
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.

Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.

Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
СОДЕРЖАНИЕ
- Особенности инверторной сварки тонкого металла электродом
- Выбор аппарата для сварки тонкого металла
- Электроды для сварки тонкого металла
- Настройки аппарата для сварки тонкого металла
- Алгоритм сварки тонкого металла для начинающих
- Сварка тонкого металла с зазором
Сварка тонкого металла может стать головной болью для начинающего сварщика. Без соответствующего опыта и знаний обойтись без деформации листа и прогорания рабочей области практически невозможно. Причем областей, где применяются такие работы, достаточно много. Например, при кузовном ремонте автомобиля такая сварка может использоваться достаточно часто.
Как же обойтись без досадных дырок и наплывов? Забегая вперед, скажем, что для сварки тонкого металла применяются особые технологии и оборудование. Ну и разумеется, знания обо всех особенностях таких работ. В статье мы детально рассмотрим все нюансы сварки тонкого металла, чтобы вы не допускали ошибок.
Особенности инверторной сварки тонкого металла электродом
Инверторная сварка – оптимальный выбор, если требуется выполнить сварку тонкого металла. Если технология работы не будет нарушена, шов получится высококачественным, полностью герметичным, сохранит свою прочность спустя много лет. А если потребуется, его можно спрятать под лакокрасочным покрытием или сделать последующую доработку.

Сварка тонкого металла инвертором для начинающих – непростая задача. Для качественного шва надо набить руку и познакомиться с особенностями технологии. Данный способ позволяет соединять всевозможные конструкции с тонкими стенками, например элементы кузова машины, автодетали, резервуары, трубы.
Однако у такого вида сварки есть один минус: полученный результат будет нестабильным, если температура окружающего пространства минусовая.
Инверторная сварка тонкого металла осуществляется по принципам, которые в корне отличаются от технологии сварки изделий с толстыми стенками.
Прежде всего необходимо брать в расчет следующую особенность: тонкий металл под воздействием электротехнических сил ведет себя специфическим образом. Далее подробно рассмотрим, какие преимущества и недостатки есть у инверторной сварки.
Читайте также: «Сварочный стол своими руками»
Если необходимо соединить инвертором заготовки из металла, стенки которых менее 0,2-0,3 см, могут возникнуть следующие сложности:
- Прогорание заготовки из тонкого металла в результате перегрева. Чтобы такого не произошло, следует максимально быстро выполнять соединение элементов, однако важно при этом сделать шов качественным. Когда обработка производится в течение длительного времени, даже если металл не прогорит, может случиться его искривление. Это значит, что электрод следует проводить только по направлению шва. Не должно быть каких-либо отклонений.
- Важно, чтобы значение силы тока было небольшим. Это приведет к тому, что дуга станет короче. Если дистанция увеличится, дуга погаснет. В ряде ситуаций происходит такое, что она не разжигается. В таком случае придется подобрать сварочник с характеристиками холодного напряжения до 70 вольт, а также с функцией постепенного изменения силы тока (с 10 ампер).
- Металл искривится, если он нагреется до высокой температуры. Поэтому нельзя допускать того, чтобы температура увеличивалась, в противном случае тонкий металлический лист изменит свою форму. Чтобы такого не произошло, нужно правильно подобрать характеристики сварки, а также следить за степенью накала. Также можно использовать термоотводящие материалы. Их осторожно подкладывают под шов.
- Образование непроваров на лицевой стороне, а с обратной – наплывов. Такая проблема зачастую возникает, если сварочный шов по данной технологии выполняет неопытный мастер. Все вышеуказанные недостатки получится устранить, если правильно подобрать характеристики сварки, изменив условия или использовав другой инструмент.
То есть непровары и наплывы – это своего рода проверка опытности мастерства сварщика. Если специалист, выполняющий шов, торопится, образуются непроваренные либо пропущенные области. Когда мастер, наоборот, прилагает слишком много усилий, появляются наплывы. Так или иначе, но придется изменить технику работы, чтобы устранить данные дефекты.
Обратите внимание! Чтобы сварка тонкого металла своими руками была качественной, важно соединить края заготовки максимально плотно друг к другу, без зазоров. Для этого нужно очистить поверхность от ржавчины, подравнять ее, только затем приступать к работе.
Выбор аппарата для сварки тонкого металла
Если вы планируете выполнить сварку тонкого листового металла у себя дома, необходимо правильно подобрать инвертор РДС.
Дело в том, что для этой цели можно использовать не каждую модель. Выбирая аппарат ММА, учитывайте наименьшее значение сварочного тока.

Большинство покупателей, планирующих приобрести сварочник, ориентируются на максимальное значение тока, чтобы понять, металл какой толщины получится обработать с помощью выбранной модели. Однако если вам требуется варить достаточно тонкую сталь, понадобится работать именно на минимальном пороге силы тока.
Обратите внимание! При покупке инвертора ММА, с помощью которого можно выполнять сварку тонкого металла, выбирайте модель, сочетающую в себе все три функции. В некоторых аппаратах есть лишь один дополнительный режим, к примеру «антиприлипание». Однако такой сварочник сильно ограничит ваши возможности, особенно если сравнивать его с аппаратами, где есть три функции (антиприлипание, горячий старт и форсаж дуги).
Читайте также: «Сварка арматуры»
Сварить тонкие металлические заготовки качественно получится, если применяются сварочники с постоянным током. При выборе такого аппарата учитывайте, что в его параметрах должен быть указан род тока DC. Можно приобрести модель AC/DC, где переключаются режимы постоянного и переменного тока.
Электроды для сварки тонкого металла
Мы разобрались, какая сварка лучше для тонкого металла. Теперь рассмотрим, какое сечение должно быть у электрода для наилучшего результата выполненной работы. Если диаметр стержня будет 4-5 мм, создается повышенное сопротивление, в результате дуга не сможет нормально гореть на малом токе.

Сваривать тонкие металлические заготовки нужно с помощью электродов толщиной 1,6-3 мм. Запомните, что диаметр стержня должен быть тем меньше, чем тоньше металл.
Не забывайте про важные параметры стержней. Рассмотрим электроды «Барсвелд ОЗС-12» ? 2,0 мм (Premium). Они покрыты рутилом, поэтому:
- обеспечивается легкий первичный и повторный поджиг;
- нет диэлектрического кончика на конце при затухании (а это значит, что вам будет комфортно работать при повторном использовании электрода через некоторое время);
- получается эстетичный шов;
- имеется возможность сварить заготовку со ржавчиной или по нанесенному слою грунтовки;
- присадочный металл практически не разбрызгивается;
- обеспечивается мягкое горение дуги.
Когда со дня производства стержней прошло больше четырех месяцев, их придется прокалить. Дома вы сможете выполнить эту манипуляцию в духовом шкафу, температура должна быть 170-200 ?С.
Читайте также: «Оборудование для сварочных работ»
Данная процедура позволит удалить влагу из обмазки, поэтому во время проведения сварочных работ дуга не будет трещать и разбрызгивать металл, а значит, шов получится идеально ровным и красивым.
Настройки аппарата для сварки тонкого металла
При сварке тонкого металла электродом полярность инвертора должна быть обратной. Поэтому разъем кабеля электрододержателя нужно вставить в гнездо со знаком «+», при этом кабель массы должен быть подключен к гнезду «-». За счет обратной полярности тепло электрической дуги будет сконцентрировано на конце электрода, но не на заготовке. Объясняется это просто: движение электронов происходит от «-» к «+».
У сварки тонкого металла с обратной полярностью есть весомое преимущество: не происходит перегрев тонких заготовок, поэтому нет прожогов, металл не деформируется от сверхвысокой температуры.
Читайте также: «Стыковое сварное соединение»
Помимо электродуговой сварки, для тонкого металла подходит и полуавтоматическое оборудование. Более того, с ним работать намного проще и под силу даже новичкам. Если у вас нет надлежащего опыта, то лучше выбирать именно такое оборудование. Сварка тонкого металла полуавтоматом доступна и для «чайников». Но здесь также важно грамотно выставить силу тока, она не должна быть высокой.
Чтобы не допустить прожога при использовании дуговой сварки, учитывайте правила настройки инвертора, приведенные в нижеследующей таблице:
|
Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Сила тока, А |
|
0.8 |
1.6 |
10-20 |
|
1.0 |
2.0-2.5 |
25-35 |
|
1.2 |
2.5 |
40-50 |
|
1.5 |
2.5-3.0 |
45-60 |
Алгоритм сварки тонкого металла для начинающих
Потребуется сварочник РДС с постоянным током. Выбирать силу тока нужно по значениям, приведенным в таблице. Чтобы при работе не повело заготовку, ее необходимо закрепить струбцинами. Разделывать кромки при работе с тонким металлом до 4 мм не нужно.

Сварку тонкого металла часто делают встык. Размещаем свариваемые элементы вплотную друг к другу, не должно быть зазоров. Когда конструкция детали позволяет сварить заготовки внахлест, применяем эту технику, тогда шов получится без прожогов и вваливания валика вниз.
Придерживайтесь следующих принципов, чтобы выполнить сварку тонкого металла качественно:
- Разжигаем дугу на черновой заготовке, только после этого начинаем сваривать деталь. Тогда вам не нужно будет стучать по изделию, на лицевой стороне не образуются следы от контакта дуги.
- Держим дугу не строго по центру соединения, но на одной из сторон заготовки. Так вы исключите образование прожога.
- Быстро водим электрод, не допуская поперечных колебательных движений.
- Держим кончик электрода максимально близко к металлу. Тогда дуга получится четкой, присадочный металл легко перенесется, провар будет небольшой. Чтобы работать короткой дугой, нужно иметь большой опыт проведения сварочных работ, новичкам рекомендуется потренироваться на черновой заготовке.
- Чтобы исключить проваливание металла с обратной стороны шва, используем подложку. Для этой цели не подойдет верстак из железа, поскольку металл прилипнет. Оптимальный выбор – подложить на стол графитовую либо медную пластину.
- При возникновении прожогов даже при небольшом сварочном токе ведем шов прерывистой дугой. К примеру, нужно проварить 55 мм, убрать конец электрода из сварочной ванны на 1 секунду. После этого можно опять возбудить дугу и проварить еще 5 мм. Работа будет идти медленнее, однако наплавленный металл остынет.
- Держим электрод под углом 30-45?. Угол в 90? приведет к тому, что усилится прогрев, начнут появляться прожоги.
Если параметры сварочника РДС не позволяют уменьшить силу тока, придется воспользоваться балластным реостатом. В ряде случаев, когда сварочные работы разовые, нецелесообразно покупать балластник. Тогда нужно подсоединить сталистую пружину в цепь массы, установив ее между зажимом и заготовкой. Чтобы отрегулировать силу тока за счет сопротивления, переставляйте зажим массы по виткам пружины.
Читайте также: «Сварка нержавейки аргоном»
Предотвратить появление температурных деформаций получится, если проваривать длинные швы в правильной последовательности. К примеру, если нужно выполнить сварку тонкого металла электродом кузова автомобиля, начинаем работу с конца стыка, ведя шов на себя. Проваривать нужно по 8-10 см, медленно продвигаясь вперед.
Новый шов должен заканчиваться на начале предыдущего. Каждый короткий провар будет выгибать поверхность внутрь, однако благодаря большому количеству швов «волны» не образуются. Напротив, прогиб получится заметным, если выполнить сплошной шов слева направо.
Читайте также: «Сварка нержавейки электродом»
При использовании полуавтомата специалисты рекомендуют не делать сплошного шва. В данном случае применяется точечная сварка тонкого металла, а листы укладываются внахлест.
Сварка тонкого металла с зазором
Выполнить сварку тонкого металла достаточно сложно, если между заготовками есть зазор 1-3 мм. Дело в том, что дуга будет «съедать» стенки металла, заварить стык окажется непросто.

В таком случае необходимо уменьшить на 20 % силу тока от той, что была бы при сварке такого же сечения, но без зазора. Ваша задача – соединить заготовки перемычкой, сделав из присадочного металла мостик. После этого сварочный ток увеличиваем и перекрываем шов, чтобы провар получится лучше.
Сваривать детали нужно короткой дугой с перерывами. Откладывать «полки» на боках нужно, разжигая дугу на одной стороне, а затем подводить конец электрода к краю. После того как бока будут наращены, можно соединить стороны. Действовать нужно аналогичным образом, соединяя заготовки прерывистой дугой. Эта работа достаточно сложная, потребуется много времени для ее выполнения.
Также есть еще методика соединения элементов, края которых имеют зазор, – в щель надо заложить дополнительный металл. К примеру, можно использовать огарок электрода, предварительно удалив с него обмазку. Стержень нужно прихватить в области стыковки, а затем сваривать по стандартной технологии. Такая вставка не даст провалиться просадочному материалу, возьмет часть температуры на себя.
Читайте также: «Какая полуавтоматическая сварка лучше»
Чтобы не допустить ошибок при сварке тонкого металла, необходимо правильно подобрать электрод и аппарат, а также иметь достаточный навык проведения подобной работы. Также нельзя пренебрегать технологией – при сварке тонкого металла важно, какая полярность и сила тока установлены.
На современных инверторах можно выбрать параметры работы оборудования, подходящие для конкретных условий. Чтобы дуга была стабильной, важно использовать электроды высокого качества. Не рекомендуется экономить на расходниках, поскольку в этом случае будет невозможно выполнить ровный, эстетичный и прочный шов.
Сварка тонкого металла
Оцените, пожалуйста, статью
Всего оценок: 25, Средняя: 3
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта. Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:

!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.
Не менее важным станет вид покрытия электрода:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:

Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:
- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.

Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.

Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.

*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).

3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
06Дек
-
By: -
Без рубрики -
Comment: 0
Содержание статьи
- Как проводить процедуру с тонкостенными предметами
- Технология сварки тонкого металла инвертором для начинающих
- Основные трудности сварки тонколистового металла
- Выбор режимов и проводников: полярность
- Правильная технология: как сваривать тонкий металл электросваркой
- Подготовительные работы
- Сварка инвертором тонкого металла своими руками
- Как варить дуговой сваркой тонкий металл с оцинковкой
- Возможные проблемы при сварке листового металла электродом
- Необходимые условия для сварки тонкого металла дуговой сваркой
- Устройство инвертора
- Приемы для конструкций со стенками малой толщины
В фокусе внимания – очень аккуратный вид работ, требующий настоящего мастерства. А именно – сварка электродом тонкого металла: ниже мы подробно ее рассмотрим, чтобы даже новичок получил теоретические знания, с которыми будет гораздо проще освоить данную технику на практике.

Это более чем актуально, ведь очень многие изделия, от чайников до кузовов автомобилей, отличаются сложной формой, но не могут похвастать впечатляющей толщиной корпуса. Да, в заводских условиях они изготавливаются массово и без особенных проблем, так как их делают на производственных станках с ЧПУ, то есть на высокоточном оборудовании. Но что, если какую-то вещь, тот же таз, вам нужно будет починить в гараже или домашней мастерской?
Как проводить процедуру с тонкостенными предметами

Предположим, что толщина заготовки составляет 1-1,5 мм. Подобрать под нее электрод достаточно сложно, ведь он должен быть еще меньше сечением (по негласным правилам). Неужели 0,7-0,9 мм? Найти в продаже такие расходники не получится, их просто нет, ходовые линейки начинаются с 2–3 мм. Да, полуторные тоже попадаются, их можно купить, но и с ними работать новичкам некомфортно.
Для решения задачи нужно использовать специальное оборудование, которое под высоким напряжением генерирует постоянный ток. Оно удобное в регулировке, с его помощью вполне реально обеспечить отличное качество шва.
Технология сварки тонкого металла инвертором для начинающих

Чтобы достичь достойного результата и соблюсти при этом безопасность труда, необходимо придерживаться нескольких простых правил:
- Зачистить стыки от грязи и возможной ржавчины (даже если вы видите, что коррозии нет, на всякий случай).
- Надежно закрепить заготовки, чтобы они не съехали в процессе.
- Предварительно наметить линию соединения, чтобы потом не сбиться и не нарушить нужную геометрию – точками через каждые 5–7 см.
- Выполнять работу как можно быстрее – без задержек на каких-то участках, в один проход.
- Задать минимальную силу тока – если у аппарата есть функция плавной регулировки, это не составит труда.
- Следить за напряжением холостого хода – важно, чтобы оно оставалось не менее 70 В.
Основные трудности сварки тонколистового металла

Есть определенная специфика обработки, которую стоит принять во внимание новичкам:
- Ход и результат процесса крайне сильно зависят это параметров электрического проводника. Необходимо, во-первых, грамотно подобрать его по размеру, во-вторых, вести плавно, с одной скоростью, зигзагообразными движениями (об этом ниже). Иначе не избежать прожогов.
- Ванночку нужно делать не очень большую, чтобы она не нагружала своим весом шов и не продавливала его. В противном случае вы рискуете увидеть валикообразные наплывы на изнаночной стороне изделия (хотя лицевая будет выглядеть вполне эстетично).
- Говоря о том, как правильно варить тонкий металл электродом, нельзя забывать о том, что материал по неопытности очень легко перегреть, и тогда он деформируется. В зоне чрезмерного термического воздействия происходит вытягивание, образуются волны; когда изделие неответственное, допустимо провести рихтовку резиновым молотком, если нет, единственным вариантом исправления брака остается нанесение нового шва с наложением на уже выполненный.
- Проход нужно делать быстро, но при этом важно и не торопиться, ведь спешка чревата непроварами, нарушающими герметичность готового товара (вплоть до полной его непригодности), что особенно критично при производстве различных резервуаров для наполнения жидкостями.
Выбор режимов и проводников: полярность
Рассматривая, как сварить тонкие листы металла инвертором, следует сказать, что для данной работы он подходит лучше трансформатора. Почему? Потому что с его помощью проще задавать нужные характеристики и, что еще важнее, регулировать их в процессе создания швов.
Так какой же ампераж выбирать? Это напрямую зависит от стенок заготовки, а также от сечения присадочного прутка. Актуальное соотношение мы представляем в таблице ниже.
|
Толщина детали |
Диаметр электрода |
Сила тока |
|
мм |
А |
|
|
0,5 |
1 |
10–20 |
|
1 |
1–1,6 |
30–35 |
|
1,5 |
2 |
35–45 |
|
2 |
2,5 |
50–65 |
|
2,5 |
2–3 |
65 |
Здесь же стоит уточнить, какой материал в принципе считается тонким. Отвечаем, до 5 мм – это официальное, но слишком размытое определение. Ведь даже таблица намекает, что проблемы возникают при обработке деталей, которые не толще 2-2,5 мм.
Если новичку однозначно нужно ориентироваться на приведенную выше зависимость, то опытный специалист зачастую подбирает оптимальный режим «на глаз». Хотя и ему необходимо не забывать о проходе за раз, ведь современные присадки отличаются тем, что плавятся сравнительно быстро, а значит с ними необходимо не зевать.
Правильная технология: как сваривать тонкий металл электросваркой
Согласно рекомендациям, решать эту задачу нужно в 3 этапа:
- Принять предварительные меры.
- Соединить детали.
- Зачистить швы.
Подбор оборудования осуществляется главным образом для первых двух шагов, поэтому они и заслуживают максимально пристального внимания и подробного рассмотрения.
Подготовительные работы
Сводятся к очистке всех контактных поверхностей стыка от любых возможных видов загрязнений. Особенно внимание необходимо уделить точке установки опорной части аппарата.
Пятна коррозии следует аккуратно снять наждачкой. Цинковое покрытие, тоже лучше убрать при помощи болгарки, хотя, если время поджимает, его можно и оставить в расчете на то, что оно расплавится при нагреве. Но рекомендуется все-таки его удалить, чтобы не создавать лишних неровностей.
Сварка инвертором тонкого металла своими руками

Необходимо придерживаться такого алгоритма:
- Очистить конец электрода (примерно 5 мм) от обмазки – для максимально быстрого возгорания.
- Сделать краткосрочный поджог и точечно прихватить материал по всей линии шва, с интервалом в 5–7 см – это поможет предотвратить вероятную деформацию.
- Распалить дугу для постоянного использования – достаточно чиркнуть присадочным прутком по металлическому изделию или постучать по нему. Выдерживайте длину пламени в 2–3 мм и расстояние, соответствующее сечению расходника (смотрите таблицу).
- Выполнить ванночку из расплава, стараясь, чтобы она оставалась вытянутой овальной формы, и начинайте вести шов – тогда он скорее получится качественным.
- Осуществить проход, плавно и быстро, не приближая проводник к детали, чтобы избежать капель.
Рассуждая о том, как варить тонкий металл (железо) инвертором начинающим, мы всегда советуем пользоваться аппаратом с функциями форсирования дуги и антиприлипания. Он удобнее обычного, потому что регулирует процесс и автоматические добавляет напряжение при чрезмерном растяжении пламени или сбрасывает – при опасном приближении присадочного прутка к заготовке.
Кроме того, для обеспечения качественного результата, следует придерживаться таких правил:
- Вести держатель так, чтобы он находился под 60-градусным углом к поверхности и не перекрывал обзор шва и ванночки. Если слишком наклонить его, соединения получится выпуклым и неравномерным.
- Следить за скоростью движения, стараясь выдержать равномерный и поступательный ход.
- Перемещать электрод снизу вверх (для вертикальных стыков) или слева направо (при горизонтальных); траектория должна быть зигзагообразной.
Зная, как правильно сварить тонкий металл инверторной сваркой, не забывайте, что после окончания операции место соединения следует внимательно осмотреть: счистить шлак и убедиться в отсутствии прожогов или непроваров.
Работа преобразователем

Это прибор с обратной полярностью, то есть минусом он присоединяется к заготовке, а плюсом – к проводнику. Таким образом устраняется сама возможность появления дефектов. Стержень нагревается сильнее и быстрее, чем материал в точке контакта, особенно если этот расходник хорошего качества (от иностранной фирмы, с известными свойствами, зарекомендовавший себя на практике использования). Также важно, чтобы у него была высокая плавучесть, а его диаметр не превышал 2 мм.
Есть много роликов, показывающих, как выполнять проходы. Ознакомьтесь с некоторыми из них, и не будете допускать распространенных ошибок.
Достоинства тонкостенных заготовок
Сваренные строго по технологии, с помощью современного оборудования, с аккуратными швами, они:
- Обладают эстетичным и даже привлекательным видом, ведь на их поверхностях отсутствует окалина.
- В точности соответствуют проектным размерам, не деформированы, так как в процессе их изготовления материал не подвергался температурным изменениям.
- Полностью готовы к покраске или нанесению других покрытий, потому что на них нет шлака.
- Могут похвастать строго запланированной формой, без ям, впадин или бугорков, если напряжение при их изготовлении было постоянным.
Всеми описанными преимуществами детали обладают потому, что изготовлены на передовых аппаратах, единственный недостаток которых – возможные перебои при работе в условиях сильно минусовых температур. Но это в принципе характерно для любой техники такого рода.
Как варить дуговой сваркой тонкий металл с оцинковкой

Секрет в том, чтобы полностью снять покрытие с кромок перед выполнением соединения. Сделать это можно как вручную, так и шлифовальной машинкой. При должном опыте второй вариант предпочтительнее, так как потребует меньше времени и физических усилий.
Также торцы деталей можно выжечь, но это не лучший вариант. Помните, что при нагреве начинают выделяться пары цинка, а они ядовиты и способны спровоцировать довольно сильное отравление. Поэтому обработку заготовок нужно проводить или на свежем воздухе, или в помещении с хорошей вытяжкой, и обязательно в спецодежде.
Возможные проблемы при сварке листового металла электродом
В процессе могут возникать дефекты, похожие на рядовой брак, но обусловленные именно малой толщиной изделий. В их числе:
- Прилипание – наблюдается, если поднести кончик стержня слишком близко к обрабатываемой поверхности; еще одна распространенная причина – низкий ампераж, и любой из этих случаев приводит к образованию неравномерного шва.
- Прожигание – возникает при переизбытке мощности, если задать чересчур большую силу тока. В результате материал расплавляется, и на гладкой поверхности появляются ямки и впадины.
- Непровар – его часто делают новички, держащие пруток далеко от детали из-за боязни проделать дырку. В итоге присадка оказывается недостаточно горячей и растекается по изделию, а когда застывает, образует бугорок, который требуется счищать. И, самое важное, качественного соединения при этом тоже нет.
- Деформация – появляется, если температура в точке термического воздействия слишком высокая, из-за чего наблюдается смятие или выгибание плоскости.
Как избежать подобных проблем? Это понятно уже из их описания: во-первых, нужно придерживаться техники выполнения прохода, во-вторых, выставлять верные рабочие параметры.
Необходимые условия для сварки тонкого металла дуговым сварочным аппаратом
Достаточно строгие требования предъявляются как к аппаратуре, так и к расходникам.
Так, рекомендуется использовать электроды со следующими параметрами:
- диаметр – меньше толщины заготовки, оптимальным размером сечения считается 1,6 мм;
- сырье изготовления такой же, что и у детали;
- обмазка из тугоплавких материалов;
- изготовитель – известная компания (в принципе, допустима какая угодно марка, но лучше выбирать качество, разница в цене обычно незначительная).
Кроме того, и оборудование должно быть подходящим:
- лучше, если устройство полуавтоматическое – он удобнее ручного в использовании, хотя бы тем, что не приходится тратить физические усилия на поддержание его во включенном состоянии;
- практичнее, если у него будет широкий диапазон регулировки, в 10–15 А, это позволит гибко регулировать подачу тока, исходя из параметров проводника.
Но любая модель однозначно производительнее трансформатора, ведь КПД в среднем составляет 90%, и это при скромном потреблении электроэнергии.
Устройство инвертора

Говоря, как сварить тонкий металл электродом, отметим, что для этого используется сравнительно сложное оборудование. Аппарат, который обязан поддерживать минимум несколько режимов, каждый – со своими частотами и другими рабочими параметрами. Для розжига пламени он также должен преобразовать ток два раза – сначала в постоянный из переменного, после чего в высокочастотный.
Общая схема и принцип его действия следующие:
Отсюда виден и характер изменения импульса. Волна проходит через мост, фильтр-конденсатор, непосредственно инвертор, поступает на трансформатор и проводник и только после этого создает необходимый нагрев.
Чтобы новичку было проще сориентироваться, как сварить тонкий металл электросваркой, нужно, чтобы корпус устройства обладал современным уровнем эргономики. Для этого на нем обязаны присутствовать следующие конструктивные элементы:
- ручки-тумблеры – для плавной регулировки силы тока в необходимом диапазоне;
- индикаторы – сети, срабатывания защиты против перегрева;
- разъемы – для подключения кабеля сечением 50 кв мм или менее.
В принятом сегодня исполнении его корпус обязательно снабжается боковыми вентиляционными решетками – для быстрого охлаждения – и, опционально, ремнем, для легкой переноски не плече.
Приемы для конструкций со стенками малой толщины
Есть сразу несколько методик, помогающих избежать ошибок с дефектами. Итак, вот способы того, как заварить тонкий металл электродом:
- Точечно – нужно выполнить большое количество локальных прихватов, через 5-7 см. Поджечь дугу, сделать соединение в конкретном месте и погасить ее. Этот вариант хорош своей аккуратностью, но его реализация занимает достаточно много времени.
- Внахлест – необходимо положить две заготовки друг на друга так, чтобы кромка верхней перекрывала торец нижней, и обработать. Главное – не допустить прожогов сразу же счистить всю окалину (если она вообще появилась). Сравнительно простой вид, но сопряженный с большим количеством затрат времени и материала; зато сквозных отверстий можно не бояться – они не ухудшат надежность конструкции.
- По выбранному электроду – здесь нужно быстро удалить обмазку по всей поверхности стержня, после чего уложить его по направлению запланированного шва. Проход при этом стандартный – плавный и скоростной – но контактным участкам все равно стоит уделять максимум внимания.
Рассуждая о том, как правильно варить инверторной сваркой тонкий металл, важно запомнить несколько нюансов. Если детали габаритные, розжиг следует осуществлять на изделии с толстыми стенками и уже оттуда перенести свежеобразованный шов на стыково участок.
Чтобы отвести тепло, зачастую используется медная проволока – она может похвастать внушительной емкость. Хотя на практике это действительно емкий материал, отлично предотвращающий протекание расплава или прожиг.
Подведем итоги
Своя специфика в этом деле есть, методов много, и каждый из них, со своими особенностями, нужно просто запомнить. В процессе выполнения технологической операции важно избегать спешки или промедления. Зато и результат впечатляющий – эстетично выглядящий предмет, не протекающий, без трещин и сколов.
Теперь, когда вы знаете, как электросваркой варить тонкий металл, можете без промедления закупать расходники и приступать к выполнению работ. Компания «Рокта» поможет вам в этом – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице. Выбирайте проводники, устанавливайте режим, приступайте к решению вопроса, вооружившись знаниями об этом оборудовании. Обращайтесь в ООО «Роста», если вы хотите купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные станки, а также маятниковые, вертикальные и двухстоечные агрегаты. Чтобы связаться с нашими специалистами, позвоните по контактным номерам, указанным на странице.
Как научиться варить инвертором с нуля
Сварка – это способ соединения металлических заготовок путем их нагрева и сплавления кромок в единое целое. Нагрев осуществляется при помощи дуги – электрического разряда, возникающего между заготовкой и электродом.
Способы сварки
Выделяют несколько видов сварки:
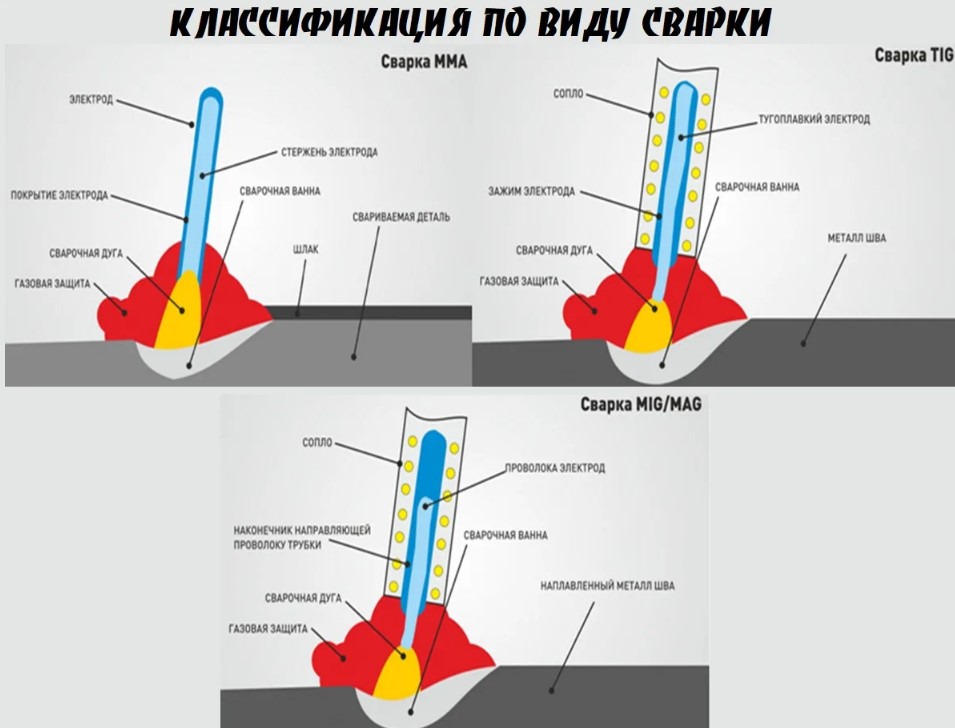
- MMA (или ручная дуговая) – базовый способ, сварка плавящимся или неплавящимся электродом. Дуга возникает между кромками заготовок и электродом, способствуя образованию сварочной ванны расплавленного металла, который, затвердевая, образует шов. Требует высокого уровня навыков сварщика. Позволяет работать с относительно небольшим рядом материалов – в основном это чёрные металлы. Обеспечивает относительную мобильность и возможность работы в любой точке при наличии генератора, а также возможность работы в любом положении и в труднодоступных местах.
- TIG (или аргонодуговая) – осуществляется неплавящимся электродом (графитовым либо вольфрамовым) в среде защитных газов. Позволяет работать с тонкими заготовками и почти с любым материалом, в том числе с цветными металлами. Требует высоких расходов на оборудование и создание защитной среды.
- MIG/MAG (или полуавтоматическая) – для сварки используется проволока, поступающая в рабочую зону при помощи подающего механизма. Этот способ работы отличается высокой производительностью, низкими требованиями к квалификации сварщика и возможностью сваривать даже тонкие заготовки. Сварка может осуществляться в среде защитных газов, под флюсом или при помощи порошковой проволоки, обеспечивающей защитную среду при нагреве.
- Газовая – сварка при помощи горючих газов и кислорода, где материал расплавляется при помощи горелки. Отличается низкой производительностью, но позволяет работать с тонкими деталями, цветными металлами, чугуном.
Подготовка к сварке инвертором
Инверторный сварочный аппарат (инвертор) – это устройство, которое работает от сети 220V или 380V, преобразуя переменный ток в колебания с высокой частотой и затем в постоянный ток. Аппараты имеют высокий КПД и относительно небольшой расход электроэнергии. Кроме того, они способны работать при пониженном напряжении – в среднем до 170V.
Сварка металла инвертором для начинающих – один из лучших способов познакомиться с основами работы. Аппарат позволяет легко разжечь и удержать дугу, что позволяет справиться с задачей даже новичку.

Перед началом работы с инвертором требуется определить следующие параметры:
- Полярность – может быть прямой, когда электрод подключается к клемме с «минусом», а металл к «плюсу», и обратной. Прямая используется при работе с заготовками толще 1,5-2 мм, обратная – для тонких деталей. Это объясняется тем, что тонкую заготовку легко прожечь, а при прямой полярности образуется глубокая зона расплавления.
- Скорость подачи – необходимо следить, чтобы в зону сварки поступало достаточно металла. Слишком быстрая подача приводит к тому, что металл не прогревается в нужной степени. Слишком медленная, напротив, ведёт к перегреву и прожиганию детали.
- Сила тока – напрямую влияет на глубину нагрева. Этот параметр зависит от диаметра электрода в пропорции приблизительно 30А на 1 мм.
Пошаговая инструкция по сварке инвертором
Сварка профильной трубы для начинающих инвертором включает следующие шаги:
- Убедиться в исправности оборудования. Требуется проверить состояние изоляционных оболочек, зажимов, панели управления сваркой, а также очистить прибор при необходимости.
- Обеспечить безопасность при работе. Необходимо использовать средства индивидуальной защиты: маска, перчатки, одежда и обувь из негорючего материала.
- Подключить инвертор к сети, убедиться, что он работает.
- Вставить электрод в держатель.
- Настроить силу тока и полярность.
- Очистить место сварки от следов краски, ржавчины и других загрязнений.
- Соединить свариваемые заготовки прихватками.
- Разжечь электрод на шероховатой поверхности и перенести его на место начала сварки. Для этого достаточно прикоснуться им к металлу.
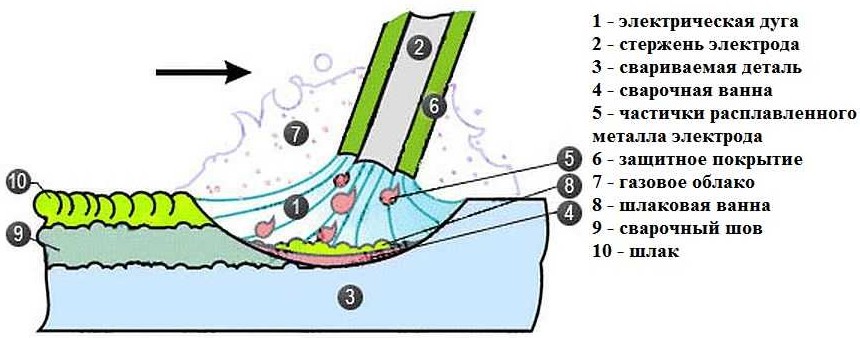
- Начать формировать шов: при удерживании электрода на одном месте начинает образовываться сварочная ванна из расплавленного металла и жидкого шлака, обеспечивающего защиту от воздействия кислорода. Металл имеет белый цвет, а шлак — красный. Шлак требуется периодически отталкивать, чтобы обеспечить равномерное прогревание металла.
- Для формирования надёжного шва нужно двигать кончиком электрода по ширине шва, выписывая зигзаги, круги или другие фигуры. Это позволяет расширить шов и сделать соединение крепче.
- Важно следить, чтобы расстояние между кончиком электрода и деталью было постоянным (приблизительно 5 мм). Так как электрод плавится во время процесса, нужно постепенно придвигать держатель к сварочной ванне.
- Для завершения шва нужно создать «блок», отведя конец электрода вбок.
Особенности сварки тонкого металла
Тонкий металл легко прожечь и деформировать, поэтому при работе с ним требуется повышенная осторожность. Рекомендуется отработать швы на более толстых заготовках, прежде чем приступать к работе с тонкими. Для успешной сварки требуется соблюдать следующие правила:
- варить на обратной полярности;
- выставлять минимальную силу тока;
- варить следует «углом вперёд» – электрод отклоняется от вертикали на 30-60° в сторону уже образованного шва;
- при возможности лучше варить тонкие заготовки в нижнем положении;
- рекомендуется тщательно закрепить обрабатываемые детали, чтобы снизить вероятность деформации;
- края следует располагать как можно ближе друг к другу или внахлест, если конструкция заготовки это допускает;
- вести электрод нужно быстро и с минимальными колебательными движениями;
- желательно использовать подложку из графита/меди;
- максимально качественный шов на тонкой заготовке получается при «короткой дуге» – минимальным расстоянием между кончиком электрода и заготовкой.
Если металл прожигается даже при минимальной силе тока, можно использовать технику прерывистой дуги. При таком способе работы кончик электрода убирается из зоны сварки приблизительно каждые 5 мм шва. Достаточно секундных перерывов: даже при небольших остановках металл успевает немного остыть. Это заметно снижает темп сварки, но позволяет получить прочный шов без деформации материала.
Частые ошибки новичков
Сварка инвертором для начинающих может осложниться из-за следующих распространённых ошибок:
- слишком высокая скорость ведения электрода – металл не успевает прогреваться, образуются «слабые» участки, шов выходит неровным;
- слишком низкая скорость ведения электрода – металл прожигается насквозь, в заготовке образуются дыры, нарушается целостность заготовки;
- слишком ровный и тонкий шов из-за отсутствия колебательных движений – металл не сваривается в достаточной степени;
- неправильно подобранная сила тока: при слишком малом токе происходит «залипание» электродов, при слишком высоком прожигается материал;
- слишком маленький зазор между деталями – приводит к деформации либо разрушению обрабатываемой заготовки из-за теплового расширения;
- слишком большой зазор между деталями – менее критическая ошибка, но приводит к слишком большому расходу присадочного материала.
Также проблемой начинающего сварщика может стать неправильный подбор средств индивидуальной защиты, в частности маски со светофильтром. При слишком сильном затемнении снижается контроль над рабочим процессом, при недостаточном затемнении повышается вероятность повредить глаза. Оптимальным вариантом для новичка станет маска-хамелеон, в которой уровень затемнения зависит от уровня излучения.
