах. Настраивайте высоту слоя исходя из ваших задач: чем больше слой, тем меньше времени уйдет на печать, но при этом снизится детализация. Чем меньше слой, тем выше будет детализация, но для печати потребуется больше времени.
Устанавливайте значение высоты слоя меньше диаметра сопла. Печать с высотой слоя больше или равной диаметру сопла приведет к снижению прочности и расслоению печатаемой модели.
При авторасчете параметров учитывается взаимосвязь высоты слоя, диаметра сопла и ширины линии. При ручном изменении одного из этих параметров отдельно подбирайте значения остальных под него или воспользуйтесь авторасчетом параметров, изменяя положение ползунка “Детализация”.
Первый слой — высота только первого слоя модели в миллиметрах. Более высокое значение обеспечит лучшую адгезию (прилипание) модели к платформе. Рекомендуется устанавливать высоту первого слоя 0.2 мм или более.
Ширина линии — ширина одной линии для печати внутреннего заполнения модели. Настраивайте ширину линии в зависимости от диаметра установленного сопла и выбранной высоты слоя. Оптимальное значение ширины линии будет установлено при авторасчете после выбора диаметра сопла и детализации. Не рекомендуется устанавливать ширину линии меньше диаметра сопла или больше двух диаметров сопел.
Плотность — определяет степень заполнения внутри модели в %, увеличивая или уменьшая расстояние между линиями рисунка заполнения. Высокая плотность заполнения приводит к увеличению прочности изделия, но также к увеличению времени печати и расходу материала.
Рисунок заполнения — рисунок, которым будет выполняться внутреннее заполнение.
2D рисунки не изменяются от слоя к слою и подходят для печати прототипов.
3D рисунки изменяются от слоя к слою и подходят для равномерного распределения нагрузок по модели.
В расширенном режиме настроек линии заполнения по умолчанию не прерываются, соединяясь между собой
вдоль внутреннего периметра модели, если это возможно.
- Линии (2D) — заполняет внутреннее пространство модели диагональными линиями.
- Сетка (2D) — заполняет внутреннее пространство модели сеткой.
- Треугольники (2D) — заполняет внутреннее пространство модели треугольниками.
- Тригексагоны (2D) — заполняет внутреннее пространство модели тригексагонами.
- Зиг-заг (2D) — заполняет внутреннее пространство модели линиями, соединенными между собой вдоль внутреннего периметра модели.
- Кресты (2D) — заполняет внутреннее пространство модели крестами. Этот рисунок заполнения более художественный и может подойти для съемки процесса печати. Также, такой рисунок может быть применим для изделий, печатаемых из эластичного материала, поскольку с таким рисунком гибкие изделия будут иметь различную эластичность вдоль и поперек изделия.
- Обычные соты (2D) — заполняет внутреннее пространство модели сотами. В этом рисунке соты соединяются между собой одинаково от слоя к слою.
- Прочные соты (2D) — заполняет внутреннее пространство модели сотами. В этом рисунке соты соединяются между собой по-разному, от слоя к слою изменяя направление линий заполнения.
- Кубический (3D) — заполняет внутреннее пространство модели кубами.
- Кубический с градиентом (3D) — заполняет внутреннее пространство модели кубами с изменением плотности, если это позволяют размеры модели. К центру модели размер кубов увеличивается, а ближе к оболочке модели уменьшается. Такой вариант заполнения может равномерно распределить нагрузку, при этом сокращает расход материала и время печати.
- Откаэдры (3D) — заполняет внутреннее пространство модели октаэдрами.
- Кубический со смещением (3D) — заполняет внутреннее пространство модели кубами со смещением.
- Концентрический (3D) — заполняет внутреннее пространство модели линиями, повторяющими контур модели. Самый прочный вариант внутреннего заполнения при 100% плотности. Также, такой рисунок может подойти для изделий, напечатанных из эластичного материала.
- Кресты (3D) — заполняет внутреннее пространство модели объемными крестами. Этот рисунок заполнения более художественный и может подойти для съемки процесса печати.
- Гироид (3D) — заполняет внутреннее пространство модели волнообразными линиями, изменяющимися от слоя к слою. Этот рисунок заполнения более художественный и может подойти для съемки процесса печати.
- Молниевидный (3D) — самый экономичный и быстрый шаблон с автоматической плотностью, которая изменяется в зависимости от геометрии модели. При невысокой прочности модели, такой шаблон укрепляет верхнюю оболочку модели, не давая ей провиснуть.
Пересечение с периметрами — величина нахлёста линий заполнения на последний внутренний периметр. Небольшой нахлест увеличивает прочность соединения периметров с заполнением. Значение устанавливается в виде процента от ширины этого периметра.
Пересечение с оболочкой — величина нахлёста верхних/нижних слоёв на последний внутренний периметр. Небольшой нахлест увеличивает прочность соединения периметров с горизонтальной оболочкой. Значение устанавливается в виде процента от ширины линии верхних/нижних слоёв.
Кратность слоёв — множитель высоты слоя для печати заполнения. При этом, кратность определяет частоту печати слоев заполнения.
1 — заполнение печатается такой же высотой слоя, как и периметры, без пропуска слоёв;
2 — заполнение печатается вдвое большей высотой слоя, раз в 2 слоя печати периметров;
и т.д.
Увеличение кратности слоев сократит время печати, но также может снизить и прочность изделия. Используйте увеличение кратности слоев только с 2D рисунками заполнения, которые не изменяются от слоя к слою. При кратности слоев более 1 совместно с 3D рисунками заполнения значительно снизится прочность.
Выбор сопла — позволяет выбрать сопло, которым будет выполнена печать заполнения (для двухсопельных моделей принтеров Designer X PRO и Designer XL PRO).
Функция выбора сопла для печати заполнения может быть применима для печати прочного изделия с мягкой оболочкой или для экономии материала определенного цвета или типа.
При запуске печати двумя материалами разного типа убедитесь в их совместимости. Уточнить совместимость материалов можно у производителя материала.
Соединять линии заполнения — делает печать заполнения неразрывным в рамках замкнутого контура (для некоторых рисунков).
Количество периметров — количество стенок (периметров), образующих контур модели. При дробном значении количество будет чередоваться на каждом слое.
Порядок печати периметров — задает очередность печати линий периметров. Есть несколько вариантов порядка печати:
Стандартный
Порядок печати, при котором сперва будет напечатан периметр перед внешним, затем внешний, затем все внутренние. Такой порядок позволяет добиться лучшего качества поверхности в большинстве случаев.
Снаружи внутрь
Порядок печати, при котором внешние периметры будут печататься снаружи внутрь, начиная с внешнего периметра. Используйте такой порядок печати периметров на моделях с преимущественно положительным уклоном и низким процентом внутреннего заполнения для получения лучшей поверхности.
Изнутри наружу
Порядок печати, при котором слои будут печататься изнутри наружу, начиная с внутреннего периметра. Используйте такой порядок печати периметров на моделях с преимущественно отрицательным уклоном для получения лучшей поверхности.
Ширина линии внешнего периметра — ширина линии (экструзии) для печати внешнего периметра.
Сопло для внешнего периметра — определяет то, каким соплом будет выполняться печать внешнего периметра.
Ширина линии второго периметра — ширина линии (экструзии) для печати второго периметра.
Сопло для второго периметра — определяет то, каким соплом будет выполняться печать второго периметра.
Ширина линии остальных параметров — ширина линии (экструзии) для печати остальных периметров.
Сопло для остальных периметров — определяет то, каким соплом будет выполняться печать остальных периметров.
Ширина линии верх/нижн слоев — ширина одной линии верхних и нижних слоев. Настраивайте ширину линии в зависимости от диаметра установленного сопла и выбранной высоты слоя. Оптимальное значение ширины линии будет установлено при авторасчете после выбора диаметра сопла и детализации.
Количество верхних слоев — количество слоев вверху модели, которые будут иметь плотность 100%. Эти слои включают основу, необходимую для верхней поверхности изделия и саму верхнюю поверхность.
Сопло для верхнего слоя — определяет то, каким соплом будет выполняться печать самого верхнего слоя.
Количество нижних слоев — количество слоев внизу модели, которые будут иметь плотность 100%. Эти слои нужны для построения основы изделия.
Сопло для верхних/нижних слоев — определяет то, каким соплом будет выполняться печать верхних и нижних слоев.
Рисунок заливки — рисунок, которым будет выполняться заливка верхних и нижних слоев.
- Линии — тип рисунка, при котором заливка верхних и нижних слоев будет выполняться множеством линий. Каждая линия будет начинаться от внутреннего периметра и заканчиваться во внутреннем периметре модели. При этом линии печатаются по отдельности, то есть с небольшим прерыванием.
- Контур — тип рисунка, при котором заливка верхних и нижних слоев будет выполняться концентрически повторяя контур модели. Такой тип рисунка может подойти для концентрических моделей с ровной верхней поверхностью.
- Зиг-заг — тип рисунка, при котором заливка верхних и нижних слоев будет выполняться непрерывными линиями, образующими зиг-заг. Такой тип рисунка похож на “Линии”, но печатается быстрее за счет непрерывности линий.
Обратите внимание, что при выборе рисунка заливки «Контур» — на верхней поверхности модели, также как и сбоку, образуется шов, а при выборе рисунка заливки «Зиг-заг» на моделях с несплошной поверхностью на верхнем слое могут образовываться полосы из-за нахлеста линий заливки. В случае с такими моделями лучше выбирать рисунок заливки «Линии».
Тип шва определяет алгоритм для его построения. Есть несколько типов шва:
Вручную
Шов будет построен в заданном направлении. Направление устанавливается синей точкой внутри круга.
Кратчайший
При размещении нескольких объектов на платформе шов будет строиться по кратчайшей траектории к соседней модели. При этом начало и окончание печати каждого слоя модели находятся в разных точках, т.к. для каждой модели вначале печатаются периметры, а затем заполнение.
Случайный
Шов будет строиться в случайной точке от слоя к слою. Это позволит сделать изделие герметичнее, но потребует пост-обработки.
В наиболее остром углу
Шов будет построен в наиболее остром углу. В случае отсутствия у модели одного наиболее острого угла, шов будет построен в случайном углу.

Использование углов — принцип использования углов при построении шва любого типа, кроме Случайного. Есть несколько принципов:
- Не использовать углы — не будет использоваться алгоритм поиска угла модели.
- Во внутреннему углу — при наличии у модели как внешних, так и внутренних углов, приоритет точки шва будет на внутреннем углу.
- На внешнем углу — при наличии у модели как внешних, так и внутренних углов, приоритет точки шва будет на внешнем углу.
- В любом углу — при наличии у модели как внешних, так и внутренних углов, шов будет напечатан в любом из углов без приоритета.
- Сглаженный — принцип построения шва, при котором шов будет выстроен в единую линию по высоте модели строго в заданном направлении. Доступен только для типа шва Вручную.
Траектория скрытия шва — траектория, по которой внешний периметр начинает печататься изнутри модели и заканчивает печататься внутри модели. Есть несколько траекторий на выбор:
Не использовать
Не использовать алгоритм скрытия шва. Печать внешнего периметра не будет начинаться изнутри модели.
По нормали к поверхности
Траектория скрытия перпендикулярно поверхности модели, где начало и окончание печати внешнего периметра находятся в одной точке.
Под прямым углом
Траектория начала и завершения печати внешнего периметра, скрытая внутри модели и образующая угол в точке пересечения линий скрытия.
Под острым углом
Траектория начала и завершения печати внешнего периметра, скрытая внутри модели и образующая острый угол в точке пересечения линий скрытия.
Глубина скрытия — расстояние, на которое шов будет скрыт внутрь модели по выбранной траектории. Скрытие шва позволяет сделать шов менее заметным.
Поддержка — это дополнительная печатаемая конструкция, которая строится автоматически под нависающими областями модели и выполняет функцию опоры.
Используйте поддержку, если у моделей есть нависающие области с наклоном больше 45° от вертикали.
Маркер рядом с названием блока Поддержка включает и выключает поддержку. Для двусопельных моделей принтеров Designer X PRO и Designer XL PRO доступен выбор сопла для печати поддержки. Это позволяет печатать поддержки из растворимого материала.
Тип поддержки — это предустановленный вариант настроек поддержки. Можно выбрать один из готовых вариантов и донастроить по своему желанию.
- Отделяемая поддержка печатается с некоторым отступом от модели для лучшего отделения. Она может быть напечатана материалом, заправленным в левое (или единственное) сопло, так и из материала, заправленного в правое сопло;
- Растворимая поддержка предназначена для печати растворимым материалом (например, PVA или HIPS), заправленным в правое сопло. Такая поддержка вплотную прилегает к модели и обеспечивает высокое качество поверхности;
- Оптимизированная поддержка позволяет экономить материал поддержки, сохраняя при этом высокое качество поверхности. Основа поддержки будет напечатана из левого сопла, а прилегающие к модели слои — из правого, куда следует заправить растворимый материал.
Ширина линии — определяет ширину одной линии для печати опорной части (тела) поддержки.
Плотность — определяет степень заполнения внутри опорной части (теле) поддержки, увеличивая или уменьшая расстояние между линиями рисунка заполнения. Высокая плотность приводит к увеличению прочности поддержки, но также и к увеличению времени печати. Также более плотную поддержку может быть труднее удалять.
Рисунок заполнения — рисунок, которым будет выполняться печать опорной части (тела) поддержки. Можно выбрать один из представленных рисунков:
- Сетка
- Треугольники
- Концентрический
- Зиг-заг
- Крест
- Гироид
Угол активации — минимальный угол нависания, для которого будет построена поддержка. Чем меньше указанный угол, тем больше поддержек будет построено, и наоборот — чем больше угол, тем меньше поддержек. При угле 0° поддержка будет построена под любыми нависаниями, а при 90° поддержка строиться не будет.
Периметров — количество периметров (стенок) опорной части (тела) поддержки. Добавление периметра увеличит прочность поддержки, но также увеличивает время печати и расход материала.
Используйте периметры в случае с PVA материалом или тонкими элементами поддержки, которые могут упасть в процессе печати. Это укрепит опору для модели.
Обратите внимание: при увеличении количества периметров поддержку удалить сложнее.
Z-зазор сверху — расстояние между верхней поверхностью поддержки и моделью по вертикали.
Z-зазор снизу — расстояние между нижней поверхностью поддержки и моделью по вертикали.
Z-зазор нужен для отделяемости поддержки и сохранения качества поверхности модели. Если поддержка печатается из растворимого материала, используйте нулевое значение — такой вариант сохранит наилучшее качество поверхности. При механическом удалении поддержек следует немного увеличить Z-зазор для улучшения ее отделяемости от модели.
XY-расширение — расстояние, на которое поддержка будет расширена относительно габаритов модели по горизонтали. Ненулевое значение облегчит отделение поддержки, но увеличит время печати и расход материала.
XY-зазор — расстояние между поддержкой и моделью по горизонтали. XY-зазор нужен для отделяемости поддержки в местах, где поддержка может быть построена вплотную к стенкам модели.
Приоритет для зазоров — правило соблюдения зазоров между моделью и поддержкой в случае их конфликта на наклонной поверхности. Выбирайте Соблюдать XY-зазор для отделяемых поддержек, а Соблюдать Z-зазор для растворимых (с нулевым зазором по вертикали).
Минимальная площадь — минимальная область нависающей части модели, для которой будет построена поддержка. Нулевое значение создаст поддержки для всех нависаний, определенных Углом активации поддержки.
Угол заполнения интерф. слоев — угол, под которым будут печататься интерфейсные слои, относительно рабочей области.
Если линии ИСП направлены вдоль линий нижней поверхности модели, то поверхность такой модели получится максимально качественной после удаления поддержки. Такой вариант подходит для растворимой поддержки. В случае использования нерастворимого материала для поддержки лучше изменить направление линий ИСП на перпендикулярное. По умолчанию угол составляет 45° для растворимой поддержки и 135° — для нерастворимой.
По умолчанию для растворимой поддержки линии интерфейсных слоев печатаются параллельно линиям поверхности модели, а для отделяемой — перпендикулярно.
Линии поверхности модели (самого внешнего слоя, который будет контактировать с ИСП) по умолчанию
направлены под углом 45° относительно рабочей области (для рисунка заливки Линии и Зиг-заг).
Рисунок для первого слоя — рисунок заполнения первого слоя опорной части (тела) поддержки. Рекомендуем использовать тот же рисунок, что и тела поддержки.
Строить поддержку только от платформы — параметр, при активации которого поддержка не будет строиться на модели, а только от платформы. В некоторых ситуациях эта настройка может помочь избежать построения поддержки в местах, где ей можно пренебречь, и оставить ее только там, где без нее печать не удастся.
Интерфейсные слои поддержки позволяют сохранить качество поверхности модели над структурой поддержки и обеспечивают надежный фундамент для поддержек, строящихся от модели вверх. Они представляют собой плотные слои и печатаются либо на некотором расстоянии от модели (в случае отделяемой поддержки), либо вплотную (растворимая или оптимизированная поддержка).
В свою очередь, субинтерфейсные слои выполняют аналогичную функцию для интерфейсных слоев и являются ключевым инструментом при построении оптимизированных поддержек.
По умолчанию интерфейсные слои включены для любого типа поддержек, а субинтерфейсные слои — только для типа поддержки Оптимизированная.
В профессиональном режиме настроек интерфейсные слои разделены на 4 группы:
- верхние интерфейсные слои;
- верхние субинтерфейсные слои;
- нижние субинтерфейсные слои;
- нижние интерфейсные слои.
Для каждой группы интерфейсных слоев можно назначить сопло, которым они будут печататься, и применить настройки:
Ширина линии — одной линии (экструзии) для печати.
Толщина — общая толщина слоев в миллиметрах, которая будет округлена до значения, кратного высоте слоя.
Кол-во периметров — количество внешних стенок (периметров).
Рисунок — рисунок, которым будут напечатаны слои.
Общие настройки интерфейсных слоев
Плотность верхних ИСП — определяет степень заполнения верхних интерфейсных и субинтерфейсных слоев в %, увеличивая или уменьшая расстояние между линиями. При 100% линии верхних интерфейсных слоев будут располагаться вплотную друг к другу. Высокая плотность улучшает качество качество поверхности, но усложняет отделение. Небольшое снижение плотности может улучшить отделяемость нерастворимой поддержки от модели.
Плотность нижних ИСП — определяет степень заполнения нижних интерфейсных и субинтерфейсных слоев в %, увеличивая или уменьшая расстояние между линиями. При 100% линии нижних интерфейсных слоев будут располагаться вплотную друг к другу. Высокая плотность улучшает качество качество поверхности, но усложняет отделение. Небольшое снижение плотности может улучшить отделяемость нерастворимой поддержки от модели.
XY-расширение верхних ИСП — позволяет установить расстояние, на которое верхние интерфейсные и верхние субинтерфейсные слои будет расширены относительно габаритов модели по горизонтали. Ненулевое значение облегчит отделение поддержки, но увеличит время печати и расход материала.
Это значение не может превышать XY-расширение для тела поддержки.
XY-расширение нижних ИСП — позволяет установить расстояние, на которое нижние интерфейсные и нижние субинтерфейнсые слои будет расширены относительно габаритов модели по горизонтали. Ненулевое значение облегчит отделение поддержки, но увеличит время печати и расход материала.
Если это значение будет больше XY-расширения тела поддержки, то приоритетным будет расширение тела поддержки.
То есть XY-расширение ИСП не будет больше, чем заданное расширение тела.
Маркер рядом с названием блока включает и выключает дополнительные средства для повышения адгезии (прилипания) первого слоя к платформе. Для двусопельных моделей принтеров Designer X PRO и Designer XL PRO доступен выбор сопла для печати типов адгезии.
Обрамление — очертание первого слоя на некотором расстоянии от модели. Позволяет визуально проконтролировать и отрегулировать (если необходимо) прижим сопла до начала печати самой модели. Кроме того, во время печати обрамления устанавливается рабочее давление в канале подачи.
Ширина линии позволяет изменить ширину одной линии при печати обрамления.
Отступ от модели позволяет изменить расстояние между линией обрамления и моделью в горизонтальной плоскости.
Усиление контакта (брим) — расширение габарита первого слоя в плоскости XY. Усиление контакта подойдет для печати объектов с малой площадью нижней поверхности или при печати материалами со слабой адгезией (PETG, PA, эластичные материалы).
Ширина линии позволяет изменить ширину одной линии при печати усиления контакта.
Ширина усиления позволяет изменить ширину усиления. Первый слой модели будет расширен относительно изначального габарита на заданную дистанцию в миллиметрах.
Строить только наружу — запретить использование усиления контакта внутрь замкнутых контуров (например, для цилиндрических моделей).
Подложка — 4 дополнительных слоя перед началом печати модели. Позволяет соблюсти точность модели по высоте и получить неглянцевую поверхность первого слоя.
Ширина линии позволяет изменить ширину одной линии при печати подложки.
XY расширение позволяет изменить расстояние, на которое подложка будет расширена относительно габаритов модели.
Z-зазор позволяет изменить расстояние между подложкой и моделью по вертикали. Это нужно для отделяемости подложки от модели без ухудшения качества поверхности. Если подложка выполняется из растворимого материала, используйте нулевое значение.
Z-компенсация позволяет изменить расстояние, на которое второй слой модели будет вдавлен в первый для компенсации ненулевого Z-зазора. Все последующие слои будут также смещены вниз на это расстояние.
Маркер рядом с названием блока включает и выключает печать дополнительного слоя модели с пониженным коэффициентом подачи. Использование сглаживания позволяет получить гладкую верхнюю поверхность изделия, но увеличивает время печати и расход материала. Сглаживание актуально только для моделей с плоскими верхними поверхностями.
Отступ от края — отступ от габарита верхнего слоя, на котором сглаживание не будет выполнено.
Рисунок — рисунок, которым будет выполняться сглаживание:
- Зиг-заг;
- Контур.
Коэф. подачи — множитель для коэффициента подачи относительно используемого в выбранном профиле материала.
Регулярный зазор — расстояние между линиями при печати сглаживания.
Только для верхнего слоя — если активно, сглаживание будет выполнено только для последнего слоя.
Режим “Ваза” — режим бесшовной печати в один периметр, при котором перемещение платформы во время печати происходит плавно, а не с шагом для каждого слоя. Этот режим позволяет печатать тонкостенные детали в форме вазы без шва, укладывая материал по спирали единой линией, без прерываний. Режим “Ваза” не применим, если на платформе более одной модели.
В режиме “Ваза” кроме периметра печатается указанное количество нижних слоев. При этом, нижние слои будут иметь шов и печатаются с применением всех параметров, как для обычной печати (в том числе для шва). При печати спирального контура будут использоваться параметры Ширина экструзии внешнего периметра и Высота слоя.
Для герметичности изделия, напечатанного в режиме “Ваза”, количество периметров на нижних слоях
будут чередоваться с шагом +5 каждый второй слой.
Сглаживание переходов — сглаживает переходы между контурами при резких изменениях кривизны поверхности. Обратите внимание, что сглаживание переходов может размыть мелкие детали на поверхности модели, если она имеет сложную геометрию.
Реверсивная модель — режим, при котором вместо модели будет напечатан ее слепок. Готовый отпечаток можно использовать как форму для отливки.
Защитный щит — дополнительная стенка вокруг модели, позволяющая создать оптимальный микроклимат для печати материалами с высокой степенью усадки, такими как ABS. Щит печатается тем же соплом, что и выбранный инструмент для адгезии.
Расстояние от модели — расстояние от габаритов модели, на котором будет построен щит.
Высота защитного щита — общая высота щита.
Внешний периметр при нарезке — принцип нарезки внешнего периметра для наклонных поверхностей. По умолчанию середина каждого слоя подгоняется под соответствующий габарит модели на той же высоте. Внешний периметр может быть вписан в габариты модели целиком или описывать их.
Менять принцип нарезки следует для моделей с наклонными поверхностями, где габариты модели изменяются от слоя к слою и для изделий, где важна точность при последующем соединении. Например, в случае печати резьбового соединения лучше всего напечатать внешнюю резьбу
Чем больше высота слоя и сильнее наклон, тем сильнее разница габаритов изделия при разных типах нарезки.
Вписан
Слой вписан в габариты модели
По центру
Под габарит модели подгоняется центр каждого слоя
Описан
Слой описан около габаритов модели
Порядок печати — определяет то, что будет печататься в первую очередь в рамках слоя: поддержка или модель.
- Сначала модель — порядок печати по умолчанию. Такой порядок печати снижает вероятность попадания материала поддержки в структуру модели.
- Сначала поддержка — вариант печати, при котором сначала будет печататься поддержка.
Оптимизация для тонких стенок — активация алгоритмов для корректной обработки тонких участков модели, которые не имеют заполнения. В случаях пересечения двух периметров может возникать ситуация, когда непрерывная печать стенок невозможна без нахлеста одного периметра на другой. При включении оптимизации печать одной из стенок прервется в месте пересечения и возобновится после.
Если толщина стенки модели не кратна ширине линии периметра, то стенка модели будет тоньше, вмещая только целое количество периметров.
Заполнять щели между периметрами — добавление линий в тех областях, где толщина стенки модели не кратна ширине линии периметров. Заполнение щелей сделает модель более цельной, но затратит больше времени на печать. Используйте заполнение щелей между периметрами при печати моделей с острыми углами или шестерней, где рисунок внешнего и первого периметра резко отличаются.
Адаптация высоты слоя — режим нарезки модели, при котором высота слоя печати изменяется в зависимости от кривизны поверхности модели. На участках модели со сложной геометрией, где требуется детализация, высота слоя будет уменьшаться, а на участках с простой геометрией — возвращаться к заданному значению высоты слоя. Это дает возможность сэкономить время печати с учетом требуемой детализации готового изделия.
Вариация высоты — максимально разрешенная разница высоты слоя относительно базовой (установленной в задании).
Шаг вариации — разница в высоте соседних слоев.
Порог адаптации — расстояние между крайними точками соседних слоев в плоскости XY.