
Бронза в зависимости от марки сплава плавится при разных температурах. При надлежащем оснащении оборудованием и соблюдении технологии ее можно отливать в домашних условиях.
1 Виды бронз и температура их плавления
Бронза – это сплав меди с дополнительным легирующим элементом. Чаще всего в качестве такого компонента выступает олово, а также алюминий, кремний, свинец, бериллий. Как правило во всех марках бронзы в очень малых количествах присутствуют такие добавки как свинец, цинк, фосфор и другие. Сплавы меди с никелем (мельхиор, копель, константан, нейзильбер) и цинком (латунь) не относят к бронзам.
От процентного содержания основных легирующих элементов и дополнительных примесей зависит цвет бронзы, ее физико-химические характеристики. Каждый отдельный сплав имеет свою маркировку. Температуры плавления бронз находятся в диапазоне 930–1140 оC.
Все сплавы бронзы условно делят на два основных типа:
- оловянные;
- безоловянные.
Первый вид – сплав меди, в котором основной легирующий элемент олово. Эта бронза – один из первых сплавов металлов, который освоил человек. Медь в нем преобладает, он тверже и прочнее меди, но более легкоплавок. Классической маркой такой бронзы, используемой издревле и по наши дни применяемой для изготовления колоколов, является так называемая колокольная бронза, в которой меди 80 %, а олова 20 % (разброс составов может достигать 3 %). Ее недостаток – повышенная хрупкость, обусловленная большим количеством олова.
Безоловянные бронзы не содержат олова. Основные виды:
- бериллиевая – самый прочный и стойкий сплав, превосходящий по основным характеристикам высококачественную сталь;
- кремниецинковая – обладает высокой механической стойкостью к трению, в расплавленном состоянии – текучестью;
- свинцовая – с повышенной стойкостью к коррозии;
- алюминиевая – высокая стойкость к коррозии и фрикционные характеристики.
Оловянные бронзы, несмотря на то, что уступают по отдельным характеристикам другим маркам, на сегодняшний день являются самыми распространенным. Для всех сплавов в маркировке сначала указывается, что это бронза (Бр), а затем следуют обозначения входящих в нее добавок, после чего идет их процентное содержание. Например: Бр ОЦСН3-7-5-1 – бронза с добавками: олова 2,5–4 %, цинка 6–9,5 %, свинца 3–6 %, никеля 0,5–2 %. Другие компоненты обозначают: А – алюминий, Б – бериллий, Ж – железо, К – кремний, Мц – марганец, Ф – фосфор. Какой сплав наиболее распространен? Это следующие марки: литейные БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1 и ковкая БрОС5-25.
В зависимости от содержания в меди добавок и примесей оловянная бронза может плавиться при температурах 900–950 оC, а безоловянная – 950–1080 оC.
При литье важна такая особенность оловянных литейных бронз как большая вязкость (больше, чем у латуни), поэтому расплав перед отливкой необходимо перегреть. В то же время эти сплавы характеризуются незначительной усадкой при остывании, что позволяет делать из них фасонные отливки.
2 Можно ли плавить и отливать бронзу в домашних условиях?
Совсем в домашних условиях отливать бронзу не получится. Обращение с жидким раскаленным до 1000 оC и выше металлом требует определенных условий.
Для литья мелких изделий (кольца, другие украшения и подобное) потребуется как минимум отдельная комната с хорошей вентиляцией и всеми мерами пожарной безопасности. Для плавки бронзы при изготовлении крупных деталей необходима мастерская или хотя бы гараж с земляным или бетонным полом. Хорошая вентиляция подразумевается.
Для плавки используют муфельную печь (желательно с регулятором температуры) и/или горн (для крупного литья). Понадобятся также:
- тигель – стальная или чугунная емкость, в которой плавят металл, с носиком для переливания расплавленного материала;
- щипцы;
- крюк;
- готовая литейная форма для будущего изделия;
- древесный уголь, а лучше кокс – для топки горна.
Бронзу кусками помещают в тигель, который затем устанавливают в печи или горне. После расплавления выдерживают металл в печи еще 4–5 минут для его максимального прогрева, что будет способствовать наиболее качественному заполнению бронзой формы, особенно в тонких местах. Затем тигель извлекают из горна крюком. Расплавленный сплав заливают в форму через литниковое отверстие. Струя металла должна быть тонкой, чтобы не вызвать размывание формы, но непрерывной.
Перед заливкой сплава форму требуется прокалить в горне или печи. Последнюю сначала разогревают до 550–600 оC, затем в нее помещают форму и увеличивают температуру до 900 оC. При такой температуре длительность прокаливания составляет 2–4 часа (в зависимости от массивности формы). По завершении прокаливания форму извлекают из печи и охлаждают до 500 оC.
3 Особенности заливки бронзы в форму
В формы сравнительно больших размеров расплавленный сплав затекает и распределяется в них под действием силы тяжести (собственного веса). Находящийся внутри воздух при этом хорошо вытесняется жидкой бронзой. Когда у отливки маленькие размеры, воздух не позволяет расплавленному сплаву заполнить форму по всем полостям – получить изделие хорошего качества невозможно.
Преодолеть это затруднение можно, если поместить форму с залитым металлом в центрифугу (ручную или электрическую). Центробежная сила поможет вытеснить воздух и даст возможность бронзе полностью заполнить форму. Выполнять эту операцию следует очень быстро, пока сплав находится в неостывшем расплавленном состоянии.
Когда бронза полностью остынет, форму разнимают и извлекают готовую отливку. У получаемых таким способом изделий поверхность как правило шероховатая и даже с наплывами металла там, где были литник и отводящие воздух каналы. Поэтому заготовку из бронзы необходимо подвергнуть механической и чистовой обработке.
4 Изготовление литейной формы под отливку
Литейную форму изготавливают в формовочном ящике, который называют опокой, а делают из неструганных досок (чтобы обеспечить лучший контакт стенок с формовочной землей). У опоки размеры должны быть приблизительно в 1,5 раза больше габаритов детали. Она состоит из 2-х частей:
- верхней – рамка в виде ящика без дна и верха с поперечинами (двумя или тремя) посередине;
- нижней – представляет собой ящик с дном.
Чтобы обе части прочно соединялись между собой, на нижнем ящике делают фиксаторы, а в рамке – углубления под них. Затем готовят формовочную землю: тщательно перемешивают мелкий чистый песок – 75 % от общего объема, глину – 20 % и каменноугольную пыль – 5 %. Должна получиться однородная масса.
Для изготовления формы потребуется модель будущей отливки. Ею может служить сама деталь или специальная модель, которую выполняют из дерева или какого-нибудь иного материала. Когда для формовки используют уже сработанное (поврежденное) в отдельных местах изделие, то недостающие фрагменты на нем наращивают шпатлевкой (лучше эпоксидной) до контуров такой же новой детали. Полностью затвердевшие реставрированные места необходимо обработать напильником и зачистить шкуркой.
Формовку выполняют следующим образом:
- Формовочную землю насыпают в нижний ящик опоки до его верха, а затем слегка утрамбовывают.
- Готовую модель припудривают тальком или порошкообразным графитом и вжимают наполовину в землю. Модель размещают так, чтобы ее выступы и иные части легко извлекались из формы, которая при этом не разрушалась бы.
- Землю внутри ящика и модель, лежащую в ней, посыпают тальком или графитом.
- На ящик устанавливают верхнюю часть опоки, совмещая отверстия с фиксаторами. В неответственной части отливаемой детали устанавливают коническую пробку (узкой частью к модели, а широкой кверху) для последующего формирования литника (расплавленный сплав будет заливаться в форму через него).
- Формовочную землю с избытком насыпают в опоку и хорошо утрамбовывают.
- Очень аккуратно извлекают пробку литника.
- С помощью острого предмета разъединяют части формы, снимают верхнюю и вынимают из нижней модель.
У полученной формы на обеих частях должны иметься углубления, в точности отображающие геометрию детали.
В некоторых случаях приходится дополнительно подправлять форму с помощью тонкого гибкого ножа:
- формовочную землю добавляют в тех местах, где она вынулась вместе с моделью, прилипнув к последней;
- излишки земли удаляют.
У форм для длинных деталей в одном конце формируют литник, а на другом – аналогичное отверстие, но служащее для выхода из них воздуха по мере их заполнения расплавленным сплавом.
Обе половины формы должны подсохнуть. После этого их соединяют, а затем хорошо сжимают (между ними не должно остаться щели). Форма для заливки бронзы готова.
5 Нюансы получения более качественного литья
Чтобы отливать изделия с высокими точностью, качеством и любой формы, используют другую технологию создания модели и формы, более сложную.
Модель для будущего литья изготавливают из парафина, воска либо иного подручного легкоплавкого материала. Потом ее заформовывают в неразъемной форме из жаростойкой массы (материала). Незначительным нагреванием либо даже погружением в кипящую воду выплавляют парафиновую модель из формы. Растаявший воск сам вытекает через подготовленное отверстие (впоследствии литник). Созданная форма готова для заливки расплавленного металла. В случае тщательного формования этот способ позволяет воспроизвести в изделии мельчайшие детали модели.
Материал, используемый для изготовления модели, должен обладать температурой плавления 50–90 оC и плотностью, меньшей, чем у воды, чтобы он во время выплавления модели мог беспрепятственно всплывать на поверхность. Чтобы достичь высокой точности изготовления изделия, сначала, используя оригинал, делают гипсовую форму, в которую отливают модель из воска. Этот процесс почти ничем не отличается от литья отливки из металла. Разница только в том, что при заливке гипса вместо опоки используется картонная коробка.
10 минут назад, Velund сказал:
Ну а вариант предложенный выше — расплавить кусковую бронзу сначала с покровным флюсом каким то а потом уже «таблетки» прессованной стружки в нее вбрасывать не решит вопрос отчасти?
Проблема в том, что флюс (бура) начинает плавиться при достаточно высоких температурах, а по-настоящиму жидким становится только при 900-1000°C. Пока ваша печка раскочегарится до этих температур, куски бронзы уже успеют покрыться толстым слоем окалины, а стружка и пыль сгорят полностью (бронза активно окисляется уже от 300°C). В случае переплава под флюсом на воздухе, потери металла на окисление являются невосполнимыми, так как расплавленный флюс лишь изолирует металл от воздуха и смывает с него оксиды, но не восстанавливает эти оксиды обратно в металл.
Совсем другое дело — переплав с углем в восстановительной атмосфере. В этом случае металл не только не окисляется, но и восстанавливается обратно из оксидов. Собственно именно так получают черновую медь из руды.
24 минуты назад, Velund сказал:
Кузнечного горна нет и не предвидится. Без аргона есть вариант сделать плавку на открытом воздухе, раз уж нет вытяжки…
Но ведь найдется мангал, несколько кирпичей, пылесос (работа на выдувание) и уголь для гриля? Для импровизированного горна этого хватит. Сравните характеристики такого горна с вашей печкой:
Печка: мощность до 3 КВт, максимальная температура около 1000°C (если греть выше, то она загнется за пару нагревов), полезный объем меньше одного литра, скорость нагрева до 1000 градусов 2 кг бронзы не менее 2 часов.
Импровизированный горн из мангала с одним пылесосом: мощность до 30 КВт, максимальная температура до 1200°C (без дымохода больше получить трудно), полезный объем 2-3 литра, скорость нагрева 2 кг бронзы до 1000 градусов менее 10 минут.
Кстати, Вы можете использовать графитовый тигель от вашей печки в горне, обложив его углем. В контакте с углем тигель практически не будет обгорать, чего нельзя сказать о его применении в печи.
Плавка бронзы в домашних условиях пошаговая инструкция: Температура плавления бронзы и литье бронзы в домашних условиях
alexxlab | 07.06.2023 | 0 | Разное
форма для литья, литье в домашних условиях
Изделия из меди активно используются не только в различных отраслях промышленности, но и в быту. В связи с этим вполне естественно, что у многих умельцев возникает вопрос о том, как расплавить медь и в домашних условиях изготавливать из нее различные изделия методом литья. Знание такой технологии, которая известна человечеству еще с древних времен, позволяет создавать различные предметы не только из меди, но и из ее сплавов – латуни и бронзы.
Плавка меди в самодельной печке
Литье меди
В промышленных условиях используются такие технологии, как
Литье меди
- Литье меди в формы
- Порошковая металлургия
- Гальваническое нанесение покрытия
- Горячий и холодный прокат
- Штамповка из листов
- Волочение проволоки
- Механическая обработка
Они требуют сложного и дорогого профессионального оборудования, высокой квалификации персонала и сопровождаются высокими энергозатратами.
Проволочное волочение меди
В домашних условиях небольшой мастерской применяются простые технологии, во многом повторяющие приемы работы мастеров медного века. Это медное литье и волочение проволоки, а также ковка и чеканка. Несмотря на простоту и древность технологических приемов, домашние мастера достигают высокого качества изделий. Достаточная точность литья обеспечивается тщательным изготовлением формы.
Принцип работы газовых печей
Газовые плавильные печи достаточно экономичны в силу сравнительно невысокой цены на данный вид топлива. В таких печах возможна очень точная регулировка температуры в тигле. Изоляционные материалы высокого качества позволяют существенно снизить тепловые потери. Газовые печи используются преимущественно для плавки цветных металлов.
Принцип работы таких печей основан на взаимодействии газа и воздуха, образующих горючую смесь. Печь на газу для плавки металлов отличается быстрым разогревом и долгим поддержанием оптимальной температуры внутри огнеупорной камеры. Позволяет использовать ее для процесса плавки широкого ряда материалов.
Характеристики меди
Медь — это металл с относительно низкой температурой плавления (1083С), плотностью 8 г/см3 и высокой пластичностью. Она встречается в природе в виде самородков. Благодаря этим качествам она стала первым металлом, освоенным человечеством. Археологи находят инструменты и оружие, в захоронениях, датируемых III тысячелетием до н.э. Скорее всего, человечество освоило медное литье еще раньше, в конце каменного века.
Основные свойства металлов подгруппы меди
Латинское название металла- Cuprum связывают с названием острова Кипр, известного античного центра производства бронзовых изделий. Сплавы на основе меди — бронза и латунь обладают высокой прочностью и меньше подвержены окислению. Бронза широко применялась как основной металл человечества вплоть до освоения массовых технологий производства стали.
Медь обладает отличной электро- и теплопроводностью. Это обуславливает ее широкое использование в электротехнике и теплотехнике.

Кроме того, медь обладает выраженными бактерицидными свойствами.
Температура плавления меди: как расплавить металл в домашних условиях — пошаговая инструкция
Медь – крайне популярный и распространенный металл, используемый при производстве электроники, передаче электроэнергии, а также изготовлении разнообразных сплавов.
Какова же температура плавления меди, как ее добывают и чем она интересна? Расскажем обо всем этом.
Как получают медь
Запасы этого металла на Земле сравнительно невелики (по сравнению с другими элементами). Причем встречается он как в виде самородков, так и в составе сложных соединений. Чаще всего это медный колчедан, халькопирит, борнит и халькозин. Находят их в осадочных породах, но чаще всего – в гидротермальных жилах.
Общее количество месторождений меди в мире довольно велико, однако действительно крупных, имеющих важное стратегическое значение, всего несколько.
Это интересно!
Содержание меди в руде очень невелико – 0,3–1%, в зависимости от конкретного месторождения.
На территории России это Удокан, расположенный в Забайкальском крае. Если рассматривать Европу, то крупнейшим месторождением является немецкий Мансфельд. В ближнем зарубежье такими запасами может похвастать Казахстан – они есть в городе Жезказган.
Серьезный медоносный пояс расположен в Центральной Африке. В США также имеется крупное месторождение – Моренси. Наконец, Чили может похвастать сразу двумя серьезными точками добычи – Кольяуси и Эскондида.
Добывается медная руда открытым методом. Лишь сравнительно малая часть месторождений, где сырье залегает на большой глубине, использует шахтный метод.
После добычи руда проходит сложнейшую обработку, позволяющую отделить чистый металл от шлака. Для этого применяются разные методы: электролиз, гидрометаллургия, а также пирометаллургия.

Каким образом наши предки плавили медь
Это древнейший металл, который освоили люди. Удивительная пластичность стала ее главным достоинством. Именно благодаря ему даже при наличии примитивных орудий труда можно обрабатывать металл, изготавливая из него предметы обихода и разнообразные орудия труда.
Оборудование для плавки и литья меди
Для литья меди в домашних условиях не требуется особо сложного или дорого оборудования. Приобрести его или изготовить самостоятельно вполне по плечу домашнему мастеру.
Потребуется
- Тигли — цилиндрические открытые сосуды.
Примеры графитовых тигелей
- Стальные щипцы для снятия и постановки тигля в печь.
- Муфельная печь или газовая горелка.
- Стальной крюк для снятия корки из окислов с поверхности расплава.
- Форма для литья.
Прежде всего, нужно расплавить медь. Чем лучше будет измельчено исходное сырье, тем быстрее произойдет расплав.

Плавление будет происходить в тигле из керамики или огнеупорной глины. Муфельная печь должна быть оборудована термометром и застекленным оконцем для визуального контроля. Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки.
Формы для медного литья делается на основе модели. В зависимости от выбранной технологии формы бывают одноразовые (из специально отформованной в опалубке смеси) и многоразовые — стальные кокили. В последнее время получили распространение формы из высокотемпературного силикона.
В домашних условиях чаще применяют одноразовые формы. Модель изготовляют из воска или специальных сортов пластилина. Модель полностью повторяет пространственную конфигурацию будущего изделия. При заливке в форму горячего расплава воск плавится и вытесняется металлом, занимающим его место и повторяющим все детали рельефа формы. Такая форма называется выплавляемой.
Выжигаемая форма для литья меди
Существуют также выжигаемые формы.
В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
Последовательность действий
Выплавка может проводиться несколькими способами:
- Выплавка с помощью муфельной печи. Металл измельчают на кусочки. Чем мельче используются кусочки, тем быстрее будет происходить плавка. Кусочки засыпаются в тигель, который после заполнения помещается в печь. Печь предварительно разогревается до нужной температуры. В печах, изготовленных серийным способом, предусмотрено окно, через которое ведется наблюдение за процессом выплавки. После расплавления металла тигель извлекается из муфельной печи с помощью стальных щипцов. На поверхности жидкой меди находится пленка из окиси. Ее необходимо сместить стальным крюком к краю тигля. После этих действий медь аккуратно, но быстро заливается в заранее приготовленную форму.
- Выплавка с помощью газовой горелки.

Если тигельной печи в вашем распоряжении не имеется, вместо нее вполне подойдет газовая горелка. Ее следует расположить под дном емкости с металлом, следя за тем, чтобы пламя охватывало всю поверхность днища тигля. При таком способе металл будет быстро окисляться из-за открытого доступа воздуха. Чтобы этого избежать, можно насыпать в емкость слой размельченного древесного угля.
- Выплавка с помощью паяльной лампы. Этот способ больше подходит для работы с более легкоплавкими сплавами на медной основе. Процесс проходит так же, как и с газовой горелкой.
- Выплавка с помощью горна или домашнего пылесоса. В этом случае емкость с металлом помещается на слой горящего древесного угля. Такую печь можно выложить из огнеупорного кирпича. Для создания подходящей температуры нужно организовать поддув воздуха. Это можно сделать двумя способами — используя горн или бытовой пылесос. При использовании пылесоса будет необходимо изготовить металлический переходник с соплом меньшего диаметра.

Чистая медь не обладает достаточно хорошей текучестью для изготовления сложных изделий.

Для подобных целей лучше пользоваться латунью, причем следует иметь в виду — чем светлее сплав, тем ниже температура его плавления.
Применение медного литья
Медное литье применяется для изготовления широкого спектра изделий. В ювелирном деле легендарный металл чаще используют в составе сплавов. В небольших количествах ее добавляют в золотые изделия для повышения их прочности и стойкости к истиранию. Бронза, представляющая собой сплав меди с оловом, используется для создания авторских подвесок, цепочек, колец и сережек.
Ювелирные украшения из меди
Литье из меди применяется также для изготовления рыболовных блесен уникальной формы. Еще одна сфера применения — создание авторских масштабных моделей техники — кораблей, автомобилей, танков, самолетов и пр. Здесь кроме бронзы используется латунь — сплав с цинком.
Латунь и бронза применяются также для отливки элементов декора помещений, накладок и авторских дверных ручек. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.

Плавление с помощью самодельных приспособлений
У некоторых автолюбителей в гаражах имеются самодельные горны, с помощью которых можно плавить металлы. Если горн найти не удалось, его можно сделать своими руками.
- На земле устанавливают опоры, например, силикатные кирпичи, на них кладут стальную сетку с мелкими ячейками.
- На сетку насыпают слой древесного угля и поджигают его. Чтобы получить высокую температуру, нужно увеличить приток воздуха. Проще всего это сделать с помощью пылесоса, работающего «на выдув», направив струю воздуха в место горения угля.
- Остается поставить на горящие угли тигель и дождаться, когда медь расплавится. Расплав контактирует с атмосферным кислородом, поэтому активно образуется оксидная пленка, которую постоянно следует убирать. Можно присыпать поверхность расплава мелкими углями или пеплом от них. Образуется шлак, который потом легко отделяется.
Медные сплавы бронзу и латунь можно расплавить с помощью газовой горелки автогенной сварки или паяльной лампой с насадкой для поворота пламени. Пламя должно нагревать тигель равномерно снизу.
Источник
Расход газа газовых плавильных печей
Расход газа во время работы плавильных печей зависит от газовой горелки. На газовых термических печах устанавливаются горелки низкого и среднего давления. Правильно выбранная газовая горелка должна обеспечивать:
- подвод в зону горения требуемого количества газа и воздуха;
- хорошее перемешивание шихты;
- полное сжигание газа при минимальном коэффициенте избытка воздуха;
- хороший теплообмен внутри плавильного узла, исключающий локальные перегревы;
- устойчивую работу в необходимом диапазоне изменения теплопроизводительности.
Расход газа при плавки 1 тонны шихты меди или алюминия составляет от 60 до 100 м3/час.
Газовые муфельные печи
Муфельная печь для плавки металла может быть электрической или газовой. Обработка металла происходит в муфеле — специальном пространстве, препятствующем соприкосновению металла с топливом.

Газовые муфельные печи различаются по уровню температуры в рабочем пространстве. Муфели могут быть керамическими, волокнистыми и из керамического волокна. Печи с муфелем используются для термообработки и плавки цветных металлов, они имеют ограничения по температуре плавления, и подходят как для бытового, так и для промышленного использования.
Газовая муфельная печь характеризуется особенностями внутренней конструкции и содержит внутри сверхпрочную камеру из муфеля, который дополнительно защищает металл во время переплавки от попадания сторонних примесей.
График плавления
График плавления металла состоит из пяти ступеней:
- Первая ступень – при t = 20–100°C материал сохраняет твердое состояние. Следующее нагревание способствует удалению оксидной пленки, и медь изменяет свой цвет.
- Вторая ступень – при t = 1082°C металл переходит в жидкое состояние, его цвет становится белым. В этот период разрушается кристаллическая решетка материала.
- Третья ступень – при t = 2595°C цветмет начинает кипеть, выделяя углерод.
- Четвертая ступень – нагревание прекращается, металл остывает, а пиковая температура постепенно снижается.
- Пятая ступень – материал возвращается в твердое состояние, и металл остывает окончательно.
Выбирая лом для вторичной переработки, необходимо учесть, что чистая медь применяется в электротехнических приборах. Бронзовые или латунные сплавы, из которых сделаны многие старинные вещи, зачастую содержат в себе ядовитые вещества. Поэтому работая с ними, следует соблюдать меры предосторожности.
Газовые печи для плавки черных металлов
Плавка черных металлов может осуществляться в разных печах. Идеальными считаются индукционные сталеплавильные печи, но они потребляют большое количество электроэнергии. Поэтому некоторые литейные производства используют газовые печи. Черные металлы в таких печах плавятся дольше и имеют не самый лучший химический состав, но экономия составляет в 2-3 раза.

Литейный завод пошаговая инструкция
Литейный завод — предприятие по производству литья как черных, так и цветных металлов. Литейные заводы специализируются на литье металлических шрифтов, которые в основном используются в полиграфии. Сегодня технология уступила место электронной литейной, которая представляет собой литейный завод, разрабатывающий цифровые шрифты с помощью электронных инструментов.
Пошаговые инструкции по литейному производству
Весь литейный процесс можно резюмировать в виде девяти этапов, описанных ниже:
Литье
Литье – подготовка литейной формы для удержания расплавленного металла. Сначала вокруг модели, удерживаемой опорной рамой, размещается формовочная масса. Шаблон удаляется, чтобы сформировать полость формы, после чего стержни устанавливаются в полость, отделка и, наконец, закрытие формы.
Заливка формы
После того, как формы для оригинальной скульптуры готовы, следует процесс, называемый «заливкой», для изготовления восковых репродукций.

Растирание включает заливку и выливание расплавленного воска плавными движениями с образованием слоя воска толщиной ¼ дюйма в форме. После охлаждения воск удаляют, а форму проверяют на наличие дефектов.
Восковая чеканка и литье
Восковая чеканка включает в себя очистку восковой копии и добавление последних штрихов к дефектам, возникшим во время литья. Изготовление литников включает в себя закрепление стержня, то есть вставку медных штифтов в ключевые положения восковой копии. Затем через деталь вставляется стальной стержень и прикрепляется к основанию, после чего вокруг детали строится сеть литников, литников и стояков. Сеть ворот и литников действуют как каналы для расплавленной бронзы, а стояки функционируют как вентиляционные отверстия для горячего воздуха.
Паковочная масса
Процесс формовки включает помещение литника в колбу из толя и проволоки с последующим герметизацией дна колбы гипсом. Паковочный материал, приготовленный с использованием правильной комбинации 70% кремнеземного порошка и 30% керамики и воды, смешивают, а затем добавляют в колбу, обеспечивая полное погружение восковой детали. Как только материал начинает схватываться, в верхней части формы через еловую систему вырезается разливочный стакан.
Выжигание форм
Хорошо отвердевшие формы переносятся на специально изготовленную платформу печи после удаления войлочного покрытия опоки. Газодувки вставляются через порты печи, а сверху размещается вентиляционное отверстие большого объема. Прогорание начинается с зажигания газовых нагнетателей и регулируется управляемым компьютером термостатом. Необходимое время прогорания определяется размерами наибольшей колбы в печи.
Бронзовая заливка
После прожига печь демонтируют, а горячие колбы закапывают в песочнице, чтобы они оставались горячими до тех пор, пока расплавленная бронза не будет готова для заливки.

Бронзовые слитки, помещенные в тигли, нагреваются в бронзовой печи. При достижении постоянной температуры 2100 градусов тигли снимают и устанавливают в хвостовики тиглей. После удаления примесей и повторного подтверждения температуры тигли готовы к заливке бронзы в колбы.
Разбивание формы, очистка и сварка
После остывания формы удаляются из песочницы, а затем разбиваются. Остатки паковочной массы удаляются с помощью моек высокого давления и пескоструйных аппаратов. Затем ели разрезают и, наконец, детали сваривают на месте с помощью аргонового сварочного аппарата.
Чеканка по металлу
Несовершенства и детали, утерянные в процессе литья, на этом этапе загоняются обратно в деталь. После пескоструйной обработки изделие готовится к патинированию.
Патина и отделка
Внешний вид скульптуры зависит от патины, которую обычно готовят путем смешивания различных кислот и химикатов.

При нагревании химических веществ и после желаемой патины скульптура запечатывается воском или лаком, чтобы избежать обесцвечивания. Изделие установлено на подходящей поверхности и готово к показу.
Литейные цеха стали неотъемлемой частью нашей жизни. Литейные заводы вносят большой вклад в автомобильную, электрическую, нефтяную и обрабатывающую промышленность. Литейный цех может производить отливки в песчаные формы, отливки под давлением или постоянные формы. Литейный цех позволяет потребителю получить гладкий, текстурированный, прочный и неагрессивный продукт.
Как перерабатывается металл? Ваше руководство по переработке металлов
«Сокращение, повторное использование, переработка». В детстве мы часто слышим эту фразу. Но что это на самом деле означает, особенно когда речь идет о процессе переработки металла?
При переработке металлов эти 3 вещи работают вместе, чтобы защитить окружающую среду. Когда вы перерабатываете свой металлолом, вы создаете способ повторного использования металла и уменьшаете потребность в добыче и производстве большего количества.

Итак, что именно происходит с ломом, когда он попадает на переработку? Хороший вопрос. В этой статье вы узнаете пошаговый процесс переработки металла — от начала до конца.
Для начала нам нужно обсудить, что вы должны сделать перед тем, как сдать металлолом на завод по переработке металла.
Ваша часть: подготовка
Если у вас дома или на работе скопилось много металлолома, не выбрасывайте его в мусорное ведро. Вместо этого отправьте его на доверенное предприятие по переработке металла.
Но перед отправкой мы рекомендуем разделить ваши металлы. Во-первых, разделите их на черные и цветные металлы. Чтобы помочь, вы можете использовать магнит и помахать им над своими записями. Черные металлы будут прилипать к магниту, потому что в них есть железо.
Затем разделите ваши металлы по типам. Например, вы захотите разделить медь, алюминий, сталь и т. д. по разным контейнерам. Любая сортировка, которую вы сделаете, поможет повысить ценность и принесет вам большую прибыль, а также поможет объекту.
Если ваша компания разрабатывает план утилизации металлолома, мы рекомендуем провести аудит металлолома, чтобы помочь вам максимизировать прибыль.
Это подводит нас к фактическому процессу переработки металла.
Как перерабатывается металл?
Во-первых, процесс, через который проходит металл, представляет собой круг. Он начинается с того, что потребитель использует продукт, сделанный из металла, и заканчивается тем, что другой потребитель использует новый продукт, сделанный из того же металла.
Между ними вступают в действие предприятия по переработке. Мы перерабатываем металл, чтобы производители могли использовать его повторно.
Продолжайте читать, чтобы узнать о наших 7 шагах к переработке металла.
1. Сбор
Первый этап процесса сбора начинается с вас. Будь то в вашем офисе или дома, металлолом окружает вас повсюду.
Выделите контейнеры в вашем гараже или на объекте специально для сбора металлолома. Убедитесь, что используемые вами контейнеры могут безопасно удерживать металл.
Если на вашем предприятии много металлолома, некоторые предприятия по переработке могут помочь вам организовать его транспортировку.
2. Сортировка
Как только предприятие заберет у вас металлолом, начнется процесс сортировки. Хотя коллекция могла быть предварительно отсортирована дарителем, это делается для обеспечения качества.
Во-первых, металлы отделяются от других материалов. С проводов снимается пластик, а с предметов удаляются металлические детали. Затем с помощью магнитов происходит разделение черных и цветных металлов.
Сортировка по типу и чистоте
После этого металлы сортируются по типу. Это делается по цвету и весу металлов. Например, медь желтовато-красная, а алюминий серебристый.
Наконец, металлы разделяют по чистоте. Это означает, является ли металл чистым или нечистым. Автоматизированная операция включает в себя магниты и датчики, такие как инфракрасное сканирование и рентгеновское излучение.
3.

Переработка
Это подводит нас к следующему шагу — переработке металлолома. Во время этого процесса металлы сначала уплотняются и сжимаются вместе, чтобы занимать меньше места. Затем они разрезаются на более мелкие части с помощью гидравлического оборудования .
Гидравлическое оборудование способно создавать давление, достаточное для резки больших кусков металла. Это связано с тем, что в нем используется жидкость, которая течет через двигатели и по всей машине, чтобы создать в ней давление.
Затем он измельчается на еще более мелкие кусочки, пропуская его через молотковые мельницы . Измельчение металла облегчает процесс плавления, потому что, когда куски меньше, это создает большее отношение поверхности к объему.
4. Плавка
В большой печи металл теперь плавится. Печь устанавливается для каждого конкретного металла, потому что для каждого требуется разный уровень тепла. Это связано с тем, что разные металлы имеют разные свойства.

Размер металла и печи влияют на то, сколько времени потребуется для плавки. Это может быть от минут до часов. Хотя этот процесс требует использования энергии, ее гораздо меньше, чем необходимо для добычи новых металлов.
5. Очистка
Для обеспечения качества металл очищается от любых загрязнений.
Одним из методов очистки является электролиз . В этом процессе через металл пропускают электрический ток, и чистый металл осаждается на катоде, а нечистые растворяются.
Нечистый металл является анодом, а чистый металл — катодом. Растворимая соль металла является электролитом. Эти примеси собираются под анодом, также известным как 9.0069 анодный раствор .
С другой стороны, другие металлы нужно просто провести под сильным магнитом, который может разделить металлы.
6. Затвердевание
Это последний процесс, который проходит металл перед отправкой. Сначала к расплавленному металлу добавляют химические вещества для придания желаемых свойств.

Затем расплавленные металлы проходят через конвейерную ленту, которая доставляет их в охлаждающую камеру для затвердевания .
Некоторые металлы плавятся в листы, а другие — в прессованные блоки в процессе, называемом прессование . Это сделано для того, чтобы облегчить производителям выпуск новой продукции.
7. Транспортировка
Теперь, когда металлы очищены и отверждены, пришло время отправить металл на производство. Твердые металлы упаковываются и транспортируются на грузовиках.
Затем производители могут изготавливать совершенно новые продукты из этих металлов. Затем продукты продаются потребителям, а затем процесс начинается заново.
Почему необходимо больше вторичной переработки металлов
Практически любой металл может быть переработан. Тем не менее, текущий уровень вторичной переработки металла в 30% слишком низок.
И предприятия, и люди могут извлечь выгоду из переработки своего металлолома.
Финансовые выгоды
Существует явный финансовый стимул для переработки металла. Утилизаторы, которые собирают металлолом и доставляют его в фирму по переработке, могут зарабатывать деньги на найденных металлах. То же самое верно и для предприятий, которые собирают свой лом и доставляют его фирме по переработке, такой как GLE Scrap Metal.
Кроме того, переработка снижает затраты в производственном процессе. Использование переработанных металлов обходится гораздо дешевле, чем производство новых продуктов с использованием первичного сырья.
Помимо экономии денег, переработка металла также позволяет производственным предприятиям снизить общие производственные затраты . Затем это передает эти сбережения потребителям.
Еще один отличный способ принести пользу экономике – создать потребность в новых рабочих местах .
Экологические преимущества
Конечно, переработка металлов оказывает значительное воздействие на окружающую среду. Вторичная переработка металлов позволяет нам сохранять природные ресурсы.
Кроме того, использует гораздо меньше энергии для обработки, чем добыча первичной руды для получения новых металлов. Кроме того, он выделяет на 90 069 меньше углекислого газа и других вредных газов, чем 90 070. Переработка металлолома дает существенную экономию энергии.
Еще одна причина не утилизировать металлы ненадлежащим образом: вы не хотите, чтобы металлолом попадал на свалки. Эти металлы содержат токсичные химические вещества, такие как ртуть, которые могут представлять опасность для почвы и воды вблизи полигона.
Это повышает вероятность того, что этот небрежно выброшенный лом потенциально может создать серьезные проблемы со здоровьем для людей и диких животных в этом районе.
Перерабатывайте металлолом с помощью GLE Scrap
Мы все должны внести свой вклад в увеличение объемов переработки металлолома, поскольку это хорошо для нашей окружающей среды и помогает нашей экономике.

- Виды бронзовых сплавов и различия в температуре их плавления
- Возможно ли литье бронзы в домашних условиях
- Как правильно заливать металл в литейную форму
- Изготовление форм для литья
- Технология литья бронзовых изделий более высокого качества
Температура плавления бронзы определенной марки зависит от того, какие химические элементы входят в состав данного сплава. Для того чтобы в домашних условиях выполнять литье бронзовых изделий, необходимо оснастить свою мастерскую соответствующим оборудованием и строго следовать технологическим рекомендациям.

Плавка бронзы в домашних условиях
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий. В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др. Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Количество основных легирующих добавок в бронзе определяет не только ее физические и химические свойства, но и цвет.
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
- оловянные;
- безоловянные.
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления. Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова. Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.

Температура обработки и технические свойства оловянных бронз
Безоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.

Температура плавления и другие физические свойства литейных безоловянных бронз
Хотя бронзы с добавлением олова отличаются высокой хрупкостью, как уже говорилось выше, они и сегодня являются наиболее распространенными. Для маркировки бронз любых марок вне зависимости от их химического состава используются буквы «Бр», после которых перечисляются обозначения добавок, а также их процентное содержание. В качестве примера можно расшифровать обозначение бронзы марки Бр ОЦСН3-7-5-1. В данной бронзе, которая относится к оловянному типу, содержится 2,5–4% олова, 6–9,5% цинка, 3–6% свинца, 0,5–2% никеля. В химический состав любой бронзы, как было сказано выше, могут входить и другие элементы, которые обозначаются следующими буквами:
- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.
")
Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
- сплавы литейного типа БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовый сплав БрОС5-25.
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.

Заливка формы литейной бронзой
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность. Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж). Обязательное требование к таким помещениям – пол из негорючего материала.
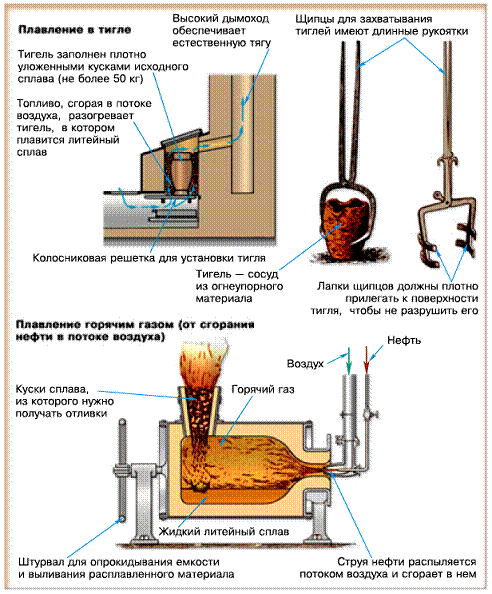
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.

Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).

Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
- Металл, который необходимо расплавить, измельчают и помещают в тигель.
- Тигель устанавливают в печь и разогревают ее до необходимой температуры.
- После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме.
- Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи.
- Жидкий металл через специальное литниковое отверстие заливают в форму. При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась.

Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.
Как правильно заливать металл в литейную форму
Если расплавленный металл заливают в литейные формы большого размера, то его собственного веса вполне хватает для того, чтобы вытеснить из них весь скапливающийся воздух. Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно. Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.
Литейные формы помещают в специальные центрифуги, работающие от ручного или электрического привода. При вращении создаются центробежные силы, равномерно распределяющие расплавленный металл по всем внутренним полостям форм. Эффективной данная технология является только в том случае, если металл находится еще в жидком, а не в застывшем состоянии.

Самодельная центрифуга для литья мелких деталей
После окончания процесса литья и остывания металла отливку извлекают, используя для этого простейшие механические приспособления. Следует иметь в виду, что поверхность изделий, только что извлеченных из литейных форм, не отличается высоким качеством, поэтому их необходимо подвергнуть различным видам механической обработки.
Изготовление форм для литья
На качество изделий, полученных методом литья из бронзовых сплавов, серьезное влияние оказывает правильность изготовления литейной формы, которая и позволяет создать из расплавленного металла деталь требуемой конфигурации и с заданными геометрическими параметрами. Для изготовления литейных форм традиционно используют специальные приспособления – опоки. Опока, габариты которой должны примерно в полтора раза превышать параметры готового изделия, состоит из:
- верхней рамки;
- нижнего ящика.

Литейная форма изготавливается под конкретное изделие
Верхняя и нижняя части опоки, в которые засыпается формовочная смесь, для большей надежности могут надежно соединяться друг с другом, для чего используются специальные фиксаторы на их боковых поверхностях.
Состав наиболее часто используемой формовочной смеси включает:
- песок мелкой фракции – 75%;
- глину – 20%;
- каменноугольную пыль – 5%.
В результате смешивания данных компонентов должна получиться однородная масса.
Для изготовления литейной формы также потребуется модель, которую делают из древесины или другого мягкого материала (можно использовать в ее роли готовое изделие требуемого качества).

Самодельная форма для литья состоит из двух половинок
Изготовление самой литейной формы выполняют следующим образом.
- В нижний ящик опоки засыпают формовочную смесь и несильно ее утрамбовывают.
- В полученную утрамбованную массу помещают модель, поверхность которой необходимо предварительно покрыть тальком или порошковым графитом.
- На нижнюю часть опоки ставят верхнюю рамку и засыпают ее доверху формовочной смесью, также утрамбовывая ее. Перед засыпкой верхней половины опоки необходимо сформировать в будущей форме отверстие литника, для чего используют специальную пробку конической формы.
- После утрамбовки формовочной смеси надо разделить готовую форму на две половины – верхнюю и нижнюю, для чего можно использовать любой острый предмет.
- После извлечения из полученной литейной формы внутренние полости модели внимательно осматривают и исправляют дефекты, которые могут на них присутствовать.
Готовую форму необходимо подсушить, после чего ее можно собрать и начать использовать для литья изделий из бронзы. Более наглядно изготовление литейной формы представлено на видео ниже.

Гипсовую форму следует покрыть тонким графитовым слоем
Технология литья бронзовых изделий более высокого качества
Чтобы получить методом литья изделие из бронзы более высокого качества или изготовить деталь сложной конфигурации, можно использовать и другую технологию, предполагающую применение модели из легкоплавкого материала. В таком случае для создания неразъемной литейной формы применяют модель из парафина, воска или любого другого легкоплавкого материала. Такую модель просто выплавляют из готовой формы, нагревая ее или помещая в кипящую воду.

Восковая модель сложной конфигурации изготавливается из нескольких частей, которые потом дорабатываются и спаиваются
Чтобы обеспечить высокую точность формы и геометрических параметров модели, для ее создания может быть использовано готовое изделие. С его помощью получают гипсовую форму, в которую и отливается копия.
Познакомиться с технологией, позволяющей выполнять качественное литье даже очень сложных по своей конфигурации изделий, также можно по многочисленных видео в сети.
Бронза – сплав на основе меди, не содержащий в качестве основных легирующих компонентов никеля и цинка. Характеризуется сравнительно высокой температурой плавления, металл становится жидким в диапазоне от +940°С до +1300°С. Самая тугоплавкая – оловянно-фосфорная. Из бронзовых сплавов производят сортовой, листовой и трубный прокат, детали двигателя, элементы передаточных устройств, вкладыши в запорную арматуру, фитинги, краны, сувенирные изделия, детали приборов и многое другое. Сделать литье можно в домашних условиях. Плавка бронзы производится в муфельных печах или горнах. При температуре плавления бронза становится густой, плохо растекается по форме, нужно знать некоторые хитрости, чтобы самостоятельно заниматься литьем.
Содержание
- Основные характеристики бронзовых сплавов
- Можно ли плавить и отливать бронзу в домашних условиях
- Процесс литья
- Заливка бронзы в литейную форму
- Как сделать форму для литья
- Технология получения литья более высокого качества
Основные характеристики бронзовых сплавов
Цвет бронзового сплава зависит от количественного состава легирующих элементов. Они оказывают влияние на физические свойства: пластичность, износостойкость, температуру плавления бронзы. В качестве легирующих компонентов выступают металлы (олово, алюминий, бериллий, свинец, марганец) и неметаллы (фосфор, кремний). Расплавить в домашних условиях можно любой бронзовый сплав. Зная маркировку лома, несложно определить точную температуру плавления бронзы. Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.
Бронзовые сплавы классифицируют по двум категориям:
- оловянные более пластичные;
- безоловянные хуже поддаются обработке:
- бериллиевые характеризуются высокой прочностью, максимальной выносливостью на разрыв, кручение;
- у алюминиевых невысокая температура плавления, они устойчивы к коррозии, обладают хорошими антифрикционными свойствами;
- свинцовые пластичные, хорошо поддаются механической обработке;
- с добавками цинка и кремния отличаются текучестью, при плавлении равномерно заполняют форму для литья;
- сплав с железом неплохо сваривается, но контакт ее с агрессивными средами нежелателен;
- марганец улучшает прочностные характеристики с сохранением пластичности, свойственной меди;
- оловянно-свинцовые бронзы отличаются ковкостью, их подвергают горячей деформации, делают из сплава горячекатаный прокат.
Для литья в промышленных условиях используют оловянную бронзу с низкой температурой плавления, до +1000°С.
В отличие от латуни, бронза более вязкая в точке плавления. При заполнении форм сложной конфигурации в производственных цехах применяют центрифуги. Сплаву, разогретому выше температуры плавления на 5°, придают дополнительное ускорение, чтобы он растекался равномерно. При кустарном изготовлении отливок вязкость бронзового сплава в точке плавления желательно учитывать, чтобы не было брака на поверхности. Достоинством цветного металла литейщики считают низкую усадку при охлаждении. Удается получать литье, не требующее длительной доводки до заданных геометрических размеров. Из бронзовых сплавов делают качественные фасонные отливки.
Можно ли плавить и отливать бронзу в домашних условиях
Воссоздать промышленную технологию кустарным способом невозможно. Металл для улучшения текучести перегревают. При температуре выше точки плавления выдерживают определенный временной интервал, только после этого расплав разливают в изложницы. Технологи рассчитывают температурный режим для каждого сплава.
Самостоятельно удается получать несложные мелкие детали, требующие серьезной доводки до точных размеров. Как расплавляют бронзу в домашних условиях, стоит рассказать подробно. Для этого нужны особые условия, инструменты. Бронзовый лом не плавится в жестяной банке, для него нужен огнеупорный тигель или старая посуда из черного чугуна. Расплав выливают в самодельные формы. Отливки покрупнее делают на земле или на бетонном полу.
Для лома подбирают схожие по цвету сплавы, бронза плохо измельчается, необходимы ножницы по металлу. Тигель нагревают до температуры плавления лома в горне, подбрасывая уголь, или в электрической муфельной печке. Горячую емкость с расплавом зажимают специальными щипцами с длинной ручкой, чтобы минимизировать риск ожогов.
Процесс литья
Литье бронзы начинается с подготовки рабочего места. Устанавливают подставку под опоку, тигель. Она делается из огнеупорного материала. Можно насыпать слой песка в поддон или воспользоваться металлической пластиной.
До загрузки измельченного лома в печь необходимо подготовить опоку. Ее хорошо прогревают, выдерживают минимум 2 часа при +600°C. Огнеупорный тигель при такой температуре начинает излучать желтоватое свечение. Пока прогретая форма остывает, приступают к плавлению измельченного лома.
Плавильню заполняют на 1/3 объема. С кусочками лома ставят в горячую печь, оставляют до полного плавления. Тигель или другую плавильную емкость устанавливают нагревать, когда температура в печи близка или достигла точки плавления бронзы. Оловянные бронзы становятся жидкими до 1000°C, безоловянные приходится прогревать дольше, у них точка плавления выше.
Когда вся бронз расплавится, ее оставляют в печи на 3-5 минут, чтобы расплав хорошо прогрелся, стал менее вязким. Затем плавильню достают щипцами или специальным крюком. Расплав готов. Пора приступать к изготовлению отливки.
Заливка бронзы в литейную форму
Расплавленный металл выливают в отверстие формы тонкой струйкой, бронза должна равномерно заполнить все пустоты. Она уплотняется под собственным весом. Чтобы горячая форма хорошо заполнялась, ее ставят на вращающуюся подставку с ручным или электрическим приводом. Такая хитрость необходима для получения качественного литья. Если заливать бронзу спокойно, углы отливки будут закругленными. Раскручивают форму с горячим расплавом в процессе заполнения. Когда бронза схватится, форму литья уже не изменить. В заводских условиях используют технологические центрифуги. В домашних условиях умельцы делают подобие промышленных установок на базе отслуживших стиральных машин.
Придавать сплаву движение необходимо при изготовлении небольших сложных отливок. Бронзовому расплаву не хватит собственного веса для заполнения всех пустот. Он будет застывать неравномерно, на поверхности литья возникнут раковины, складки.
Как сделать форму для литья
Самостоятельное изготовление литейной формы начинается с подбора корпуса, куда свободно войдет будущая отливка и останется свободным половина пространства. Это может быть жестяная банка или специально изготовленная емкость. Традиционно размер опоки в 1,3–1,5 раза превышает габариты отливки. Такое соотношение необходимо, чтобы песчано-глиняная смесь образовала равномерный слой со всех сторон детали. Наполнитель для опоки делается из материалов, способных сохранять тепло. Литая заготовка будет качественной только при постепенном остывании.
Форму делают из двух частей:
- верхняя рамка (занимает не менее 1/4 высоты формы);
- нижний ящик, в него свободно помещается будущая деталь.
Для набивки делают смесь песка и глины в пропорции 3:1. В глину для аккумуляции тепла вводят 1/5 часть угольной крошки, лучше использовать каменный уголь, у него больше теплоемкость. Однородную массу укладывают в обе части опоки. Смесь не стоит сильно утрамбовывать, чтобы глина не спекалась, оставалась рыхлой во время прогрева в печи. Деталь перед закладкой в подготовленный нижний ящик густо обмазывают тальком или графитовым порошком. Затем делается отверстие для заливки бронзы, разогретой до температуры плавления.
Важно!
Готовую форму нужно просушить перед использованием.
Изделие достают из формы только после охлаждения. Форму аккуратно разбирают, затем вынимают отливку.
Технология получения литья более высокого качества
Получить литье нужной геометрии кустарным способом сложно. Нужно быть готовым к тому, что литье придется долго шлифовать, стачивать, доводить до нужных размеров. Процесс плавления бронзы в домашних условиях сопряжен с рядом ограничений. Нюансы, которые желательно учитывать при самостоятельном изготовлении бронзовых отливок:
- лучше использовать муфельную печь для плавки, оснащенную терморегулятором, производители предлагают небольшие установки для изготовления домашнего литья, работающие от стандартной сети 220 В;
- при изготовлении опоки необходимо учитывать сложность ее заполнения расплавом, в местах возможных пустот делают припуски на будущую доводку детали;
- вместо песочно-глиняных опок для мелких деталей делают гипсовые формы с восковым или парафиновым заполнением. Горячую бронзу при вливании вытесняет не воздух, а расплавленный стеарин.
Парафиновые формочки делают на основе гипсовых слепков, сделанных с будущей детали. Точность изготовления отливок в этом случае возрастает. Опоки из гипса удобны для небольших отливок, их можно сделать неразъемными. Правда, процесс их изготовления усложняется: сначала делятся форма для парафинового муляжа, а затем он заливается формовочным гипсом. Подобные конструкции удобно размещать в центрифуге.
Приступая к плавлению бронзового лома в домашних условиях, следует учитывать состав сплава. Она зависит от химического состава бронзы. Вязкий расплав бронзы медленно заполняет опоку. Чтобы не было пустот, заполненную форму крутят в центрифуге. Под действием центробежной силы металл, нагретый до температуры плавления, распределяется равномерно. Отливка получается качественной.
Просмотров 1.9к. Опубликовано 13.01.2018 Обновлено 13.01.2018
Содержание
- 1 Классификация
- 2 Маркировка
- 3 Температура плавления
- 4 Можно ли отливать бронзу дома
- 5 Как сделать форму для литья
- 6 Заливка металла
- 7 Технология литья
- 7.1 Подготовка формы
- 8 Изготовление отливок высокого качества
- 9 Меры предосторожности
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.

Содержание
- Классификация
- Маркировка
- Температура плавления
- Можно ли отливать бронзу дома
- Как сделать форму для литья
- Заливка металла
- Технология литья
- Подготовка формы
- Изготовление отливок высокого качества
- Меры предосторожности
Классификация
Бронзовые сплавы по составу делятся на:
- Оловянные.
- Безоловянные.
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Маркировка
Принцип маркировки такой:
- Пишут буквы Бр (означает «бронза»).
- Пишут буквы, обозначающие легирующие элементы:

- Пишут цифры, обозначающие количество каждого элемента в процентах. Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.
Для литейных цифру пишут после каждого легирующего компонента. Например:
БрОФ10-1 – деформируемая бронза. Олова примерно 10%, а фосфора 1%, остальное – медь. Или:
БрА10Ж3 – литейная бронза, где алюминия 10%, железа 3%, остальное – медь.
Могут быть и другие примеси, но их количество незначительно.
Температура плавления
В таблице приведена температура плавления бронзы некоторых марок, а также температура заливки. Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.

Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится. И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи.
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.

Оснастку изготавливают так:
- Перед работой поверхность опок и образец изделия присыпают тальком.
- В нижний ящик насыпают песчаную смесь до края и трамбуют.
- Модель детали кладут в опоку на землю и вжимают.
- На нижний ящик опоки кладут верхнюю раму.
- На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
- Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
- Достают из песка модель литника.
- Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема. Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
- Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Для того чтобы расплавлять материал понадобится:
- Плавильная муфельная печь, желательно с регулятором нагрева. Для крупных отливок нужен горн. Иногда материал плавят автогеном, паяльной лампой, газовой или бензиновой горелкой.
- Тигель – стальная, чугунная или шамотная (из огнеупорной глины) емкость для плавки, желательно с носиком.
- Щипцы и крюк для извлечения горячего тигля из печи и других манипуляций.
- Литейная форма. Как ее подготовить к работе, описано ниже.
- Флюс. Нужен для предохранения сплава от окисления воздухом. Древесный уголь, бура.
- Топливо для горна, например, тот же древесный уголь.
- Керамическая или березовая палочка для перемешивания расплава.
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.

Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды. Далее будет сказано, почему это важно.
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Меры предосторожности
Чтобы лить бронзу в непромышленных условиях, нужно отдельное помещение с принудительной вентиляцией. Для мелких деталей подойдет комната, для больших нужен гараж или ангар.
Пол в мастерской делают из негорючего материала. Обязательно устанавливают рабочий огнетушитель. В мастерской запрещено хранить легковоспламеняющиеся вещества.
Работать следует в специальной одежде, в перчатках, маске и респираторе. Некоторые материалы при плавке выделяют вредные вещества. Особенно осторожным следует быть, переплавляя старинный металл, так как при нагревании он иногда выделяет мышьяк.

Такое ремесло как бронзовое литье дает возможность производить изделия, поражающие декоративной исключительностью и неповторимостью. Оно позволяет своими руками создавать совершенно уникальные вещи, пользоваться которыми можно десятилетиями. Данная технология работы с металлом известна человечеству многие тысячелетия, однако и до сегодня является актуальной, востребованной и совершенствующейся.
В этой статье вы сможете узнать полезную информацию про литье из бронзы в целом, про то, как его можно проводить самостоятельно, и про то, что можно сделать из бронзы своими руками.
Что собой представляет бронза как материал
Бронза представляет собой медный сплав, включающий опционально олово, свинец, алюминий и др. Взаимодействие меди с другими металлами называется легированием. Медный сплав, прошедший легирование цинком – дает на выходе латунь, с никелем – дает мельхиор. Одним из методов получения различных металлических изделий является как раз литье из бронзы, заключающееся в плавлении металла, его формовке и застывании.
Всевозможные добавки к бронзе приводят к качественному изменению свойств металла. К примеру, добавление олова способствует дополнительной прочности и улучшению антифрикционных свойств. Вместе с тем, если переборщить с оловом – можно получить хрупкий материал. Добавление бериллия или алюминия делает бронзу прочной, сродни стали, а введение в состав бронзы свинца способствует стойкости к коррозии. Если отливка из бронзы происходит с добавлением железа – на выходе получается прочный металл с высокой износостойкостью.

Как правильно проводить литье бронзы в домашних условиях
Для всех, кто мечтает получить художественные изделия из бронзы, есть замечательная новость – бронзовое литье можно осуществлять самостоятельно. Стоит отметить важное замечание, это не означает, что литье можно проводить буквально на кухне. Для этого процесса понадобится создать подходящие условия:
- отвести специальное помещение для процедуры, а не проводить ее в жилом помещении;
- обеспечить хорошую вентиляцию;
- соблюдать пожарную безопасность и правильную работу с литьем (мы расскажем об этом в конце статьи).
Исходя из вышесказанного, подчеркнем, что литье бронзы в домашних условиях – это процесс, который не стоит понимать буквально. Это означает, что для создания изделий не обязательно нужен промышленный плавильный цех, но в тоже время, в квартире литье проводить невозможно. Идеально подходит гараж или небольшое помещение по типу складского.

Для процесса плавления понадобится:
- плавильная печь (рекомендуем брать с нагревательным регулятором). Например, муфельная. Для отливки больших изделий нужен горн, для миниатюрных – используют автоген, паяльную лампу или газовую горелку;
- формовочная смесь для литья бронзы. Можно использовать бронзовый лом или готовый металл в слитках;
- специальная емкость для плавления (тигель). Бывает стальной, чугунный или глиняный огнеупорный;
- рабочие инструменты для вынимания горячей емкости из печи (щипцы, крюк);
- форма (продается в специализированных магазинах для ремесел или изготавливается одноразовая самостоятельно из гипса, песка и глины);
- топливо для печи;
- деревянная палочка (в идеале из березы) для размешивания смеси.
Непосредственно плавка бронзы в домашних условиях происходит следующим образом. Бронзовое сырье или слиток кладется в емкость для плавления, нагревается в печи до 100˚ и выдерживается в ней в течение пяти минут. Перегрева допускать не рекомендуется, поскольку некоторые составляющие сплава могут загореться. Перед заливкой в форму сплав требуется несколько раз перемешать деревянной палочкой. Лучше вести плавление с использованием слоя флюса, изолирующего смесь от окисления. Тигель с расплавленной смесью извлекается из печи крюком и щипцами.
Проводя литье бронзы в гипсовую форму, непременно снимайте с поверхности бронзового расплава шлак. Залив в форму проводите тонкой и непрерывной струей (для лучшего качества можно использовать специальный инструмент – литник). Выемку бронзового изделия производят после остывания металла. Если для литья использовалась одноразовая форма, то она разбивается.
Для придания привлекательности полученному изделию необходимо провести шлифование и очистку поверхности от формовочной смеси. Для этих нужд используйте специальные металлические щетки, машинки для шлифовки. Существует ручной шлифовальный станок, обеспечивающий однородность поверхности, нуждающейся в обработке и полировке. Обычно с подобным станком используется лепестковый шлифовальный круг, имеющий зернистость не более 320 единиц (Р).
Окончательная полировка проводится на том же станке, однако вместо лепесткового круга необходимо использовать войлочный или тканевый. Подобные круги позволяют добиться лучшего качества поверхности с идеальным светоотражением и блеском.
Описанное художественное бронзовое литье позволяет получать большой вид бронзовых изделий: детали для декора и интерьера; детали для оград, заборов, ворот; скульптуры, сувениры и другое.
Бронзовое литье и требования по работе с ним

Как уже было сказано выше, для проведения литья нужно использовать отдельное помещение, имеющее принудительное вентилирование. Важно проследить, чтобы покрытие пола было из не воспламеняющегося материала, в помещении присутствовал бытовой огнетушитель. На рабочем месте не должны присутствовать легковоспламеняющиеся предметы и вещества. Для работы с бронзовым литьем необходимо иметь специальную одежду, защитные очки, маску или респиратор (отдельные материалы во время плавления выделяют вредные для здоровья вещества).
Соответственно, важно не только знать, как расплавить бронзу в домашних условиях, но и как правильно и безопасно выстроить весь рабочий процесс. Особенно внимательным нужно быть при переплавке старинных бронзовых материалов, поскольку нередко при нагревании они выделяют мышьяк. Не пренебрегайте описанными правилами – и процесс литья будет качественным и безопасным.
Металлы и сплавы
Как и при какой температуре плавить бронзу?

Содержание
-
Температура плавления
- Чистого металла
- Смесей
-
Пошаговая инструкция
- Подготовка инструментов
- Заливка в литейную форму
- Как повысить качество изделия?
Бронза – первый сплав, который научился изготавливать человек тысячи лет назад. С тех пор изделия из бронзы пользуются большой популярностью. В наши дни современные мастера пытаются адаптировать литейные технологии к домашним условиям, для этого необходимо знать химический состав и физические свойства бронзы, а также технические характеристики получаемых из нее сплавов, в том числе алюминиевой бронзы.
В этой статье рассказывается о таком важном показателе, как температура плавления, а также о том, как поэтапно осуществить процесс плавки и литья бронзы.
Температура плавления
Существует таблица температур плавления разных видов бронзы. Прежде чем приступить непосредственно к плавке, необходимо понять, от чего зависит температура, при которой тот или иной металл начинает плавиться или полностью переходит в жидкое состояние. Бронза на самом деле представляет собой целый ряд различных сплавов, в состав которых в качестве основного компонента входит медь, а в качестве дополнительных (легирующих) – другие элементы.
Такими легирующими веществами могут быть алюминий, бериллий, олово, кремний и так далее. Вот как раз от химического состава бронзы зависят все физические свойства металла, в том числе и температура плавления. Чтобы расплавить медный сплав, необходимо знать его химический состав, только так можно правильно определить температуру плавления в градусах Цельсия. Давайте ознакомимся с температурами плавления.

Чистого металла
Хотя чистую медь производить крайне невыгодно, поскольку ее технические свойства во многом уступают особым маркам, которые производят из этого металла в металлургической промышленности, тем не менее знать температуру плавления меди необходимо.
Почему? Дело в том, что те марки меди, которые используются в народном хозяйстве, имеют в своем составе ничтожно малое количество легирующих веществ, которые рассматривают как примеси. Таким образом, благодаря несущественности их количества, температура плавления марок меди близка к температуре плавления чистой меди и составляет примерно 1084,5 градуса Цельсия.
Как уже говорилось, температура плавления зависит от состава вещества, по этой причине температура плавления бронзы варьируется в пределах 900-1140 градусов Цельсия.
Смесей
Олово в составе бронзы снижает температуру плавления таких сплавов, она не превышает 900-950 градусов Цельсия.
Безоловянные, в том числе и алюминиевые бронзы обладают более широким диапазоном таких температур, которые зависят от химического состава медного сплава. Их температура плавления составляет 950-1080 градусов. Также необходимо учитывать, что бронза обладает большой вязкостью, поэтому ее перегревают после окончательного расплавления для обеспечения лучшей текучести расплава. Давайте рассмотрим процесс плавки и литья бронзы поэтапно.
Пошаговая инструкция
В кустарных условиях в основном изготавливают небольшие бронзовые изделия, например, элементы декора. Более сложные детали требуют высокоточного литья, технологию которого очень сложно осуществить без специально приспособленного для этих целей помещения, а также особого оборудования. В некоторых случаях приходится прибегать к доводке отливки до нужного состояния с помощью правки в домашних условиях, такой как удаление излишков расплавленного материала вручную, шлифовки и полировки изделия.
Прежде чем приступить к расплавлению металла, необходимо подготовить помещение и обзавестись необходимыми инструментами и оборудованием. Главным требованием, предъявляемым к помещению, является наличие хорошей вытяжной вентиляции, а также пол, выполненный из негорючих материалов, таких как бетон, цемент либо кирпич. При изготовлении небольших изделий эти требования соблюсти довольно просто, в противном случае придется воспользоваться гаражом.
Для того чтобы осуществить плавку бронзы в домашних условиях, необходимо приобрести специальную муфельную печь с возможностью регулирования температуры, но можно обойтись простым горном, топливом для которого послужит древесный уголь.
Подготовка инструментов
Начинающему литейщику следует приобрести либо самостоятельно изготовить следующие инструменты.
- Огнеупорный тигель из огнеупорного материала (такого как чугун или сталь) – специальный сосуд с носиком, куда кладутся куски расплавляемого металла.
- Приспособления для извлечения тигля из печи, которые сводят к минимуму риск обжечься – специальные крючки и щипцы.
- Форма для заливки расплавленного металла, которая изготавливается с помощью опоки и модели.
- Сама опока – два ящика, которые удерживают литейную форму с наполнителем из формовочной смеси.
- Костюм сварщика или просто очень плотный фартук и рукавицы, назначением которых является защита человека от летящих искр и брызг расплавленного металла.
После того как вы убедились в наличии всего вышеперечисленного, можно приступать непосредственно к плавлению бронзы.
- Разогревают печь, выставляя температуру с помощью регулятора. Температура зависит от химического состава бронзы, о чем мы говорили выше. Например, для алюминиевой бронзы такая температура будет равняться 1040-1084 градусам Цельсия.
- Далее следует обязательно прогреть форму, это делается, чтобы расплавленный металл не застыл при попадании в холодную емкость. Форму помещают в печь, когда та прогреется до температуры 600 градусов, после чего выставляют терморегулятор в положение 900 градусов. Когда температура внутри печи поднимется до 900 градусов, оставляют форму прогреваться на 3-4 часа, после чего аккуратно ее извлекают с помощью специальных приспособлений и охлаждают до 500 градусов Цельсия.
- Помещают тигель с кусками бронзы, предназначенной для плавки, внутрь разогретой до нужной температуры плавления печи и доводят до полного расплавления металла. После этого оставляют тигель перегреваться еще на 5 минут, чтобы добиться лучшей текучести металла и лучшего качества отливки.
- Достают тигель из печи или горна с помощью крюков и щипцов и приступают к заливке в форму.

Давайте рассмотрим, как правильно изготовить форму для получения изделия высокого качества. В литейных мастерских такую форму изготавливают при помощи опоки, куда засыпают смесь, состоящую из глины, песка и каменноугольного порошка. Опока состоит из двух половин, каждая из которых представляет собой ящик, куда будет засыпаться формовочная смесь.
- Сначала берут первый ящик и начинают наполнять его смесью, насыпав ее до половины, помещают внутрь ящика модель.
- Далее продолжают насыпать сыпучий материал, пока не заполнят ящик до самого верха. Во время работы требуется постоянно разравнивать и утрамбовывать формовочную смесь.
- Устанавливают сверху второй ящик и продолжают насыпать смесь глины, песка и каменноугольного порошка.
- Во втором ящике необходимо предусмотреть литники – отверстия для заливки расплавленной бронзы внутрь формы.
- Когда оба ящика окажутся наполнены доверху, разделяют их с помощью острого предмета. Одна половина модели находится в одном ящике, другая – в другом.
- Достают аккуратно модель, вновь соединяют оба ящика – получившаяся внутри пустота и есть форма для заливки.
Заливка в литейную форму
Расплавленный металл тонкой струйкой переливают из тигля в литейную форму, следя, чтобы струйка текла непрерывно. Если отливаемая деталь отличается сложностью очертаний, нужно использовать специальную центрифугу, которая с помощью центробежной силы поможет расплаву правильно распределиться внутри формы, полностью заполнив ее.

Как повысить качество изделия?
На самом деле, по-настоящему качественную вещь невозможно получить в домашних условиях без доводки.
Также можно улучшить качество и внешний вид, изготовив форму с помощью легкоплавкого материала. Для этого предварительно делают гипсовый слепок с модели, по которой будет изготавливаться наша деталь, этот слепок должен состоять из двух частей, которые скрепляют друг с другом. В образовавшуюся полость заливают растопленный в кипящей воде парафин или воск, а после его застывания убирают гипсовую оболочку.
Далее помещают получившуюся легкоплавкую модель в специальную литейную массу, формируя отверстия для слива парафина и залива расплавленной бронзы. После этого литейную массу помещают в кипяток, парафин тает, и его легко выливают из формы.
Образовавшаяся литейная форма обладает большей гладкостью, из нее получаются более качественные изделия, чем из формы, изготовленной обычным способом.
В следующем видео представлен процесс плавки бронзы в домашних условиях.
Бронза – температура плавления. Как делаются изделия из бронзы
Бронза представляет собой сплав из меди и другого дополнительного элемента, в качестве которого чаще всего выступает олово, свинец, алюминий или кремний. В зависимости от процентного показателя данных металлов, бронза может иметь разный цвет и дополнительные характеристики.
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова.
При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как “эпоха бронзы”.
Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент.
Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно.
Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Основные характеристики
Широкое применение данного материала определяется его базовыми показателями. Для бронзы характерны такие отличительные черты, как:
- высокая сопротивляемость коррозии;
- прочность;
- высокий уровень электро- и теплопроводности;
- повышенные показатели сопротивления износу;
- низкий коэффициент процесса трения;
- отличные показатели стойкости в морской воде, на открытом воздухе и в различных органических растворах;
- высокие показатели паростойкости;
- легкость в обработке.
Бронза, температура плавления которой составляет около 930-1100 градусов, имеет отличные показатели прочности и стойкости. Особенно если сравнивать ее с другими подобными сплавами.
Классификация бронзы
Несмотря на то что “эпоха бронзы” давно прошла, на сегодняшний день используются несколько вариантов данного материала. По составу сплав распределяют на следующие типы:
- безоловянный (не содержит олово);
- оловянный.
В первую группу дополнительно включают бериллиевый, алюминиевый, свинцовый и кремниецинковый типы.
- Бериллиевая бронза – это самый стойкий и прочный сплав, который по своим базовым характеристикам превосходит даже сталь высокого уровня качества.
- Кремниецинковый вид в расплавленном состоянии отличается высокими показателями текучести.
- Свинцовая бронза – вид сплава, который обладает повышенной стойкостью и устойчивостью.
- Алюминиевая бронза отличается от других типов стойкостью перед химическими раздражителями и негативными влияниями окружающей среды.
Что касается второго подвида бронзы, то оловянный тип на сегодняшний день считается самым распространенным в промышленности, несмотря на тот факт, что другие виды сплавов превосходят его по отдельным характеристикам.
Сферы использования бронзы
Применение данного сплава определяется его базовыми характеристиками. Достаточно часто в бронзу добавляют различные дополнительные составляющие, которые характерным образом меняют и дополняют ее особенности.
Что касается оловянного подвида сплава, то он применяется еще с древних времен. Особенно популярны были различные изделия из бронзы – украшения, статуэтки, предметы быта и др.
Чтобы повысить стойкость сплава перед коррозией, в него добавляют никель, цинк, фосфор и другие подобные элементы. Чаще всего такой материал используется для изготовления всевозможных инструментов для мореплаванья.
Алюминиевый и кремниецинковый виды применяются, как правило, для создания предметов искусства.
Плавление бронзы в домашних условиях
В современном мире изготавливается множество изделий на основе данного сплава. Для того чтобы сделать какое-либо украшение или изделие в домашних условиях, следует учитывать такие факторы, как основные характеристики, которыми обладает бронза, – температура плавления материала и др. В качестве вспомогательных устройств потребуются следующие вещи:
- тигель;
- щипцы;
- древесный уголь;
- печь с поддержкой необходимого диапазона температур;
- горн;
- готовая форма для заготовки;
- крюк.
Последовательность выполнения процесса
- В тигель закладываются отдельные куски металла, а он сам помещается в печь. Потом устанавливается регулятор нагрева, и бронза, температура плавления которой зависит от ее составляющих элементов, начинает менять форму.
- После этого тигель достается из печи при помощи крюка, а сам сплав заливается в подготовленную форму.
- Бронза, температура плавления которой относительно невысокая, позволяет заменять муфельную печь автогеном или паяльной лампой.
Подобная последовательность подойдет и для работы с другими сплавами меди.
Поскольку, например, температура плавления бронзы и латуни находится приблизительно в одном и том же диапазоне – 930-1140 и 880-950 градусов соответственно.
Меры предосторожности
Плавление металлов в домашних условиях совсем не означает, что это можно делать просто в жилом помещении без каких-либо ограничений.
Для литья бронзы понадобится отдельная комната, выполняющая функции мастерской, которая должна быть оснащена всем необходимым для этого процесса оборудованием и средствами личной защиты.
Мастерская обязательно должна быть оборудована рабочим огнетушителем, а в самом помещении не могут храниться легковоспламеняющиеся материалы и вещества.
Кроме этого, плавление бронзы считается достаточно травмоопасным занятием, поэтому выполнение всех необходимых этапов данной процедуры должно осуществляться только подготовленным человеком.
Особые моменты
Для отливки различных тонких металлических изделий предпочтение следует отдать латуни, поскольку она плавится гораздо легче, чем бронза. Что касается оборудования, то выбор лучше сделать в сторону тиглей из керамики и глины, поскольку они более подходят для работы с данным сплавом.
Относительно переплава старинной бронзы следует сказать, что при данной процедуре надо быть особенно внимательным, поскольку в ее составе может быть мышьяк.
Следует также учитывать количество примесей, которые имеет бронза. Температура плавления материала в зависимости от этого может значительно отличаться. Для оловянистого сплава показатели находятся в пределах 900-950 градусов, тогда как для безоловянистых нужно около 950-1080.
Бронза представляет собой сплав меди с добавлением различных цветных металлов. Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии.
В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик.
Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
Температура плавления и литье бронзы в домашних условиях
Температура плавления бронзы определенной марки зависит от того, какие химические элементы входят в состав данного сплава. Для того чтобы в домашних условиях выполнять литье бронзовых изделий, необходимо оснастить свою мастерскую соответствующим оборудованием и строго следовать технологическим рекомендациям.
Плавка бронзы в домашних условиях
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий.
В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др.
Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Количество основных легирующих добавок в бронзе определяет не только ее физические и химические свойства, но и цвет.
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления.
Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова.
Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.
Температура обработки и технические свойства оловянных бронз
Безоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.
Температура плавления и другие физические свойства литейных безоловянных бронз
Хотя бронзы с добавлением олова отличаются высокой хрупкостью, как уже говорилось выше, они и сегодня являются наиболее распространенными. Для маркировки бронз любых марок вне зависимости от их химического состава используются буквы «Бр», после которых перечисляются обозначения добавок, а также их процентное содержание.
В качестве примера можно расшифровать обозначение бронзы марки Бр ОЦСН3-7-5-1. В данной бронзе, которая относится к оловянному типу, содержится 2,5–4% олова, 6–9,5% цинка, 3–6% свинца, 0,5–2% никеля.
В химический состав любой бронзы, как было сказано выше, могут входить и другие элементы, которые обозначаются следующими буквами:
- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.
Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
- сплавы литейного типа БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовый сплав БрОС5-25.
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.
Заливка формы литейной бронзой
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность.
Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж).
Обязательное требование к таким помещениям – пол из негорючего материала.
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.
Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).
Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
- Металл, который необходимо расплавить, измельчают и помещают в тигель.
- Тигель устанавливают в печь и разогревают ее до необходимой температуры.
- После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме.
- Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи.
- Жидкий металл через специальное литниковое отверстие заливают в форму. При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась.
Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.
Как правильно заливать металл в литейную форму
Если расплавленный металл заливают в литейные формы большого размера, то его собственного веса вполне хватает для того, чтобы вытеснить из них весь скапливающийся воздух.
Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно.
Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.
Литейные формы помещают в специальные центрифуги, работающие от ручного или электрического привода. При вращении создаются центробежные силы, равномерно распределяющие расплавленный металл по всем внутренним полостям форм. Эффективной данная технология является только в том случае, если металл находится еще в жидком, а не в застывшем состоянии.
Самодельная центрифуга для литья мелких деталей
После окончания процесса литья и остывания металла отливку извлекают, используя для этого простейшие механические приспособления. Следует иметь в виду, что поверхность изделий, только что извлеченных из литейных форм, не отличается высоким качеством, поэтому их необходимо подвергнуть различным видам механической обработки.
Изготовление форм для литья
На качество изделий, полученных методом литья из бронзовых сплавов, серьезное влияние оказывает правильность изготовления литейной формы, которая и позволяет создать из расплавленного металла деталь требуемой конфигурации и с заданными геометрическими параметрами. Для изготовления литейных форм традиционно используют специальные приспособления – опоки. Опока, габариты которой должны примерно в полтора раза превышать параметры готового изделия, состоит из:
- верхней рамки;
- нижнего ящика.
Литейная форма изготавливается под конкретное изделие
Верхняя и нижняя части опоки, в которые засыпается формовочная смесь, для большей надежности могут надежно соединяться друг с другом, для чего используются специальные фиксаторы на их боковых поверхностях.
Состав наиболее часто используемой формовочной смеси включает:
- песок мелкой фракции – 75%;
- глину – 20%;
- каменноугольную пыль – 5%.
В результате смешивания данных компонентов должна получиться однородная масса.
Для изготовления литейной формы также потребуется модель, которую делают из древесины или другого мягкого материала (можно использовать в ее роли готовое изделие требуемого качества).
Самодельная форма для литья состоит из двух половинок
Изготовление самой литейной формы выполняют следующим образом.
- В нижний ящик опоки засыпают формовочную смесь и несильно ее утрамбовывают.
- В полученную утрамбованную массу помещают модель, поверхность которой необходимо предварительно покрыть тальком или порошковым графитом.
- На нижнюю часть опоки ставят верхнюю рамку и засыпают ее доверху формовочной смесью, также утрамбовывая ее. Перед засыпкой верхней половины опоки необходимо сформировать в будущей форме отверстие литника, для чего используют специальную пробку конической формы.
- После утрамбовки формовочной смеси надо разделить готовую форму на две половины – верхнюю и нижнюю, для чего можно использовать любой острый предмет.
- После извлечения из полученной литейной формы внутренние полости модели внимательно осматривают и исправляют дефекты, которые могут на них присутствовать.
Готовую форму необходимо подсушить, после чего ее можно собрать и начать использовать для литья изделий из бронзы. Более наглядно изготовление литейной формы представлено на видео ниже.
Гипсовую форму следует покрыть тонким графитовым слоем
Технология литья бронзовых изделий более высокого качества
Чтобы получить методом литья изделие из бронзы более высокого качества или изготовить деталь сложной конфигурации, можно использовать и другую технологию, предполагающую применение модели из легкоплавкого материала.
В таком случае для создания неразъемной литейной формы применяют модель из парафина, воска или любого другого легкоплавкого материала. Такую модель просто выплавляют из готовой формы, нагревая ее или помещая в кипящую воду.
Восковая модель сложной конфигурации изготавливается из нескольких частей, которые потом дорабатываются и спаиваются
Чтобы обеспечить высокую точность формы и геометрических параметров модели, для ее создания может быть использовано готовое изделие. С его помощью получают гипсовую форму, в которую и отливается копия.
Познакомиться с технологией, позволяющей выполнять качественное литье даже очень сложных по своей конфигурации изделий, также можно по многочисленных видео в сети.
Температура плавления бронзы
Многие сегодня пытаются в домашних условиях осваивать технологии промышленного производства. При условии соблюдения последовательности определенных манипуляций и наличия необходимого оборудования удается решать порою очень сложные задачи.
Так, например, можно легко плавить металлы и создавать своими руками холодное оружие или эксклюзивные украшения. Для этого необходимо знать, до какой температуры нужно разогревать металл и как это лучше всего делать.
Данная статья расскажет о том, какова температура плавления бронзы, что нужно учитывать, желая подчинить себе данный металл.
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента.
В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления.
От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок.
Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок.
Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства.
Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению.
Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть. Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия.
Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию.
Изготавливать крупные бронзовые детали можно там, где есть земляной или бетонный пол (это может быть гараж с хорошей принудительной вентиляцией).
Для работы понадобится определенное оборудование и специальный инструмент. Осуществить литье позволит только муфельная печь (наличие терморегулятора значительно упростит решение поставленной задачи).
Для крупного литься придется устанавливать горн. Плавить металл можно в чугунной емкости, которая имеет форму с носиком. Он помогает аккуратно переливать расплавленный металл в форму.
Такая чугунная емкость называется тигель.
Из печи тигель вынимается длинными щипцами и специальным крюком. Под рукой должна быть литейная форма. Для растопки муфельной печи лучше всего подходит древесный уголь, для горна кокс.
Процесс литья
Сам процесс литься бронзы предельно прост. Печь разогревается до определенных параметров. Напомним еще раз, что для плавки оловянных сплавов необходимо разогреть печь до температуры 900–950°C, температура плавления безоловянных сплавов на порядок выше – 950–1080°C.
Плавление любого состава бронзы должно начаться с прокалки формы для заливки в муфельной печи или в горне. Для этого печь сначала нагревается до температуры 600°C. Затем в нее погружается форма, после этого температуру в печи нужно увеличить до 900°С. Литейная форма должна провести в печи пару часов. После окончания таймера форма вынимается из печи и остужается до температуры 500°С.
Бронза помещается в чугунный лоток и отправляется прямиком в хорошо прогретую печь. После того, как сплав расплавится, металл нужно еще подержать в печи пять минут.
Так он хорошо прогреется, а это значит, можно будет легко обеспечить качественное заполнение литейной формы. Из печи тигель извлекается крюком, щипцами обеспечивается процесс переливки расплавленного сплава в форму.
Выливать металл важно тонкой непрерывной струйкой. Только так можно предотвратить процесс размывания формы.
Как правильно залить расплавленную бронзу в литейную форму
Залить расплавленную бронзу в литейную форму – настоящая наука. Заполнить форму больших размеров будет несложно. Жидкий сплав под действием силы притяжения и собственного веса сам равномерно распределится по емкости и вытеснит весь имеющийся воздух.
С заполнением форм маленьких размеров возникнет определенная проблема. Дело в том, что воздух препятствует равномерному перераспределению сплава по всем плоскостям.
Поэтому нередко плавление бронзы в домашних условиях не позволяет создавать качественные изделия.
Можно ли самостоятельно решить подобную проблему? Да, если под рукой есть центрифуга. Центробежная сила вытеснит воздух и позволит сплаву равномерно перераспределиться по всей площади формы. Действовать по такому плану необходимо очень быстро, пока бронза не успела застыть.
Вынимать заливку из формы нужно, когда сплав полностью застынет. Поверхность заготовки получится шероховатой, кое-где обязательно появятся наплывы из металла. Подобные дефекты устраняются методом механической шлифовки. Если правильно была прогрета печь, объем механической шлифовки будет минимальным.
Создание литейной формы
Учитывая то обстоятельство, что у каждого вида бронзы своя температура плавления, важно иметь под рукой форму, способную выдержать наивысшую точку нагрева описываемого сплава. Ее сложно создать собственными руками в домашних условиях, но попытаться можно, если внимательно изучить следующую инструкцию.
Сначала нужно создать формовочный ящик (литейщики называют его опокой). Его размеры в полтора раза больше размеров будущей детали. Собирается опока из не струганных досок по следующей схеме: сначала сбивается верхняя рамка (внешне она похожа на обычный ящик без дна и верха, но с двумя перекладинами посередине), потом сбивается нижняя рамка (ящик с дном).
Потом приступают к созданию формовочной земли. Она имеет особый состав: 75% мелкозернистого песка, 20% глины и 5% пыли каменного угля. Все ингредиенты соединяются между собой и тщательно перемешиваются.
Следующий этап – изготовление модели, которая поможет сформировать форму для будущего литья. Специалисты рекомендуют изготавливать ее из дерева. Дальнейший процесс воспроизводится по следующему алгоритму.
- Модель из дерева предварительно обильно посыпается тальком, а потом аккуратно помещается в нижний ящик опоки ровно наполовину.
- Потом он доверху заполняется уже готовой формовочной землей.
- Вся полученная композиция обильно посыпается графитом.
- После этого нижняя часть опоки (с дном) закрывается верхней рамкой (без дна).
- В верхнюю рамку вставляется металлический конус, узкая часть которого должна коснуться поверхности деревянной модели. Конус позволит сформировать литник – деталь, через которую будет заливаться расплавленная бронза.
- Верхний ящик тоже доверху заполняется формовочной землей. Наполнение тщательно утрамбовывается специальной ступкой.
- После этого металлический конус аккуратно извлекается. При помощи острого ножа верхняя опока снимается с нижней рамки вместе с формовочной смесью. Из нее извлекается деревянная заготовка. После всех произведенных манипуляций на обеих опоках должны остаться углубления, точно копирующие геометрию одной половины деревянной модели.
Обратите внимание! Ножом можно на данном этапе поправлять слегка осыпавшиеся линии. Если часть земли прилипла к модели, ее недостаток в опоке восполняется. Излишки просто удаляются.
- Оставляем нижнюю и верхнюю часть опоки до полного высыхания, а потом соединяем вместе таким образом, чтобы между ними не оставалась щель. Форма для литья бронзы готова.
При помощи такой формы удается создавать изделия из бронзы, не имеющие четкого рисунка и мелких деталей.
Как получить более качественное литье
Даже в домашних условиях можно произвести более качественное литье, если применить особый способ создания формы под литье. За основу берется модель, в точности напоминающую ту, что необходимо будет выплавить из бронзы. Она изготавливается из воска или парафина.
- С модели сначала снимается гипсовый слепок, состоящий из двух половинок. Части слепка соединяются между собой гипсовым раствором.
- Получившаяся форма после высыхания заполняется жидким парафином через специально оставленное отверстие.
- Когда парафин застынет, гипсовую скорлупу удаляют. Должна остаться фигура из застывшего парафина.
- Ее помещают в жаростойкую массу и формируют неразъемную форму для литья. Литейные массы сегодня продаются в строительных магазинах. Обязательно оставляется отверстие в форме для слива парафина и заливки бронзы.
- Затем неразъемную форму необходимо поместить в кипяток. Он нагреется и расплавит парафин или воск. Через специальное отверстие, предназначенное для заливки жидкого сплава (будущий литник), нужно слить расплавленный воск. После этого форма для создания более качественного литья будет готова. Изготовление формы таким способом позволяет получать бронзовое литье, имеющее более четкий контур и мелкие детали.
Воссоздать процесс плавления бронзы в домашних условиях не так уж и просто, но если задастся подобной задачей, решить ее поможет предложенная статья. Главное нужно всегда помнить о мерах предосторожности, уметь различать виды сплавов, знать, при какой температуре каждый из них плавится.
Поделись с друзьями
1
0
0
0
Как расплавить бронзу в домашних условиях – Металлы, оборудование, инструкции
Бронзовый век охватывает примерно III и II тысячелетие до н.э. Именно в это время был разработан и реализован полный металлургический цикл: добыча, подготовка, выжиг угля, выплавка и рафинирование. С тех пор изменилось оборудование, стали использовать другой способ разработки руды, однако основные этапы технологии совершенно не изменились.
В этой статье мы рассмотрим технологию получения, плавки (выплавки) бронзы, особенности и способы производства литья из нее в России.
Отливают сплав из меди, а также олова, алюминия, бериллия, свинца и так далее. В древности для этого использовалась самородная медь, однако позднее интерес сместился к рудам, богатым этим и другими металлами.
Сегодня, кроме самородной меди, промышленное значение имеет халькопирит – медный колчедан, борнит, халькозин. Можно использовать малахит, азурит или куприт. Перспективным считается рудник, в котором содержание металла достигается 0,3–1%. Добывают руду в основном открытым методом.
Извлекают медь 3 основными способами: пирометаллургическим, гидрометаллургическим и электролитическим.
- Пирометаллургический – наиболее распространенный, включает несколько операций. Вначале медная руда обогащается методом флотации или окислительным обжигом. Первый способ основывается на разной степени смачиваемости пустой породы и меди. В итоге обогащения получают концентрат с содержанием металла в 10–35%. Окислительный обжиг больше подходит для сернистых руд: минерал нагревают дважды до температуры в 700–800 С, чтобы отжечь серу. Полученный после обогащения медный штейн продувают в конвертерах и получают черновую медь с содержанием металла до 91%. Затем металл рафинируют огневой очисткой или электролитической и получают чистую медь – 99,9%.
- Гидрометаллургический метод сводится к выщелачиванию меди серной кислотой с получением раствора меди и других металлов. Этот метод применяют при разработке обедненной руды.
Олово – второй наиболее популярный компонент бронзы. Получают из касситерита, станина или нигерита. Руду обогащают механическими методами, промывают, чтобы получить рудный шлих, затем подвергают восстановительной плавке и рафинированию – термическому или электролитическому. Остальные металлы – алюминий, бериллий, свинец, также получают соответствующими методами.
Бронза включает как минимум 2 компонента – медь и другой металл или неметалл, кроме никеля и цинка. Сплав может быть и многокомпонентным: такие составы получить несколько сложнее, однако их технические характеристики более интересны.
О том, как производят бронзу на протяжении веков, расскажет данное видео:
Поскольку состав разного рода бронз очень разнообразен, то и для ее получения применяют самые разные сочетания шихтового материала. Комбинации могут быть следующие:
- только свежие металлы, что встречается достаточно редко;
- металл и вторичные сплавы с лигатурой;
- из оборотных сплавов;
- только из вторичных сплавов.
При определении состава шихты учитывают тип печи, чистоту компонентов, степень угара ингредиентов сплава, и так далее.
Самый распространенный состав шихты включает:
- 50–60% свежего металла;
- 20–35% оборотных сплавов;
- 10–12% лома, если шихта подбирается из вторичных сплавов.
Далее рассмотрены технологии изготовления и литья бронзы.
Технологии производства
В качестве шихты для получения бронзы используются либо чистые металлы, либо готовые сплавы в чушках. Первый вариант встречается реже, чаще применяется для дорогих деформируемых бронз. Второй же охотно применяется для получения литьевых сплавов.
Плавка на основе чушек
Плавка по такой технологии включает 4 этапа: загрузка, расплавление, перегрев, рафинирующе-дегазирующая обработка.
Важным условием плавки вне зависимости от того, какой тип печи используется, является минимальный срок процедуры. Чем меньше время плавки, тем меньше риск насыщения сплава газами и ниже угар цветного металла.
- Загрузка – для этого используют графито-шамотные или графито-карборудные тигли. Перед использованием их просушивают и прокаливают.
- Расплавление начинают с плавки меди, которую загружают по частям или полностью. Медь плавят как можно быстрее под слоем древесного угля. Добавляют фосфористую медь. Добавка фосфора обеспечивает получение жидких фосфатов, которые удалять из сплава значительно легче. После этого в тигли вводят олово и другие компоненты сплава, если они предусмотрены по рецептуре.
- Перегрев – расплав нагревается до 1150–1200 С. Оловянную бронзу выплавляют с покровом древесного угля или угля с солями. Если исходное сырье загрязнено кремнием, магнием, алюминием используют жидкие солевые флюсы.
- Дегазация – очистка от газовых примесей в основном от водорода. Для этого применяют продувку расплава осушенным аргоном или азотом. Время процедуры составляет от 3 до 10 минут в зависимости от величины печи.
Как правило, в процесс изготовления включается этап модифицирования с целью улучшения механических свойств бронзы. Методы определяются составом продукта и его назначением.
Литниковые системы
Медные сплавы создают довольно высокое металлостатическое давление, поэтому отливка из бронзы включает ряд особенностей. Привычные песчаные формы для медных сплавов не годятся, поэтому используют формовочные смеси с повышенным содержанием глины.
Заливка формы осуществляется при температуре в 1100–1200 С. При этом может появиться металлизированный пригар, который сложно удалить. Риск тем выше, чем больше содержание фосфора в бронзе и чем выше температура отливки.
Отказаться от добавки фосфора нельзя: вещество повышает жидкотекучесть сплава, что, в свою очередь, обеспечивает плотность отливки и малую усадку.
Так что проблему решают добавлением к формовочной смеси углеродсодержащих компонентов – сланцевых смол, например.
Для отливки применяют специальное оборудование – литниковые системы. Выбор температуры процесса зависит от конструкции системы, также как и от массы и конфигурации отливки.
Чтобы обеспечить высокую плотность отливок применяют метод направленного затвердевания при помощи холодильников. Скоростное охлаждение уменьшает пористую зону и увеличивает толщину литейной корки.
Температура плавления бронзы: виды сплавов и отливочные формы, особенности и технология заливки
Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления.
Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди.
Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале.
Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе.
Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Литье в домашних условиях
Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности.
В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом.
Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для того чтобы расплавить бронзу, невозможно обойтись без специальной муфельной печи. Будет отлично, если оборудование будет иметь встроенный регулятор температурных показателей нагрева. В том случае, если у вас нет возможности воспользоваться такой печью, то в домашних условиях можно применять обыкновенный горн.
Помимо печи, которая может расплавить металлический сплав, для отливки бронзовых изделий понадобятся:
- Тигель — чугунная или стальная емкость с носиком (для разливки материала в формы и плавления);
- Специальные щипцы, которыми тигель будет извлекаться из муфельной печи;
- Крючок;
- Форма для отливки;
- Уголь из древесины, который будет выполнять функции топлива (при использовании горна для плавления).
Итак, процедура отливки производится по следующей схеме:
- Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
- Тигель помещается в печь и нагревается до необходимых температурных показателей.
- После расплавления металлического сплава в тигеле его еще в течение четырех-пяти минут прогревают в печи. Это нужно для той цели, чтобы материал стал максимально текучим и заполнил всю отливочную форму.
- Тигель, в котором находится расплавленный металлический сплав, извлекается из печки с помощью щипцов и крючка.
- Металл в жидком состоянии посредством специального отверстия отливается в форму. При исполнении этой процедуры необходимо контролировать, чтобы струя не была прерывистой и слишком тонкой.
Отливочную форму нужно заранее правильно подготовить, как следует прокалив ее внутри печи. Для этого печь нужно довести до температуры в 600 градусов и лишь после этого следует помещать в нее форму. Далее температурные показатели необходимо увеличить до 900 градусов и подержать в печи форму в течение двух-четырех часов. Чем больше размеры формы, тем дольше ее нужно держать в нагретой печи.
Особенности заливки
В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
Формы в этом случае помещаются в центрифуги, которые функционируют от электрического или же ручного привода. В процессе вращения формируется центробежная энергия, обеспечивающая равномерное распределение металлического сплава по внутренней поверхности формы. Однако эта технология эффективна лишь в той ситуации, если металлический сплав еще жидкий, а не застывший.
После завершения отливки и остывания материала изделие извлекают с помощью обыкновенных приспособлений (щипцы и крюк). Необходимо запомнить, что поверхность недавно извлеченных конструкций не может похвастаться высоким уровнем качества, потому их нужно подвергнуть специальной механической обработке.
Изготовление отливочных форм
На уровень качества получаемых изделий влияет и правильность формы для литья, которая позволяет наделить изделие необходимыми геометрическими параметрами и конфигурацией.
Для создания форм зачастую применяют специальный инструмент — опоку.
Опока, размеры которой должны быть приблизительно в полтора раза больше габаритов готовой конструкции, включает в свой состав нижний ящик и верхнюю рамку.
Части приспособления могут быть соединены друг с другом с помощью боковых фиксаторов.
Состав стандартной смеси для формовки включает:
- Глину;
- Мелкофракционный песок;
- Каменную пыль.
При смешивании этих составляющих получается однородная смесь. Чтобы сделать форму, вам также не обойтись без модели из древесины или иного достаточно мягкого материала.
Изготовление самой формовочной конструкции исполняют следующим образом.
- Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
- В приготовленный состав укладывают модель, которую нужно заблаговременно покрыть порошковым графитом или тальком.
- К нижней части опоки прикрепляется верхняя рама, после чего она засыпается формовочным раствором. Перед тем как производить засыпку, нужно сделать отверстие для будущего литника. Для этого можно воспользоваться специальной конической пробкой.
- После того как формовочная смесь будет утрамбована, форму необходимо разделить надвое. Для этого можно воспользоваться любым острым приспособлением.
- Финальная стадия предполагает устранение дефектов и выравнивание неровностей.
Сделанную форму нужно просушить, лишь после этого ее можно использовать.
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.