
Техническое обслуживание приводов вагонных генераторов
Техническое обслуживание ТО-1
При техническом обслуживании ТО-1 производить осмотр и дефектацию узлов, элементов и деталей привода генератора. По результатам дефектации заменить неисправные узлы и детали привода генератора. Проверить по прибытию поезда электронным бесконтактным термометром нагрев корпуса редуктора в местах установки подшипников, в шарнирах карданного вала. При температуре нагрева более 70 °С редуктор отправить в ремонт. В зимний период очистить узлы и детали приводов ото льда деревянным молотком. Применять для очистки металлический инструмент не допускается. Проверить наличие пломб с обвязочной проволокой на смотровом лючке (крышке), сливной и заливной пробках корпуса редуктора. Проверить уровень масла в редукторе, при необходимости масло добавить до перелива. При выявлении утечки масла, обнаружении в масле механических примесей, металлических включений, обводнения масла редуктор привода отправить в ремонт. Уровень масла в редукторах приводов генераторов проверять у вагонов, прибывших с вагоностроительных заводов, после прохождения плановых видов ремонта и при каждой постановке вагона в состав поезда. Смазочные материалы, применяемые в редукторно-карданных приводах, указаны в руководстве «Редукторно-карданные приводы вагонных генераторов пассажирских ЦМВ. Руководство по ремонту» № 038 ПКБ ЦЛ/ПКТБв-04РД и рекомендациях производителей. Проверить резьбовые крепления приводов остукиванием независимо от целостности проволочной обвязки. Пружинные шайбы ослабших креплений; болты, шпильки, гайки с изношенной резьбой заменить новыми. Болты, шпильки, гайки креплений должны соответствовать требованиям конструкторской документации, материал– сталь, класс прочности не ниже 8.8.
Обозначение класса прочности указывается на торцах головок болтов, гаек и шпилек. Моменты затяжки болтов классом прочности не ниже 8.8 (кроме особых требований указанных в конструкторской документации разработчика), должны соответствовать значениям, указанным в таблице 5.1.
Таблица 5.1
| Диаметр резьбы, мм | ||||||
| М6 | М8 | М10 | М12 | М16 | М20 | М24 |
| 7,0 | 17,2 | 34,0 | 60 | 150 | 300 | 520 |
Проверить размер «h» в амортизаторах блоков подвески генераторов DUGG 28В и DСG 4435/24/2а3, 2ГВ.003 и 2ГВ.008 в соответствии с рисунком 5.1. Для амортизаторов, показанных на рисунке 5.1а, 5.1б, 5.1в размер «h» должен быть не менее 40 мм. Размер «h» для втулочной подвески генератора рисунок 5.1г, должен быть не менее 89 мм, а для безвтулочной подвески рисунок 5.1д, должен быть не менее 37,5 мм. Зазоры между генераторами 2ГВ.003, 2ГВ.008 и основаниями, а также дополнительными и предохранительными скобами должен быть в пределах от 5 до 8 мм. Для универсальных амортизаторов рисунок 5.1е размер «h» должен быть не менее: при ТО-1 – 42 мм, при ТО-2 и ТО-3 – 43 мм. Амортизаторы с видимыми трещинами и надрывами заменить на новые. Техническое обслуживание амортизаторов универсальных производить в соответствии с документом «Вагоны пассажирские. Амортизатор универсальный. Руководство по эксплуатации» НТ-0210 РЭ.
а)- генератор DUGG 28B и DCG 4435/24/2а3 б)- генератор DUGG 28B
в)- генератор RGA4
г, д)- блок подвески генераторов вагонов ТВЗ
е) — универсальный амортизатор ИВФДК-0292.000.000 подвесок генераторов
При выявленной в рейсе вибрации под вагоном проверить:
- подвеску крепления генератора под вагоном;
- крепления предохранительных скоб;
- зазоры в подшипниках на валу генератора со стороны привода, торцевое биение подшипников со стороны противоположной приводу;
- муфту и ее крепление;
- карданный вал и его крепление;
- редуктор от средней части оси колесной пары привода генератора.
Техническое обслуживание привода типа АКГ-45 производить в соответствии с требованиями документа «Инструкция по эксплуатации и техническому обслуживанию привода вагонного генератора модели АКГ-45» утвержденной в 2008 г. ООО «Техвагонмаш». В состав привода вагонного генератора 32 кВт типа АКГ-45 входит редуктор ГС-44-3,7; двухкарданный вал ДГВ 1420; эластичная муфта ВСК 24-150. Допускается с редуктором ГС-44-3,7 использовать в составе привода генератора 32 кВт карданные валы и муфту других производителей, утвержденных к применению, в установленном ОАО «РЖД» порядке. Техническое обслуживание муфты типа МППГ-02 для привода генератора 32 кВт производить в соответствии с требованиями документа «Муфта упругая МППГ-02 привода подвагонного генератора. Руководство по эксплуатации» ПУ 326.00.00.000 РЭ. Техническое обслуживание ТО-1 привода генератора от торца оси колесной пары пассажирского вагона
Техническое обслуживание производить в соответствии с документами:
- «Привод текстропно-редукторно-карданный. Техническое описание и инструкция по эксплуатации» 81.26.000-1 ТО;
- «Привод текстропно-карданный ТК-3. Руководство по эксплуатации» 81.34.000РЭ.
Проверить приспособлением, вид и размеры которого приведены на рисунке 5.2, крепление ведущего шкива клиноременного текстропно-редукторно-карданного привода ТРКП и клиноременного текстропно-карданного привода ТК-2, ТК-3 к торцу оси колесной пары. При ослаблении крепления ведущего шкива колесную пару направить в ремонт. Отличие привода ТК-3 от привода ТК-2, заключается в наличии «жесткой» подвески генератора на раме тележки (отсутствуют упругие блоки). При техническом обслуживании осмотреть детали приводов ТРКП, ТК-2 и ТК-3 рисунок 13. Проверить крепления шкивов 1 и 6, карданноговала, кронштейнов и амортизаторов 3 подвески генератора, регулировку натяжного устройства 4 с пружиной 5 редуктора привода ТРКП и промежуточной опоры привода ТК-2, ТК-3 и клиновых ремней 2. Проверить шплинты, стопорные устройства, резиновые амортизаторы, затяжку болтов крепления деталей подвесок привода и генераторов на тележке вагона. Натяжные устройства отрегулировать по высоте сжатой пружины на величину равной 100±5 мм для привода ТРКП и 110±5 мм для ТК-2 и ТК-3.
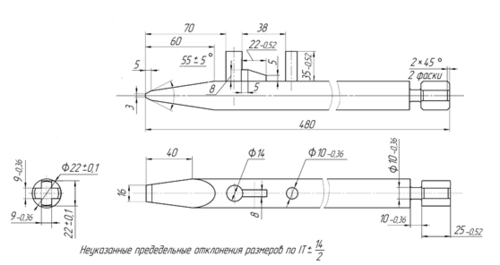
Рисунок 12- Приспособление для проверки жесткости крепления ведущего шкива приводов ТРКП, ТК-2 и ТК-3
а) ТРКП; б) ТК-2 и ТК-3
Рисунок 13(a) — Общий вид привода генератора от торца оси
Рисунок 13(б) — Общий вид привода генератора от торца оси
Техническое обслуживание узла ведущего шкива с креплением на шпильках производить в соответствие с документом «Техническое описание и инструкция по эксплуатации узла ведущего шкива с креплением на шпильках» 875.19.010-ТО. В редукторе привода ТРКП при ремонте редуктора с заменой деталей первая замена масла с отметкой в электронном паспорте вагона производится через 10 000 км пробега. В последующем, смена масла в редукторе с отметкой в электронном паспорте вагона производится через 60 000 км пробега. Перепробег не допускается. Техническое обслуживание ТО-1 привода генератора от средней части оси колесной пары. Проверить на редукторах от средней части оси колесной пары наличие бирок о проведенных ремонтах и технических обслуживаний. При отсутствии бирок колесную пару с редуктором выкатить из-под вагона, направить для проведения технической диагностики и последующего ремонта. На редукторы, поступившие в эксплуатацию с пассажирскими вагонами после их постройки от вагоностроительных заводов, бирки не устанавливают до проведения им первого технического обслуживания в объеме ТО-3 или ремонта.
Проверить крепление, сдвиг и проворот редуктора на оси колесной
Признаками сдвига редуктора на оси колесной пары являются смещения белых контрольных линий, нанесенных на торцевых фланцах с обеих сторон редуктора и вдоль оси колесной пары, выдавливание резиновых муфт ведущих фланцев редуктора. Боковой сдвиг редукторов ЕЮК-160-1М, ВБА-32/2, ЖДР-0002 допускается не более 20 мм; боковой сдвиг редукторов ДМИ-44 – не более 5 мм. Признаком проворота редуктора на оси колесной пары является смещение красных контрольных линий. При наличии сдвига и (или) проворота редуктора на оси колесной пары, колесную пару с редуктором направить в ремонтное подразделение для выявления и устранения причины.
Проверить наличие зазора в блоках резиновых амортизаторов опоры редуктора относительно оси колесной пары. Зазор определять, покачивая карданный вал усилием, которое обеспечит перемещение по вертикальной оси в опоре. Появление при этом в опоре редуктора характерного металлического стука, свидетельствует о потере упругих свойств и деформации в блоках резиновых амортизаторов. При наличии зазора в опоре редуктора заменить резиновые амортизаторы новыми. Техническое обслуживание и ремонт опоры редукторов ЕЮК-160-1М и ВБА 32/2 производить в соответствии с требованиями документа «Вагоны пассажирские. Опора редукторов ЕЮК-160-1М и ВБА-32/
== Руководства по эксплуатации» НТ-0297 РЭ. —
Проверить крепление ведущего зубчатого колеса на полом валу редуктора. Ослабление крепления зубчатого колеса на полом валу редуктора проверять по зазору в зацеплении шестерен и в соединениях других деталей в редукторе. Зазор контролировать на радиусе 100 мм, покачивая карданный вал вокруг продольной оси. При величине зазора более 3 мм колесную пару с редуктором выкатить из-под вагона, направить в ремонт.
Заменить масло в редукторе в соответствии с требованиями документации производителя с отметкой в электронном паспорте вагона (перепробег не допускается):
- для ДМИ-44 в соответствии с документом «Редуктор ДМИ-44 конический одноступенчатый привод вагонного генератора от средней части оси колесной пары мощностью 32 кВт для пассажирских вагонов локомотивной тяги. Руководство по монтажу и эксплуатации ТС-0016-0РЭ»;
- для ЖДР-0002 в соответствии с документом «Редуктор ЖДР-0002.
Руководство по монтажу и эксплуатации ЖДРУ.303144.001 РЭ»;
- для ВБА 32/2 в соответствии с документом «Инструкция по эксплуатации для редуктора от средней части оси ВБА 32/2 редакция от 01 марта 2010 г. 132.890023330 ИЭ»;
- для ЕЮК-160-1М первая смена масла после ремонта – через 20000 км пробега, последующие смены масла – через 120000 км пробега;
- для ГС-44-3,7 в соответствии с документом «Инструкция по эксплуатации и техническому обслуживанию привода вагонного генератора модели АКГ-45», утвержденным в 2008 г. ООО «Техвагонмаш».
Заменить на кузове вагона знаки рисунок 14 и 15, относящиеся к смене масла в редукторе.
1 – условное обозначение смены масла в редукторе, 2 – две цифры дня календарного месяца замены масла, 3 – две цифры порядкового месяца
календарного года замены масла, 4–две последние цифры года замены масла
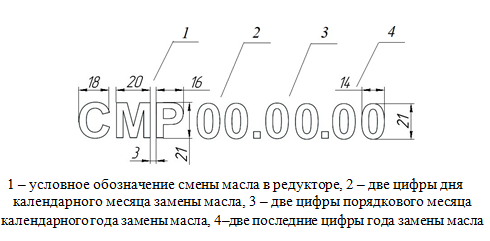
Рисунок 14 – Знаки на вагоне, относящиеся к замене масла в редукторе
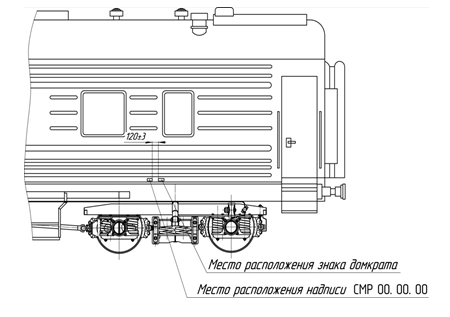
Рисунок 15 — Место расположения надписи на вагоне относящейся к замене масла в редукторе привода генератора
Осмотреть карданный вал. Карданный вал заменить:
- с видимыми повреждениями;
- с повреждением оправки сальника и сальникового уплотнения;
- при выбросе смазки из крестовин;
- при наличии зазора в игольчатых подшипниках и шлицевом соединении более допустимого в соответствии с требованиями нормативной документации производителей карданных валов.
Ослабленные болты, гайки и пружинные шайбы крепления карданного вала заменить новыми. У демонтированных карданных валов контролировать параметры в соответствии с таблицей 5.2. При замене карданного вала на вагоне контролировать расстояние между фланцами шлицевой втулки редуктора и муфты сцепления. Установить промежуточные фланцы рисунок 16 (0.554-2205.00:087, 0.554-2205.00:088) при расстоянии между фланцами редуктора от средней части оси колесной пары и муфты сцепления более 1485 мм. Проверить от руки свободное вращение фланцевой ступицы генератора центробежной муфты сцепления привода от средней части оси. При вращении с толчками, заеданием, пощелкиванием и скрежетом муфту демонтировать и направить в ремонт. Перед включением в работу для проверки генераторной установки от трехфазной сети 380/220 В, проверить свободное вращение вала генератора с муфтой. При появлении посторонних шумов в муфте карданный вал демонтировать со стороны муфты и продолжить испытание генератора.
Рисунок 16 — Промежуточные фланцы
Проверить упругую деформацию элементов муфты и её крепление на валу генератора мощности 32 кВт. Проверку упругой деформации производить покачиванием муфты по вертикальной оси, усилие прикладывать к карданному валу. При отсутствии упругой деформации муфты, появления сводного зазора, при её перемещении от покачивания, нехарактерного металлического стука и скрежета муфту заменить.
Техническое обслуживание ТО-2
При техническом обслуживании ТО-2 выполнить работы по техническому обслуживанию ТО-1 и дополнительные работы. Обновить контрольные полосы привода, смазать крестовины и шлицевые соединения карданных валов всех типов. Проверить центробежную муфту сцепления привода от средней части оси колесной пары, проворачивая рукой фланцевую ступицу генератора DUGG 28 В. При наличии посторонних шумов, толчков, заеданий в подшипниках муфты при вращении вала генератора муфту демонтировать и направить в ремонт. Нанести на карданные валы приводов от средней части оси белой краской две прерывистые полосы шириной 25 мм и длиной 400 мм с разрывом 30 мм в месте сочленения двух частей карданного вала. Полосы расположить диаметрально противоположно вдоль оси карданного вала с отступом 150 мм от торца со стороны муфты. Окрасить торцевую наружную поверхность обода шкивов привода ТРКП, ТК-2 и ТК-3 на одну четвертую часть длины окружности белой краской.
Техническое обслуживание ТО-3
Общие требования
При техническом обслуживании ТО-3 выполнить следующие работы. Редукторы после проведенных двух очередных ТО-3 должны быть отправлены на специализированное предприятие для выполнения ремонта в объеме, предусмотренном требованиями документа «Редукторно-карданные приводы вагонных генераторов пассажирских ЦМВ. Руководство по ремонту» 038 ПКБ ЦЛ/ПКТБВ-04РД. При отсутствии на редукторе бирок о проведенных ремонтах, технических обслуживаний ТО-3 или невозможности прочтения на них знаков и клейм, редуктор направить в ремонт.
Техническое обслуживание ТО-3 также производить:
- редукторам от средней части оси колесных пар после восстановления обточкой профиля поверхности катания их колес;
- редукторам, не бывшим в эксплуатации более 6 месяцев и поступившим от вагоноремонтных предприятий после проведенного ремонта в соответствии с требованиями руководящего документа «Редукторно-карданные приводы вагонных генераторов пассажирских ЦМВ. Руководство по ремонту» 038 ПКБ ЦЛ/ПКТБВ-04РД.
См. также
- Техническое обслуживание ТО-1 вагона в пути следования поезда
- Техническое обслуживание кузова вагона
- Техническое обслуживание системы отопления
Привода вагонных генераторов
Введение
Ориентиры инновационного развития ОАО
«РЖД» предполагают ускоренную
модернизацию существующей материально — технической базы железнодорожного
транспорта к 2015 году; ликвидация барьерных мест с ограничениями провозных
способностей и создание технологических резервов; полная замена подвижного
состава и технических средств с истекшими сроками службы на новую технику с
высокой производительностью и низкой ремонтоёмкостью; внедрение инновационных
технологий в области эксплуатации и ремонта объектов железнодорожного
транспорта; увеличение маршрутных скоростей пассажирских поездов на основных
направлениях от 12 до 15%; повышение коэффициента эксплуатационной готовности
инфраструктуры и подвижного состава до технически обоснованного уровня;
снижение уровня отказов технических средств на 20 %.
Система управления безопасности железнодорожных
перевозок пассажиров должна учитывать положения закона «О техническом
регулировании», особенности реформирования железнодорожного транспорта, а
также необходимость обеспечения нормативных значений показателей безопасности
перевозок при минимальном объеме затрат.
Основной целью обеспечения безопасности движения
поездов является кардинальное сокращение случаев браков и аварий при повышении
скоростей движения поездов, пропускных способностей участков и направлений и
снижении непроизводительных расходов за счет создания многофункциональной
системы управления и обеспечения безопасности движением поездов с
использованием новых технических средств и технологий управления, цифровых
систем связи и новых методов технической диагностики.
Объектом исследования дипломного проекта
является работа участка по ремонту текстропно-редукторно-карданных приводов
(ТРКП) подвагонных генераторов пассажирских вагонов.
В дипломном проекте будут приведены назначение и
конструкция текстропно-редукторно-карданного привода подвагонных генераторов,
характеристика производственного участка вагонного депо по ремонту приводов
подвагонных генераторов. Будут представлены требования к приводам генераторов в
эксплуатации, на основании которых будет составлена карта эскизов.
Будет рассчитана годовая программа участка по
ремонту текстропно-редукторно-карданных приводов. Будет рассчитана списочная
численность рабочих участка, на основании этого — составлено штатное расписание
и произведен расчет годового фонда заработной платы всех работников участка.
При составлении план по труду будет учтена
годовая заработная плата работников с учетом фонда материального поощрения,
среднемесячная заработная плата работников участка и производительность труда.
Экономические расчеты по статьям расхода будут
сведены в таблицу плана эксплуатационных расходов на участке. После расчетов
экономической части дипломного проекта будет рассчитана себестоимость ремонта
одного текстропно-редукторно-карданного привода на участке.
В графической части будет представлена схема
участка по ремонту ТРКП, карта эскизов дефектации деталей привода генератора и
схема стенда гидравлического пресса.
1.
Общая часть
1.1 Назначение и конструкция текстропно-редукторно-карданного
привода
подвагонных генераторов
Генератор с приводом служит источником
электроэнергии в вагоне при движении поезда и расположен на тележке тормозного
конца вагона.
Характеристика одного из основных узлов
электроснабжения вагона — генератора, диапазон его рабочих скоростей определяют
схему и исполнение механической части его привода.
Привод предназначен для передачи крутящего
момента от торца шейки оси колесной пары якоря генератора. Для увеличения
передаточного отношения в клиноременную передачу введен одноступенчатый
редуктор, шарнирно подвешенный к раме тележки. Применяются клиновые ремни типа
В2360Т, изменены диаметры шкивов. Применение редуктора с передаточным
отношением 1:4,1 позволяет включаться генератору при скоростях движения от 37до
42 км/ч. Такой привод называется текстропно-редукторно-карданный привод (ТРКП).
Привод ТРКП (рисунок 1) смонтирован на раме
тележки модели 68-876 с котловой стороны кузова вагона. Он состоит из ведущего
шкива 9, установленного на торце шейки колесной пары, ведомого шкива 6 с
редуктором 5 натяжного приспособления 4, карданного вала 11 и генератора 10,
смонтированных на консольной части рамы тележки 1. На ведущий и ведомый шкивы
надет комплект кордшнуровых ремней 8.
На случай обрыва узлов крепления генератора,
редуктора, карданного вала и предотвращения падения их на путь имеются
предохранительные устройства: скобы 3, 2, улавливающая корзинка 12.
Рисунок 1 — Текстропно-редукторно-карданный
привод:
1
— рама тележки; 2,3 — скобы; 4 — натяжное приспособление; 5 — редуктор; 6 —
ведомый шкив; 7,8 — ремни; 9 — ведущий шкив; 10 — генератор; 11 — карданный
вал; 12 — улавливающая корзинка.
Крепление большого шкива на торце оси колесной
пары показано на рисунке 2. В комплект его входят следующие детали: ведущий
шкив 16, гайка 3 с внутренними шлицами и шпонкой 2, два зубчатых сегмента 4,
крестовина с трапециевидными выступами 8 и 14, два клина 13, вставляемые в паз
оси. Клинья 13, крестовина и зубчатые сегменты поджимаются двумя болтами 6. Под
болты подкладываются тарельчатые пружины 5. Болты контрятся стопорной планкой 7
с отгибом концов на грань болта. Ведущий шкив 16 крепится на гайке 3 крышкой 15
и шестью болтами 11, которые контрятся пружинными шайбами 12. Болты изготавливаются
из стали 40Х.
Рисунок 2 — Ведущий шкив, установленный на торце
шейки оси с помощью зубчатых сегментов: 1
— крепительная крышка буксы; 2 — шпонка; 3 — гайка с внутренними шлицами; 4 —
зубчатые сегменты; 5 — тарельчатые пружины; 6, 10 — болты; 7 — планка
стопорная; 8 — наружный выступ крестовины; 9 — шайба упругая; 11, 12 — болт с
шайбой: 13 — клинья; 14 — внутренний выступ крестовины; 15 — крышка; 16 — шкив
ведущий; 17 — лабиринтное кольцо крышки
Передача вращающего момента с ведущего шкива на
ведомый производится при помощи ремней. Их натяжение от 315 до 330 кг
обеспечивается натяжным приспособлением (рисунок 3) и массой редуктора 4,
который подвешивается на раме тележки 1 с наклоном 8° в сторону оси колесной пары.
Регулировка натяжения осуществляется путем сжатия пружины 7 до высоты от 95 до
105 мм при помощи рычажной гайки 8.В натяжное устройство (рисунок 3) введены
вторая пружина 2 и индикаторное устройство 4 для определения ее контакта с
рычажной гайкой 3 и опорной шайбой 5, а также установлен ограничитель сжатия
первой пружины 1, усилен валик подвески.
Рисунок 3 — Натяжное устройство:
1
— рама тележки; 2 — валик; 3,6 — предохранительные болты; 4 — индикаторное
устройство; 5 — опорная шайба; 7 — пружина, 8 — рычажная гайка; 9 — винт, 10 —
ограничитель; 11 — масломерная пробка; 12 — зашплинтованный валик
На случай обрыва валика подвески редуктора и
предотвращения его падения на путь в кронштейне натяжного устройства (рисунок
4) укреплен предохранительный болт 5, а в щечках прилива редуктора сделаны пазы
в виде секторов.
Рисунок 4 — Сечение пружинного механизма
натяжного устройства: 1, 2 — пружины; 3 —
гайка; 4 — индикаторное устройство; 5 — опорная шайба
Редуктор (рисунок 5) увеличивает скорость
вращения вала генератора в 2,9 раза. Он состоит из пары 12, 3 цилиндрических
косозубых шестерен, изготовленных из стали 40Х. Ступица большой шестерни
посажена на коническую часть ведущего вала 11 и закреплена шпонкой 7. Вал
вращается на цилиндрическом роликовом подшипнике 14 и шариковом 10. Наружные
кольца этих подшипников вставлены в корпус редуктора 2 на скользящей посадке и
закреплены крышками 1. Внутренние кольца этих подшипников установлены с
натягом. Передача вращающего момента производится с большой шестерни 12 на
малую 3, изготовленную за одно целое с валом.
Возникающие осевые и радиальные нагрузки на валу
малой шестерни передаются двум таким же подшипникам.
Рисунок 5 — Редуктор:
1
— крышка; 2 — корпус редуктора; 3 — малая ведомая шестерня; 4 — гайка со
стопной шайбой; 5 — соединительный фланец; 6 — уплотнения; 7 — шпонка; 8 — болт
с прижимной шайбой; 9 — маслоотбойное кольцо; 10 — подшипник; 11 — ведущий вал;
12 — ведущая шестерня; 13 — болт маслосливного отверстия; 14 — подшипник; 15 —
самоподвижной каркасный сальник; 16 — уплотнение фетровое; 17 — ведомый шкив;
18 — корончатая гайка с шайбой и шплинтом
Слив масла из редуктора производится через
сливное отверстие, закрываемое при работе редуктора маслосливной пробкой 13 и
уплотнительной прокладкой, изготовленной из меди.
На конусной части выходного вала 3 редуктора при
помощи шпонки, корончатой гайки и шайбы крепится соединительный фланец.
Редуктор шарнирно подвешен на валике 3 натяжного
приспособления подвески редуктора (рисунок 6). Модернизированный шарнир
подвески редуктора упругий, здесь установлены резиновые конические втулки 2,
снижающие ускорения генератора и не пропускающие высокочастотные колебания на
балку тележки 1.
Рисунок 6 — Подвеска редуктора:
1
— балка тележки; 2 — конические втулки; 3 — валик; 4 — регулировочные шайбы
Положение ведомого шкива, жестко укрепленного на
валу редуктора, должно быть строго параллельно ведущему шкиву: допускается
смещение боковых граней шкивов друг относительно друга не более 5 мм. Для
создания такой точности установки шкивов между втулками подвески, редуктора и
втулками приливов кронштейнов устанавливаются регулировочные шайбы 4 в
количестве 10 шт. (из них восемь шайб толщиной по 3 мм и две шайбы по 1,4 мм).
Карданный вал (рисунок 7) представляет собой
тонкостенную трубу 2. Он снабжен двумя карданными шарнирами «а» и
«б». Карданный шарнир состоит из крестовины 11 и двух вилок 8 и 13. В
отверстие вилок вставлены игольчатые подшипники, внутрь которых входят цапфы
крестовины. Подшипники удерживаются в вилках кольцевыми пружинами 12. Для
удержания смазки в игольчатых подшипниках и предотвращения попадания в них
грязи, пыли и воды на цапфах крестовины имеются пробковые сальники 10. В центре
крестовины имеется клапан, через который при смазке шарниров выходит избыток
масла, благодаря чему предотвращается пробивание пробковых сальников.
Рисунок 7 — Карданный вал:
а
и б — карданные шарниры; 1 — фланец якоря генератора; 2 — тонкостенная труба; 3
— втулка; 4 — сальник; 5 — уплотнение; 6 — шлицевой вал; 7 — чехол; 8, 13 —
вилки; 9 — игольчатые подшипники; 10 — сальники; 11 — крестовина; 12 — пружины;
14 — масленки
Тонкостенная труба карданного вала размером
31×2,1 мм изготовлена из ст15 непрерывного волочения. С одного конца труба
приварена к вилке карданного шарнира, соединенного с фланцем 1 якоря
генератора, а с другого — к шлицевой втулке 3. В шлицевую втулку вставлен полый
шлицевой вал 6, изготовленный заодно с вилкой карданного шарнира. Допускаемый
перекос карданного вала относительно оси генератора возможен не более 2°.
С целью предохранения шлицевого соединения от
загрязнения установлен защитный 7 металлический или резиновый чехол. Внутри
полого шлицевого вала и втулки поставлены заглушки. Для удержания смазки в
шлицах на конце шлицевой втулки имеется пробковый сальник 4 шлицы защищены от
пыли уплотнением 5. Вращение от карданного вала привода передается валу для
генератора через фланцевое соединение.
Генератор 8 подвешивается упруго к опорной плите
7 рамы тележки при помощи четырех блоков (рисунок 8).
Рисунок 8 — Узел крепления генератора на раме
тележки:
1
— гайка; 2, 3 — тарели; 4 — шайба; 5 — болт; 6 — амортизатор; 7 — опорная
плита; 8 — лапа генератора; 9 — шплинт
Такая подвеска снижает ускорения на корпусе
генератора и не пропускает высокочастотные колебания на плиту рамы тележки.
Блок подвески генератора состоит из амортизаторов 6, зажатых между тарелями 2 и
3. Нижние тарели приварены к плите тележки. Весь блок подвески генератора
зажимается болтом 5 через лапу генератора 8 и крепится специальной гайкой 1 с
буртом. Гайка стопорится шплинтом 9, а под головку поставлена шайба 4. Сила
предварительной затяжки болтов в 2,0 кН обеспечивается за счет сжатия
амортизаторов на величину 13,5 мм. Степень затяжки блока подвески генератора
контролируется размером от 37,5 до 39 мм между плитой и основанием тарели.
1.2 Требования к приводам генераторов в
эксплуатации
Уход за приводом предусматривает периодический
контроль за состоянием крепления шкивов и подвески генератора, своевременную
смазку трущихся частей, наблюдение за состоянием ремней и их натяжением.
При подготовке вагона в рейс в пункте
формирования, оборота или в депо, а также в пути следования поездов
производится наружный осмотр привода. Обстукиванием болтов гаек определяют
надежность крепления фланцев карданного вала, крышек подшипников валов
натяжного устройства, валика и подвески, генератора и предохранительных
устройств. Ослабшие болты подтягивают, пружинные шайбы, потерявшие упругость,
заменяют. Новые болты и шпильки должны быть изготовлены из стали марки 40Х.
Особое внимание обращается на плотность посадки шкивов и надежность их
крепления. Наличие люфта ведущего шкива, обнаруженного усилием руки или
приспособлением, при ослабленном натяжении ремней, требует монтажа узла для
выяснения причин его появления. Ослабшие болты крепления крышки шкива привода
ТРКП заворачивают с моментом затяжки от 50 до 60 Н·м, одновременно контролируя,
чтобы зазор между торцом шкива и лабиринтом (рисунок 5) был не менее 2 мм.
Осмотр подвески генератора начинают с проверки плотности затяжки резинометаллических
блоков. Нижний амортизатор и тарель не должны перемещаться от усилия руки. При
наличии в резиновых элементах амортизаторов осевых разрывов они заменяются.
Зазор между предохранительной скобой и корпусом генератора должен быть от 5 до
10 мм. Отсутствие такого зазора нарушает амортизацию генератора и приводит к
разрушению предохранительных скоб.
При осмотре редуктора необходимо очистить сапун
от грязи и налипшей смазки, продуть отверстия, смазать через масленки шарнирную
подвеску. Проверить уровень масла по рискам щупа в строго вертикальном
свободном положении редуктора, т. е. когда натяжение ремней ослаблено. При
осмотре карданного вала проверяют наличие люфта во фланцевых соединениях с
генератором и редуктором. Люфт устраняют перемонтажом вала.
Появление износа в карданных шарнирах и шлицевом
соединении определяется наличием осевого и углового зазоров. При радиальном
зазоре шарнира более 1 мм, осевом более 0,5 мм, а также при зазоре между
шлицами более 0,5 мм карданный вал необходимо демонтировать и отправить в
ремонт. Уменьшить осевой зазор до номинального значения можно, заменив
подшипники или путем восстановления изношенных стенок отверстия вилок. При
радиальном зазоре в шарнирах крестовины свыше 0,5 мм его уменьшают за счет
постановки регулировочных прокладок между наружным дном подшипника и упругим
стопорным кольцом. Прокладки ставят толщиной 0,1; 0,2 и 0,3 мм на дно двух
подшипников диаметрально расположенных на цапфах крестовины. Указанную
регулировку выполняют в том случае, если корпуса подшипников имели ранее
плотную посадку в отверстиях вилок.
Проверяется наличие полного комплекта ремней. До
прибытия в пункт формирования передача эксплуатируется на трех ремнях. Не
допускаются расслоения их с отрывом и разрывы на рабочих поверхностях. Перед
установкой на вагон клиновые ремни подбираются по длине в комплекты. Разница по
длине не должна превышать: для новых не более 4 мм, а для бывших в употреблении
7,5 мм в одной группе. Новые клиновые ремни перед установкой на вагон
предварительно вытягивают, так как нерастянутые будут отличаться неровным ходом
и потребуют частого подтягивания натяжного приспособления.
По возможности ремни выдерживают под натяжением
в течение суток, однако можно допускать и выдержку в течение нескольких часов.
Перед отправлением вагона в рейс ремни
необходимо натянуть.
В приводе ТРКП рычажной гайкой 8 (рисунок 6)
следует поджать основную пружину 7 до рабочей высоты от 95 до 105 мм. Момент
касания опорной поверхности гайки 3 (рисунок 7) через шайбу 5 опорной
поверхности пружины 2 определяется индикаторным устройством. При этом штифт 4
этого устройства будет выступать над поверхностью гайки от 2,5 до 3,5 мм.
Единая техническая ревизия ТО-3
текстропно-редукторно-карданных приводов подвагонных генераторов выполняется
через 150 000 километров пробега, но не реже чем через 6 месяцев после
постройки или планового ремонта приводов.
С вагонов снимают карданные валы, редукторы,
ремни. Большой шкив с узлом крепления его на торце шейки оси снимается. При
этом колесная пара выкатывается из-под вагона. Натяжное приспособление привода
ТРКП, подвеска генератора и его предохранительные скобы осматриваются на месте.
Редуктор промывается керосином, обтирается
насухо. Если при предварительном осмотре дефектов в редукторе не обнаружено, то
дальнейшую техническую ревизию производят без разборки.
Проверяется боковой зазор зубчатого зацепления
шестерен при жестко зажатом ведомом валу. Линейные перемещения рычага,
установленного на ведущем валу на радиусе 93 мм, не должны превышать 0,2 мм.
Далее замеряется осевой зазор в подшипниках ведомого (от 0,2 до 0,6 мм) и
ведущего (не более 0,3 мм) валов.
Если величина бокового зазора более допустимой,
значит более нормы изношены подшипники, зубья шестерни или имеется люфт в
шпоночном соединении зубчатого колеса. Износ зуба замеряют штангензубомером на
высоте 2,24 мм и по толщине он должен быть не более 1,38 мм (1/3 толщины зуба).
Выкрашивание металла на поверхности зуба может быть не более 20 % от общей
площади зуба.
В таких случаях производится разборка редуктора с
заменой изношенных деталей и последующей обкаткой их на стенде для испытаний.
Ревизия ведомого шкива привода состоит в регулировке при помощи шайб 4 (рисунок
9) осевого перемещения узла ведомого шкива в кронштейне подвески и в шарнире
подвески редуктора ТРКП, которое должно быть не более 1 мм. Шарнир, подвеска
смазываются через масленки при ослабленном натяжении ремней.
Карданный вал проверяется от руки на легкость
качания фланца и вилки относительно крестовины, и при исправности через
масленки смазываются шлицевое соединение и подшипники крестовины. При
отсутствии свободного, без заеданий качания вал разбирается. Ведущий шкив с
деталями узла крепления осматривается, неисправные детали заменяются.
2.
Технологическая часть
.1 Характеристика производственного участка
В вагонных депо выполняют плановый деповской
ремонт вагонов и их узлов.
Участок пассажирского вагонного депо по ремонту
редукторно-карданных приводов предназначен для ремонта редукторов от средней
части оси, от торца шейки оси.
Участки ремонта редукторно-карданных приводов
организуются в вагонных депо, производящих деповской ремонт приводов
подвагонных генераторов. Установлено на преддипломной практике, что в деповской
ремонт процентном соотношении поступают около 70 % приводов типа ТРКП и около
30 % приводов от средней части оси типа ВБА.
Ремонтный цех размещается вблизи роликового,
колесного и тележечного цехов. Рядом с ним должно находиться также отделение по
ремонту и испытанию электродвигателей и генераторов пассажирских вагонов.
Взаимное расположение цехов должно предусматривать поточного технологических
процессов и сокращение пути транспортировки деталей, а оборудование и
организация работ в цехах должно обеспечивать полную разборку приводов в депо.
Участок по ремонту приводов состоит из
демонтажного, комплектовочного и монтажного отделений.
Производственный участок ремонта приводов можно
разбить на следующие рабочие позиции: демонтажа и промывки редуктора, ремонто-
комплектовочную со складом отремонтированных и неисправных деталей, монтажа,
ремонта карданных валов и муфт; так же имеется путь для производства
демонтажных и монтажных работ.
2.2 Технология деповского ремонта ТРКП
При плановых ремонтах вагонов приводы ТРК должны
быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного
устройства. Для этого необходимо отвернуть контргайку и рычажную гайку, снять
последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить
болт от корпуса редуктора в приводе ТРКП. Для снятия ремней редуктор с ведомым
шкивом отклонить в сторону колесной пары и вручную удалить ремни из канавок
шкивов. Затем снимают предохранительные скобы карданного вала и
предохранительный болт. Далее снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива
необходимо вывесить их для разгрузки валика подвески и выбить валик легкими
ударами молотка через латунную оправку или выпрессовать, используя съемник. При
этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого
шкива к его ступице крепят съемник, винт которого упирается в торец вала.
Наносить удары по боковым граням канавок и закреплять на них съемные устройства
не допускается.
Вал узла ведомого шкива выпрессовывают из
корпуса ударами молотка через латунную оправку после предварительного снятия
подшипниковых крышек и пружинных колец. Для разборки узла ведущего шкива
необходимо отвернуть болты крепления крышки и снять крышку. Шкив снимают
вывертыванием двух диаметрально расположенных болтов крепления буксовой крышки.
Для защиты шкива от деформации между болтами и шкивом установить прокладку
толщиной 12 мм. Далее надо отвернуть болты и снять крышку. Затем следует
отогнуть стопорную пластину и вывернуть два болта. Для удаления зубчатого
сегмента следует ввернуть болты в его резьбовые отверстия до упора и
выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо
снять крестовину и клиновые планки. Гайка снимается с использованием рычажного
или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или
зубилом по ее граням не разрешается.
Разборку редуктора начинают со слива масла через
нижнюю пробку, затем снимают смотровую крышку, сапун, маслоуказатель,
подшипниковые крышки и разбирают торцовое крепление подшипников. Валы
редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала
или легким прессом.
У корпуса редуктора, крышки и маслоотбойных
колец не допускаются забоины и заусенцы, которые зачищают шлифовальной шкуркой
с маслом. Чтобы избежать перекосов при монтаже валов в корпусе, индикаторным
нутрометром в двух взаимно перпендикулярных направлениях проверяют диаметр и
овальность посадочных отверстий корпуса. Размеры диаметров отверстий в корпусе
должны соответствовать указанным в таблице 1.
Таблица 1 — Размеры диаметров отверстий в
корпусе редуктора
|
Тип |
Место |
Диаметр, |
||
|
Номинальный |
Допустимый |
Допустимый |
||
|
ТРКП |
Отверстие |
|||
|
Для |
120,035 |
120,05 |
120,3 |
|
|
Для |
100,035 |
100,05 |
100,3 |
При несоответствии размеров корпус редуктора
ремонтируют наплавкой. Корпуса редукторов, имеющих трещины и отколы, не
выходящие на поверхности фланцев, разрешается ремонтировать сваркой. Длина
завариваемой трещины может быть не более 50 мм. По концам трещина
засверливается диаметром от 3 до 5 мм и разделывается на всю глубину. После
сварочных работ корпус нормализуют подогревом. При необходимости резьба в
отверстиях для налива и слива масла прогоняется метчиком. Разрешается заварка
отверстий с последующей рассверловкой и нарезкой новой резьбы. Маслонакопители,
каналы подачи и отвода масла в корпусе очищают и продувают воздухом.
После снятия ремней внимательно проверяют
состояние их рабочих поверхностей, которые не должны иметь трещин, складок,
тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень,
весь комплект следует заменить. Ставить в один комплект ремни, бывшие в
употреблении и новые не допускается. Разница по длине ремней в одном комплекте
— не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если
оставшаяся толщина обода не менее 6 мм. После разборки детали крепления узла
ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин,
зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует
запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5
мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм.
Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают
слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном
расположении резьбового щупа по отношению к профилю слепка гайку следует
заменить.
Валы редукторов подвергают магнитопорошковому
контролю. Трещины в деталях не допускаются. После заварки трещин валы
подвергают динамической балансировке. В подшипниках замеряют радиальные и
осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки
уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность
должна иметь чистоту полирования. Если одновременно разбирают несколько
редукторов, не допускается обезличивать зубчатые пары, они должны быть
установлены в свой корпус. Тщательно проверяется износ и состояние рабочих
поверхностей зубчатых колес. Если на поверхности их зубьев обнаружены трещины,
выкрашивание металла на кромках более 20% рабочей поверхности, шестерни
заменяют комплектно. Штангензубомером Ш3-18 определяют равномерный износ
поверхности зуба, который не должен превышать 20% его первоначальной толщины.
Призматические шпонки должны входить в пазы
валов и колес плотно. Размеры отверстий под подшипники в корпусе редуктора и
узла ведомого шкива должны соответствовать чертежным. Разбивка и развальцовка
отверстий не разрешается. При повреждении в корпусе редуктора резьбовых
отверстий для болтов подшипниковых крышек допускается один раз рассверлить и
нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого
шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы
валика разрешается наплавка поврежденных мест с предварительным подогревом
валика до температуры от 250 до 300˚ С.
Износ втулок подвески по диаметру допускается не
более 0,3 мм.
Наиболее характерными дефектами карданного вала
являются износ или излом подшипников крестовины, износ отверстий под подшипники
в вилках, шлицев втулки и наконечника вала, а также люфт в соединении вилок с
крестовинами. Игольчатые подшипники после промывки не разбирают, чтобы не
выпадали ролики. При осмотре выявляют поломанные ролики проворачиванием
подшипника. Микрометров измеряют величину износа стаканов подшипников по
наружному диаметру. При поломке хотя бы одного ролика подшипник заменяют
полностью, т.к. ролики подобраны между собой с точностью до 0,005 мм. В
крестовине карданного вала прочищают каналы для подачи смазки и зачищают
заусенцы шкуркой с маслом. При ремонте карданного вала особое внимание следует
обратить на состояние подшипников и крестовин. Иголки подшипников должны
свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности
без следов наминов иголками. Отремонтированный карданный вал подвергают
динамической балансировке на специальном стенде. Допускаемый дисбаланс не более
0,5 Н•см.
Монтаж узла ведущего шкива приводов ТРКП
начинают с установки гайки, резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.
Гайку следует навернуть с предварительным натягом 150 Н•м без применения ударных
нагрузок. Проверка положения гайки и ее окончательная затяжка производятся с
применением специального шаблона, укрепленного на торце оси. После
предварительной затяжки ось симметрии одного из зубьев гайки должна
располагаться на шаблоне между рисками от 13˚ до 19˚. Если положение
гайки не соответствует этому требованию, то регулировку производят подбором
упорного кольца подшипника или заменой гайки. Применение регулировочных
прокладок не допускается, так как это приводит к ослаблению узла крепления шкива.
Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось
симметрии зуба располагалась напротив нулевой риски, что соответствует усилию
затяжки от 4 до 6 кН•м.
При переходе оси симметрии контрольного зуба
нулевой риски монтаж производится заново. Смазывают и устанавливают клиновые
планки прямым углом в паз оси, крестовину и зубчатые сегменты. Наклонные грани
сегментов должны прилегать к крестовине. Детали закрепить болтами с
тарельчатыми пружинами и стопорной пластиной. Болты следует затягивать
поочередно усилием 60 Н•м до полного сжатия тарельчатых пружин. При этом
ударами молотка через медную прокладку дважды поджимают крестовину, а затем
зубчатые секторы. Для закрепления болтов края пластины отгибают на грани
болтов. В буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку,
ставят шпонку, шкив и закрепляют его крышкой с болтами и шайбами.
Плотную посадку шкива обеспечивают ударами
молотка через медную прокладку по торцу шкива и окончательно затягивают болты.
Зазор между торцом гайки и шкива, а также зазор между торцом лабиринта и шкива
должен быть не менее 2 мм. Для проверки качества сборки буксу необходимо
провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с
напрессовки на вал шарикового подшипника и внутреннего кольца роликового
подшипника.
Их необходимо застопорить пружинными кольцами, а
затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с
шариковым подшипником. Подшипники смазать специальной смазкой в количестве 0,55
кг и установить крышки с уплотнениями, закрепив их болтами с пружинными
шайбами. На конусные поверхности вала устанавливают ведомый шкив и фланец,
закрепив их гайками и шплинтами.
Сборку редуктора начинают с запрессовки в его
корпус наружного кольца роликового подшипника, а на ведущий вал — внутреннего
кольца. При запрессовке колец следует применять втулочные оправки для защиты
посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое
окошко вводят ведущую шестерню и напрессовывают её на вал, предварительно надев
маслоотбойное кольцо и дистанционную втулку.
Затем на вал и в корпус запрессовывают шариковый
подшипник и закрепляют его плоской шайбой и болтами. После установки
подшипниковых крышек в корпус редуктора вводят шестерню-вал и собирают его
подшипниковые узлы. При сборке редуктора все свободные полости и поверхности
смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку
смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на
конусные поверхности валов ведомый шкив и фланец. В завершение редуктор
заправляют маслом типа ТС-10-ОТП в количестве 1,8 л до уровня, который
определяют щупом по рискам в вертикальном положении редуктора. Не следует
допускать избыток масла, что приводит к его утечкам через уплотнения крышек и
сапун.
Шарнир подвески узла ведомого шкива смазывают
шприцеванием солидолом до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени
влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного
расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между
кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу
узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне
подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на
крестовину одевают уплотнения и вводят ее в кардан и фланец, а затем попарно
запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал
собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники
крестовин закладывают специальную смазку, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между
генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми
гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры
между фланцами соединяемых узлов не допустимы. На редуктор, узел ведомого шкива
и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю
очередь, вручную, без применения каких-либо приспособлений. Регулировку
натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты от
95 до 105 мм.
Редукторы до постановки на вагон испытывают на
стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под
нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин-1.
Исправное состояние определяют по отсутствию посторонних шумов и течи масла.
Допустимый нагрев корпуса редуктора — не более 70˚ С.
.3 Расчет программы производственного участка
Программа производственного участка по ремонту
текстропно-редукторно-карданных приводов подвагонных генераторов определяется
из условия, что из поступающих в деповской ремонт пассажирских вагонов около 70
% имеют привод ТРКП. Согласно заданию, годовая программа ремонта депо
составляет 1570 пассажирских вагонов.
На ремонтный участок поступают приводы ТРКП,
снятые с вагонов, поступивших в деповской ремонт
Nу =
Nд Í
n , (1)
где Nд
— годовая программа депо, вагонов;
n — количество узлов
на вагоне, приводов.
Nу =
1570 Í
0,7 = 1099 приводов.
Дополнительно 15 % приводов от годового объема
поступают на производственный участок с вагонов, поступивших из текущего
отцепочного ремонта
Í 0,15 = 165 приводов.
Тогда полная годовая программа работы
производственного участка вагонного депо составит
1099 + 165 = 1264 приводов.
.4 Определение фондов времени работников и
оборудования
Режим работы отделения, согласно заданию,
двухсменный.
Фонд времени работы оборудования — это
количество часов его работы в течение определенного периода (год, квартал,
месяц). Различают номинальный и действительный фонд времени работы
оборудования.
Номинальный фонд времени работы оборудования
определяется по формуле
Fноб
=
[(Дк
— Дп) ´ tс
—
Д¢п
×
(tс
¯ t)]
´
mсм , (2)
где Дк — количество календарных дней
в году, дней;
Дп — количество праздничных и
выходных дней в году, дней;
Д¢п
— количество праздничных дней в году с сокращенной продолжительностью рабочий
смены, дней;
tс
— продолжительность рабочей смены, час;-
продолжительность рабочей смены в праздничные дни, час;
mсм
— количество смен, штук.
Fноб
= [(365-1130)Í8-8Í(8-7)]
Í2
= 4016 час.
Действительный фонд времени работы оборудования
рассчитывается по формуле
где h —
коэффициент, учитывающий остановку оборудования по техническим неисправностям и
в ремонте, 0,95.
Fgоб
= 4016 Í
0,95 = 3815 час
Фонд времени работы одного работника
рассчитывается на основании среднемесячной нормы часов, принятой на
железнодорожном транспорте.
Fр
= 166,08 Í 12 = 1992 часа
где 166,08 — среднемесячная норма, часов;
— срок работы, месяцев.
.5 Расчет и выбор технологического оборудования
Расчет технологического оборудования ведется из
расчета годовой программы ремонта участка и нормы на ремонт одной единицы
продукции.
Расчет технологического оборудования ведется по
формуле
(4)
где N
— годовая программа работы производственного участка, приводов;
Hоб —
норма на ремонт единицы продукции, станкочас;
Fgоб—
действительный годовой фонд времени работы оборудования, час;
Коб— коэффициент использования
оборудования во времени, 0,8.
Ооб=единиц
оборудования
В таблицу 2 сводим выбранное основное
оборудование и рассчитываем его общую стоимость и мощность.
Остальное малоценное оборудование принимаю
согласно технологического процесса ремонта текстропно-редукторно-карданного
привода (ТРКП) подвагонного генератора.
Таблица 2- Основное оборудование участка ремонта
ТРКП
|
Наименование |
Количество, |
Стоимость, |
Мощность, |
|
Дефектоскоп |
1 |
115000 |
3,5 |
|
Плоскодоводочный |
2 |
320000 |
1,5 |
|
Стенд |
2 |
230000 |
3,5 |
|
Стенд |
1 |
122000 |
2,5 |
|
Гидравлический |
1 |
120000 |
— |
|
Стенд |
1 |
130000 |
2,5 |
|
Приспособление |
1 |
98000 |
— |
|
Настольно-сверлильный |
1 |
380000 |
2,8 |
|
Стенд |
2 |
245000 |
— |
|
Стенд-стеллаж |
1 |
95000 |
— |
|
Стенд |
1 |
132000 |
— |
|
Итого |
14 |
2782000 |
21,3 |
.6 Определение габаритных размеров
производственного участка
К размерам участка относятся: длина, ширина,
высота, площадь, объем. Размеры определяются с учетом проходов и проездов
согласно строительным нормам. Площадь
производственного участка принимаю равной 216 м².
В соответствии со строительными нормами принимаю
ширину участка 12 м, высоту участка принимаю равной 5,5 м.
Тогда длина производственного участка составит
, (5)
м
Объем производственного участка составит
V = S
×
h, (6)
V = 216 ×
5,5 = 1188 м3
Рассчитанные размеры
производственного участка свожу в таблицу 3.
Таблица 3- Параметры производственного участка
|
S, |
b, м |
L , м |
h, м |
V, м3 |
|
216 |
12 |
18 |
5,5 |
1188 |
3.
Экономическая часть
Прямые расходы, связанные с производством и
реализацией по вагонному хозяйству учитывают заработную плату работников и
затраты на запасные части и материалы. Это статьи 6004 и 6607.
К расходам, общим для всех мест возникновения
затрат и видов работ относят расходы на дополнительную заработную плату,
отчисления на социальные нужды, расходы на охрану труда, технику безопасности,
обслуживание производственных зданий и сооружений и прочих расходов. Эти
расходы планируются с 6757 по 6765 статьи.
Общехозяйственные расходы, связанные с
организацией и управлением производства, учитываются с 6758 по 6833 статьи.
.1 Расчет численности производственных рабочих
Для расчета заработной платы производственных
рабочих необходимо рассчитать количество работников производственного участка.
Расчет численности производственных рабочих ведется из учета программы ремонта
вагонов в депо и трудоемкости ремонтных работ.
Явочная численность рабочих определяется по
формуле
Rяв =,
(7)
где N
— годовая программа ремонта на участке, приводов;
— трудоемкость
ремонта одного узла на участке, чел/часов;
Fp
— годовой фонд времени работы одного рабочего, час;
— коэффициент
выполнения норм выработки, 1,15.
Rяв=
человек
Списочная численность рабочих определяется по
формуле
Rсп=Rяв´Kз
,
(8)
где Kз—
коэффициент учитывающий отсутствие работников по уважительным причинам,
принимается равным от 1,07 до 1,10.
Rсп=9´1,1=10
человек
Численность административно-управленческих
работников (АУР) определяется штатным расписанием депо. Для ориентировочных
расчетов можно принять численность АУР не более от 4 до 5% от общей численности
основных производственных рабочих.
человек
R
сп
об = Rсп
+
Rаур ,
(9)
где Rсп
—
списочная численность рабочих, человек;
Rаур —
административно- управленческих работников, человек.
Rсп об =
10 + 1 = 11 человек
В таблицу 4 свожу контингент
работников производственного участка с распределением по профессиям, разрядам и
количеству человек.
Таблица 4 — Распределение работников по
профессиям
|
Наименование |
Количество |
Разряд |
|
Мастер |
1 |
10 |
|
Бригадир |
1 |
7 |
|
Слесарь |
4 |
5 |
|
Слесарь |
5 |
4 |
|
Итого |
11 |
3.2 Прямые расходы, связанные с производством и
реализацией по вагонному хозяйству
Статья 6607 «Деповской ремонт пассажирских
вагонов»
Заработная плата основных производственных
рабочих. Оплата труда рабочим связана с ремонтом и эксплуатацией вагонов и
производится по повремённо-премиальной и сдельно-премиальной системам.
В состав среднемесячной заработной платы входит:
тарифная ставка, сдельный приработок (при сдельной оплате труда), премии и
доплаты.
По таблице 5 рассчитываем месячную и годовую
заработную плату всех работников производственного участка.
На
основании фонда заработной платы составляем план по труду в таблице 6.
Таблица 6 — План по труду
|
Наименование |
Единица |
Величина |
Расчет |
|
Годовой |
рублей |
Фз/пл |
2455411,38 |
|
Контингент |
человек |
Rсп |
11 |
|
Фонд |
рублей |
Фз/пл×10%=ФМП |
245541,13 |
|
Средняя |
рублей |
Фз/пл+ФМП |
20461,76 |
|
Средняя |
рублей |
Ф |
18601,6 |
|
Производительность |
приводов/ |
П= |
115 |
Оптовые цены на материалы и запасные части
устанавливаются на основании прейскурантов. Затраты на материалы и запасные
части, этими документами нормируется для деповского ремонта из расчета на один
вагон или группу вагонов; для текущего ремонта на один миллион
вагоно-километров.
Зная заданную программу ремонта вагонов можно
определить количество и стоимость необходимых материалов и запасных частей.
В таблицу 7 свожу основные материалы и запасные
части ТРКП и рассчитываю норму на заданную программу ремонта и общую стоимость
материалов.
Таблица 7- Основные запчасти и материалы
|
Наименование |
Норма |
Стоимость |
Норма |
Общая |
|
Ведомый |
0,05 |
639,00 |
63,25 |
40416,75 |
|
Ведущий |
0,01 |
23,04 |
12,65 |
291,45 |
|
Карданный |
0,25 |
748,00 |
316,25 |
236555,00 |
|
Вал |
0,02 |
378,24 |
25,30 |
9569,47 |
|
Итого |
286832,67 |
Необходимо принять неучтенные материалы, которые
принимаются в размере 15 % от их стоимости
рублей
Общая стоимость расходов на материалы и запчасти
составляет
,67 + 43024,9 = 329857,57 рублей
Прочие расходы принимаются в размере 9% от
заработной платы основных производственных рабочих и составляют
рублей
3.3 Расходы, общие для всех мест возникновения
затрат и видов работ
Статья 6757 «Дополнительная заработная
плата и отчисления на социальное страхование рабочих»
Эти расходы составляют 7% от фонда заработной
платы основных производственных рабочих
рублей
Расходы на оплату прочих невыходов, на работу по
уважительным причинам составляют 3% от фонда заработной платы основных
производственных рабочих с учетом доплат на отпуск
рублей
Отчисления на социальное страхование рабочих
составляет 5,4% от фонда заработной платы основных производственных рабочих и
всех доплат

рублей
Статья 6759 «Отчисления на социальные нужды
производственного персонала». Общая
сумма отчислений на социальные нужды составляет 31,1% от годового фонда
заработной платы основных производственных рабочих
рублей
Статья 6758 «Расходы по форменной
одежде»
В таблицу 8 свожу данные по форменной одежде с
указанием сроков ее ношения и рассчитываю сумму износа.
Таблица 8 — Расходы по форменной одежде
|
Спецодежда |
Количество |
Стоимость |
Срок |
Сумма |
|
|
Единицы |
Общая |
||||
|
Рукавицы |
11 |
30,65 |
337,15 |
0,1 |
3371,50 |
|
Костюм |
11 |
1462,00 |
16082,0 |
1 |
16082,0 |
|
Ботинки |
11 |
2650,00 |
29150,0 |
1 |
29150,0 |
|
Итого |
48603,5 |
Статья 6761 «Расходы по технике
безопасности и производственной санитарии».
По
этой статье планируются расходы по содержанию дезинфекционных камер,
умывальников, душевых на производстве, сушилок для спецодежды и другого,
связанного с охраной труда, оборудования.
Расходы планируются в размере 5% от заработной
платы основных производственных рабочих.
рублей
Прочие расходы некапитального характера,
связанные с охраной труда, определяются в размере 1% от фонда заработной платы
основных производственных рабочих
рублей
Статья 6768 «Обслуживание производственных
зданий и сооружений»
Расходы по этой статье состоят из заработной
платы подсобных рабочих, затрат на электроэнергию, на освещение, топливо,
материалы на содержание зданий и сооружений и прочие расходы.
Стоимость электроэнергии на освещение
рассчитывается исходя из площади производственного участка по формуле
Эосв = Сэл ´
Hав ´
К ´
qав ´
S, (10)
где Сэл — стоимость 1 кВт/час
электроэнергии, рублей;
Hав —
число часов работы осветительных устройств в год при двухсменной работе, часов;
К — коэффициент спроса электроэнергии, 0,8;
Qав —
расход электроэнергии на освещение 1 м3 здания, кВт/м2;
S — площадь
производственного участка, м2.
Эосв=рублей
Стоимость топлива для отопления помещения
рассчитывается по формуле
Эт = ,
(11)
где Стоп — стоимости 1 тонны пара,
рублей; qт
—
удельный расход тепла на 1 м3 здания, ккал/м3;
Hот
—
число часов отопительного сезона, часов;
Vзд
—
объем здания, м3; i
— теплота испарения, ккал/кг.
Эт = рублей
Расходы на материалы по содержанию зданий и
сооружений принимаю в размере 10% от суммы расходов на топливо и электроэнергию
на освещение
рублей
По элементам затрат «Прочие расходы»
планируют стоимость воды на бытовые и хозяйственные нужды, учитывая расход на
одного рабочего, по формуле
Эвод=,
(12)
где Свод — стоимость 1 м3воды
, рублей;
Rяв —
явочное число рабочих участка, человек;
Т — число рабочих дней в году, день;
q — удельные расходы
воды на одного работающего, литр.
Эвод=
рублей
Статья 6766 «Ремонт зданий и
инвентаря»
Расходы на текущий ремонт зданий принимаются в
размере 1,5% от их стоимости, которая определяется по формуле
Сзд = а ´
Vзд , (13)
где а — стоимость 1 м3 здания,
рублей;
Сзд =
рублей
Тогда расходы составят
рублей
Расходы на текущий ремонт инвентаря принимают в
размере 1% от заработной платы основных производственных рабочих
рублей
Статья 6771 «Амортизация основных
производственных средств»
По этой статье учитывают амортизационные
отчисления на капитальный ремонт и полное восстановление основных средств,
непосредственно участвующих в процессе производства (зданий, оборудования).
Годовая сумма амортизационных отчислений на полное восстановление и капитальный
ремонт зданий и оборудования определяется
А=,
(14)
где Сзд, Соб-балансовая
стоимость соответственно здания, оборудования;
Hзд,
Hоб-нормы
амортизации; соответственно 2,6% и12,5%
А=
рублей
Статья 6765 «Содержание и ремонт
оборудования»
По этой статье учитывают стоимость силовой
электроэнергии для производственных целей, а также расходы на обмывку вагонов и
деталей перед постановкой в ремонт. Стоимость силовой электроэнергии
определятся по формуле
Эсил.=Сэл´1,2´Ксп.эл´SРуст´Fоб´
hз
, (15)
где Сэл — стоимость 1 кВт/час
электроэнергии, рублей;
,2 — коэффициент, учитывающий потери
электроэнергии в сети;
Ксп.эл. — коэффициент спроса
электроэнергии;
SРуст- суммарная установленная
мощность оборудования, кВт;
Fдоб—
действительный годовой фонд времени работы оборудования, часов;
hз—
коэффициент загрузки оборудования.
Эсил = рублей
Стоимость воды составляют расходы на обмывку
вагонов, узлов и деталей. Зная план ремонта вагонов или узлов, сначала
подсчитываем расходы технической воды по каждой операции обмывки по норме на
одну колесную пару 0,025,на одну тонну в моечной машине от 0,12 до 0,15 м3.
При годовой программе ремонта 1264 привода общий
расход воды на обмывку составит 126,4 х 0,12 = 15,2 м3. Полученный
результат суммируется, и общая стоимость воды определяется по формуле
эвод = Свод ´
SQвод
´
Ксп ´ 1,1 ´
Fн
, (16)
где Свод — стоимость 1 м3
воды, рублей;
SQвод —
общий расход воды, м3;
Ксп — коэффициент спроса воды;
,1 — коэффициент, учитывающий утечку воды;
Fн —
годовой фонд времени работы насосов, часов.
Эвод=12,8´15,2´0,75´1,1´2000=312840
рублей
.4 Общехозяйственные расходы
Статья 6797 «Изобретательство и
рационализация» По этой статье учитываются вознаграждения авторов
изобретений и рационализаторских предложений принимаются в размере 1 % от
заработной платы общего фонда работников участка.
рубля
Статья 6798 «Подготовка кадров»
Расходы по этой статье принимаются в размере 0,1 % от общего фонда заработной
платы работников
рублей
Статья 6830 «Затраты аппарата
управления»
По этой статье учитывается заработная плата
месячная и годовой фонд заработной платы мастера.
Месячная заработная плата мастера составляет
26390 рублей, годовая заработная плата мастера составляет 316680 рублей
Дополнительная заработная плата аппарата
составляет 2% от годового
фонда заработной платы мастера.
рублей
Статья 6831 «Командировки аппарата
управления»
Расходы по этой статье учитывают в размере 2,5%
от фонда заработной платы мастеров
рублей
Статья 6833 «Прочие расходы»
Расходы по этой статье принимаются в размере 0,5
% от суммы основных расходов

рублей
3.5 Составление плана эксплуатационных
расходов
Все рассчитанные выше затраты на ремонт годовой
программы депо сводим в таблицу плана эксплуатации по статьям расходов и
соответствующим элементам затрат.
После расчета всех статей они складываются по
элементам затрат в строке «всего».
План эксплуатации сводим в таблицу 9.
3.6 Расчет себестоимости ремонта
Плановая себестоимость продукции определяется по
формуле
, (17)
где Э — общая сумма расходов производственного
участка, рублей;
N — годовая
программа производственного участка, приводов.
рублей
В таблицу 10 свожу калькуляцию себестоимости
ремонта узла.
Таблица 10 — Калькуляция себестоимости единицы
продукции
|
Наименование |
Измеритель |
Объём |
Основные |
Основные |
Общехозяйственные |
Всего, |
Себестоимость, |
|
Деповской |
ТРКП |
1264 |
2661074,77 |
1689480,15 |
371245,5 |
4612654,74 |
3735,6 |
В таблицу 11 свожу технико-экономические
показатели работы производственного участка по ремонту
текстропно-редукторно-карданных приводов подвагонных генераторов пассажирских
вагонов.
Таблица 11 — Технико-экономические показатели
работы участка
|
Вид |
Измеритель |
Объём |
Число |
Среднемесячная |
Годовой |
Производительность |
Себестоимость, |
|
Деповской |
ТРКП |
1264 |
11 |
18601,6 |
2455411,38 |
115 |
3735,6 |
4.
Охрана труда и окружающей среды
Организация ремонта вагонов предусматривает
применение безопасных приемов работ и соответствующее санитарно гигиеническое содержание
рабочих участков для высококачественного выполнения всех технологических
операций. Это достигается благодаря внедрению комплексной механизации к
автоматизации производственных процессов, применению поточно-конвейерных линий,
механизированных приспособлений и инструмента. Все работники участков ремонта
вагонов должны твердо знать и соблюдать требования технических документов,
регламентирующих условия организации и выполнения ремонтных работ по
восстановлению узлов и деталей вагонов: для этого предусмотрены различные виды
инструктажа и экзаменов по технике безопасности и санитарии.
Например, вводный инструктаж проводит
представитель администрации вагонного депо при приеме на работу, первичный
инструктаж дает работнику руководитель участка ремонта (например, тележек)
перед началом его работы в качестве ученика. Периодический инструктаж
проводится через определенный (смену, месяц, квартал), а внеочередной проводят
для всех работников по указанию руководителя предприятия (например, при
выявлении нарушений правил охраны труда, при введении нового технологического
процесса, оборудования, механизмов и приспособлений). Экзамены для проверки
знаний по охране труда и промышленной санитарии проводят в сроки, установленные
действующими приказами и инструктажами.
На отдельных ремонтных позициях и рабочих местах
вывешивают технологические карты, в которых указаны меры безопасности
выполнения работ. Особое внимание уделяют ликвидации и загрязнения и
загазованности воздуха местной или общеобменной приточно-вытяжной вентиляцией.
Обеспечивают также достаточную освещенность рабочих мест. При ремонте вагонов
запрещается использовать материалы, не соответствующие техническим требованиям
государственных стандартов, действующих правил и инструкций по охране труда и
промышленной санитарии. В процессе решения отдельных технических вопросов, с
регламентированных действующей документацией, начальник депо и приемщик вагонов
обязательно должны учитывать условия соблюдения требований охраны труда. При
организации рабочего места следует установить оптимальное количество
соответствующей технологической оснастки, механизмов и приспособлений,
использование которыми не требовало бы излишнего напряжения физических сил
рабочих, а также выполнения затруднительных движений. Техническое состояние
механизмов и приспособлений должно быть таким, чтобы необходимость применения
средств индивидуальной защиты была минимальной.
Ремонт приводов генераторов пассажирских вагонов
-
Техническое
обслуживание приводов генераторов
Проверку
технического состояния приводов
генератора производят на пунктах
формирования и оборота пассажирских
составов и на ПТО в пути следования.
При проверке особое внимание уделяют
состоянию ремней, наличию шума, стука
при работе привода, отсутствию
нагрева шарниров карданных валов и
корпусов редукторов в местах установки
подшипников, наличию утечек масла из
редукторов, прочности деталей
крепления и предохранительных устройств.
В
случае загрязнений детали привода
необходимо очистить от грязи, снега
и льда, пользуясь деревянными молотками
и скребками.
У
приводов
генератора
ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым
узлом является клиноременная передача,
которая подвергается при работе действию
различных возмущающих факторов.
Для
приводов ТРК в первую очередь — это
действие реактивного момента, который
возникает в работающем редукторе и
приводит к уменьшению или увеличению
межцентрового расстояния между шкивами,
что вызывает либо проскальзывание
ремней и их быстрый износ, либо
перенапряжение и обрывы. Отрицательно
на работу приводов влияет переменность
крутящего момента, вибрации шкивов,
усиливающих или ослабляющих натяжение
ремней. Большое влияние на срок службы
ремней оказывает нарушение правил
монтажа, непа- раллельность или перекосы
осей больше нормы. Часто имеет место
нарушение качества изготовления ремней.
Очень важно своевременно регулировать
натяжение ремней, которое обеспечивается
сжатием
Рис.
9.1. Текстропно-редукторно-карданный
привод:
1
— ведущий шкив; 2
— ведомый шкив; 3
— приводные ремни; 4
— редуктор; 5
— натяжное устройство; б
— карданный вал; 7 — генератор; 8—
предохранительные устройства
пружин
натяжного устройства до высоты 100±5 мм
для привода ТРК и 110±5 мм для привода
ТК-2.
В
эксплуатации замене подлежат ремни с
надрывами, расслоением и разлохмачиванием.
Разрешается кратковременно эксплуатировать
приводы ТК-2 и ТРК соответственно на
четырех и трех ремнях. При этом следует
уменьшить натяжение ремней увеличением
высоты пружины натяжного устройства
на 5-10 мм и снизить нагрузку на генератор
до 40-50% от номинальной. Заменяют ремни
Рис.
9.2. Текстропно-карданный привод:
1
— вал подвески; 2
— предохранительный болт; 3
— узел ведомого шкива; 4
— генератор; 5 — натяжное устройство;
6
— предохранительные скобы генератора;
7 — ведомый шкив; 8
— ремни приводные; 9
— ведущий шкив
комплектно,
предварительно подобрав их по длине,
на приспособлении по схеме в
соответствии с рисунком 9.3,
а.
Диаметр
измерительного шкива
Д
для привода ТК-2 равен 127,3 мм. Усилие
Р
на подвижном шкиве равно ЗООН (ЗОКГС).
Расчетную длину
L
ремня
при измерении на двух шкивах определяют
по формуле:
L=2A
+ПД,
В
эксплуатации допускается разница
ремней по длине в одной группе не
более 10 мм.
Рис.
9.3. Ремонт клиноременной передачи:
а
— схема определения длины ремня; б —
схема определения износа канавки и
ремня
Устанавливать
в одном комплекте новые и старые ремни
не разрешается. Взаимный износ ремней
и канавок шкивов определяют по схеме
в соответствии с рисунком 9.3, б.
При этом необходимо измерить размер
У
при нормальном натяжении передачи.
Зная высоту ремня h
и
глубину канавки Я, можно вычислить
зазор X
между дном канавки и ремнем, который
должен быть не менее 2 мм.
Шкивы
проверяют осмотром и обстукиванием.
На шкивах не допускаются трещины,
отколы и ослабление крепления. При
осмотре карданного вала шарниры
ощупывают с целью определения степени
нагрева и прочности соединений.
Температура шарниров карданных валов,
редукторов и муфт должна быть одинаковой
в сравнении с температурой нормально
работающих букс. Узлы с повышенным
нагревом подлежат разборке и ремонту.
У
карданных валов не допускаются вмятины,
погнутости, пробоины трубы и другие
механические повреждения.
У
редукторов всех типов выявляют недостаток
или загрязнение масла. Не допускаются
посторонние шумы при работе редуктора,
изломы зубьев шестерён, разрушение
подшипников и зазоры в посадке
шестерён и подшипников на валах.
Ослабление
или повреждение предохранительных
устройств или болтовых соединений не
допускается. Если в пути следования
обнаружат заклинивание редуктора
или ослабление узла крепления ведущего
шкива с зубчатой фиксацией, то на
перегоне необходимо снять ремни и на
ближайшем ПТО или в пункте формирования
заменить редуктор или произвести
перемонтаж узла крепления ведущего
шкива с зубчатой фиксацией.
Болты
и шпильки при ослаблении необходимо
устанавливать с применением пластмассы
или эпоксидного клея. Новые болты и
шпильки изготавливают из стали 40Х.
Плоскоремённый
привод должен иметь длину ремня,
обеспечивающую отклонение генератора
от вертикального положения на угол
8-15° в сторону ведущего шкива.
Ремень
не должен иметь надрывов и расслоений,
в деталях сшивки не допускаются
повреждения. Смещение ведущего шкива
выявляют по взаимному расположению
ремня и шкивов, которое в исправном
состоянии должно быть симметричным.
У
привода генератора от средней части
оси (рис. 9.4) недопустим сдвиг редуктора,
который определяют по разрыву контрольных
полосок, нанесённых с обеих сторон
фланцев редуктора и вдоль оси колёсной
пары, а также по выдавливанию резиновых
вкладышей ведущего фланца.
Рис.
9.4. Привод от средней части оси:
1
— опорная скоба; 2 — кронштейн; 3,
7 — корпуса момента опоры; 4—
стержень опоры; 5
—
редуктор; 6—
карданный вал; 7-—
муфта сцепления
У
фрикционных и эластичных муфт не
допускаются разрушения и ослабление
болтов крепления. В случае повреждений
муфт приводов от средней части оси
карданный вал демонтируют и на пункте
формирования заменяют муфту.
При
обнаружении сдвига редуктора вдоль
оси на перегоне или промежуточной
станции необходимо снять карданный
вал, со скоростью не более 30 км/ч
следовать до ближайшего ПТО или пункта
формирования и заменить колесную пару.
При обнаружении заклинивания
подшипников полого вала в пути следования
необходимо демонтировать карданный
вал, опору момента с опорным и аварийным
плечами, снять ведомый вал и следовать
со скоростью не более 30 км/ч до ближайшего
ПТО или пункта формирования. Редуктор
при этом свободно вращается на оси.
При
разрушении подшипников ведомого вала
или излома шестерён, их заклинивании
на перегоне или промежуточной станции
следует отвернуть девять болтов
ведомого вала М12х60 и три болта М12х40.
Вместо трех болтов М12х40 ввернуть три
отжимных болта М12х80 и вывести шестерни
из зацепления. В таком положении ведомый
вал необходимо зафиксировать тремя
болтами Ml2x80
и
следовать до ближайшего ПТО или
пункта формирования, где необходимо
заменить колёсную пару. Разрушение
опоры момента определяют по наличию
стуков и толчков при работе привода.
При обнаружении такого дефекта необходимо
снять карданный вал, принять меры к
закреплению опоры, а в пункте формирования
выполнить ремонт.
Приводы
от торца оси колёсной пары не должны
иметь ослабления шпилек крепления
редуктора или промежуточной части. У
приводного вала не должно быть обрывов
и трещин в резиновых вкладышах шарниров,
вмятин на корпусах шарниров и трубе.
При обнаружении неисправностей
приводного вала в пути следования его
следует демонтировать и на пункте
формирования или оборота произвести
ремонт. Заклинивание редуктора можно
выявить по обрыву резиновой
предохранительной муфты, наличию
посторонних шумов, нагреву редуктора.
Генератор
при заклинивании редуктора не вырабатывает
электроэнергию. При обнаружении
заклинивания редуктора в пути следования
его следует демонтировать, установить
буксовую крышку, а на ближайшем ПТО
произвести промежуточную ревизию
буксового узла.
При
контроле состояния приводов генератора
на пунктах оборота л
формирования пассажирских составов
не допускается ставить в тоезда вагоны,
приводы которых имеют:
-
просроченный
или истекающий в пути следования срок
ревизии привода;
■угловое
перемещение карданного вала, измеренное
на дуге диаметром 100 мм, которое у
ступицы шарнира у привода от средней
части оси достигает более 3 мм, а у
приводов от торца оси — более 2,5 мм при
измерении на дуге диаметром 120 мм у
ступицы шарнира;
-
следы
редукторного масла на диске колёсной
пары или утечки масла через лабиринтное
уплотнение; -
недостаток
или отсутствие смазки в игольчатых
подшипниках или шлицевых соединениях
карданных валов, которые можно выявить
по наличию ржавчины; -
некомплектность
клиновых ремней.
Через
шесть месяцев эксплуатации все приводы
генератора подвергают техн
и чес кой ревизии.
Техническая
ревизия приводов производится также
при неясности клейм предыдущей ревизии,
при обнаружении в смазке редуктора
посторонних примесей, при необходимости
производства колёсным парам полного
освидетельствования или после обточки
колёсной пары с редукторным приводом
от средней части оси.
Техническая
ревизия выполняется в пунктах формирования
составов и в отделениях по ремонту
редукторно-карданных приводов вагонного,
депо. Перед производством ревизии все
узлы привода очищают от грязи и льда и
протирают ветошью, смоченной в керосине
или дизельном топливе. Ревизия
приводов от средней части оси выполняется
с выкаткой колёсной пары, а у приводов
с клиноремённой передачей — без выкатки
колёсных пар, если не требуется демонтаж
ведущего шкива с зубчатой фиксацией.
Редуктор привода от торца оси должен
быть снят с вагона и разобран в ремонтном
отделении. У редукторов всех типов
проверяют состояние и износы шестерён,
допуски на зазоры и биение в соответствии
с техническими требованиями. Все
выявленные неисправности в деталях
приводов должны быть устранены. После
выполнения работ по технической ревизии
восстанавливают контрольные полосы и
на корпусе хвостовика редукторно-карданных
приводов наносят белилами надпись
с указанием даты и места выполненных
работ.
-
Ремонт
текстропно-карданных приводов (ТК-2) и
текстропно-редукторно- карданных
приводов (ТРК)
При
плановых ремонтах вагонов приводы ТК-2
и ТРК должны быть демонтированы с
вагона, их узлы разобраны, осмотрены и
отремонтированы.
Демонтаж
приводов начинают разборкой натяжного
устройства 5 (см. рис. 9.1 и 9.2). Для этого
необходимо отвернуть контргайку и
рычажную гайку, снять последовательно
шайбу, пружины, втулку и опору пружины,
а затем отсоединить болт от корпуса
редуктора в приводе ТРК. Для снятия
ремней редуктор с ведомым шкивом (или
узел ведомого шкива ТК-2) отклонить в
сторону колёсной пары и вручную удалить
ремни из канавок шкивов. Затем снимают
предохранительные скобы карданного
вала и предохранительный болт 2
(см. рис. 9.2) узла ведомого шкива или
редуктора привода ТРК. Далее снимают
карданный вал, разбирают его шарниры.
Для
снятия редуктора или узла ведомого
шкива необходимо вывесить их для
разгрузки валика подвески и выбить
валик легкими ударами молотка через
латунную оправку или выпрессовать,
используя съемник. При этом следует
сохранить регулировочные шайбы подвески.
Для демонтажа ведомого шкива к его
ступице крепят съемник, винт которого
упирается в торец вала. Наносить удары
по боковым граням канавок и закреплять
на них съемные устройства не допускается.
Вал
узла ведомого шкива выпрессовывают из
корпуса ударами молотка через латунную
оправку после предварительного снятия
подшипниковых крышек и пружинных
колец.
Разборку
редуктора (рис. 9.5) начинают со слива
масла через нижнюю пробку, затем снимают
смотровую крышку, сапун, масло- указатель,
подшипниковые крышки и разбирают
торцовое крепление подшипников. Валы
редукторов выпрессовывают ударами
молотка через латунную оправку по торцу
вала или лёгким прессом.
Рис.
9.5. Редуктор привода ТРК:
Для
разборки узла ведущего шкива (рис. 9.6)
необходимо отвернуть болты 2 крепления
крышки
4
и снять крышку. Шкив снимают вывёртыванием
двух диаметрально расположенных болтов
крепления буксовой крышки
5.
Для защиты шкива от деформации между
болтами и шкивом установить прокладку
толщиной 10-12 мм. Далее надо отвернуть
болты и снять крышку. Затем следует
отогнуть стопорную пластину
13
и вывернуть два болта
10.
Для удаления зубчатого сегмента
11
следует ввернуть болты
10
в его резьбовые отверстия до упора
и выпрессовать первый сегмент. Второй
сегмент снимется свободно. Далее
необходимо снять крестовину
9
и клиновые планки
8.
Гайка
б
снимается с использованием рычажного
или инерционного ключа. Отворачивать
и заворачивать гайку ударами молотка
или зубилом по ее граням не разрешается.
Износ
ремней и канавок шкивов определяют до
разборки по схеме, изображённой на рис.
9.3, б.
После снятия ремней внимательно
проверяют состояние их рабочих
поверхностей, которые не должны
иметь трещин, складок, тканевых заусенцев
и срывов резины. Если выбраковывают
хотя бы один ремень, весь комплект
следует заменить.
1,4,10,11
— подшипники; 2
— валик подвески; 3
— втулка; 5 — вал ведомый; б
— фланец; 7 — шестерня ведущая; 8
— вал ведущий; 9
— крышки подшипников; 12
— шкив ведомый; 13
— корпус редуктора
Ставить
в один комплект ремни бывшие в употреблении
и новые не допускается. Разница по длине
ремней в одном комплекте — не более
2 мм. Шкивы с износами канавок протачивают
на токарном станке, если оставшаяся
толщина обода не
Рис.
9.6. Ведущий шкив ТРКП: а
— общий вид; б
— детали крепления ведущего шкива
менее
6 мм (рис. 9.7). После разборки детали
крепления узла ведущего шкива осмотреть
и выявить на рабочих поверхностях гаек,
крестовин, зубчатых сегментов и клиновых
планок наличие забоин и задиров, которые
следует запилить. Гайки и сегменты с
трещинами, отколами, вмятинами
глубиной более 1,5 мм подлежат замене.
Высота резьбовой части гайки должна
быть не менее 33 мм. Состояние резьбы
гайки проверяют на вытяжку. Для этого
пластилином снимают слепок участка
резьбы и замеряют профиль резьбовым
щупом. При несимметричном расположении
резьбового щупа по отношению к профилю
слепка гайку следует заменить.
Валы
редукторов и вал узла ведомого шкива
привода ТК-2 подвергают магнитопорошковому
контролю. Трещины в деталях не
допускаются. В подшипниках замеряют
радиальные и осевые зазоры, которые не
должны превышать соответственно 0,05 и
0,065 мм.
У
валов проверяют износ в месте установки
уплотнений. Износ по диаметру вала не
должен превышать 0,5 мм, а поверхность
должна иметь чистоту полирования. Если
одновременно разбирают несколько
редукторов, не допускается обезличивать
зубчатые пары, они должны быть установлены
в свой корпус. Тщательно проверяется
износ и
состояние
рабочих поверхностей зубчатых колёс.
Если на поверхности зубьев обнаружены
трещины, выкрашивание металла более
20% рабочей поверхности, шестерни заменяют
комплектно. Штангензубомером ШЗ18
определяют износ поверхности зуба,
который не должен превышать 20% его
первоначальной толщины.
клиновой
канавки шкива:
1
— изношенная рабочая поверхность
шкива; 2 — снимаемый слой металла
Призматические
шпонки должны входить в пазы валов и
колёс плотно. Размеры отверстий под
подшипники в корпусе редуктора и узла
ведомого шкива должны соответствовать
чертёжным. Разбивка и развальцовка
отверстий не разрешается. При
повреждении в корпусе редуктора
резьбовых отверстий для болтов
подшипниковых крышек допускается один
раз рассверлить и нарезать резьбу до
ближайшего большего стандартного
размера.
Износ
валика в подвеске редуктора и узла
ведомого шкива допускается не более
0,6 мм. При большем износе или при обрыве
резьбы валика разрешается наплавка
повреждённых мест с предварительным
подогревом валика до температуры
250-300°С.
Износ
втулок подвески по диаметру допускается
не более 0,3 мм.
При
ремонте карданного вала особое внимание
следует обратить на состояние подшипников
и крестовин. Иголки подшипников должны
свободно проворачиваться в наружной
обойме и не иметь выкрашивания
металла.
Цапфы
крестовин должны иметь гладкие
поверхности без следов наминов иголками.
Отремонтированный карданный вал
подвергают динамической балансировке
на специальном стенде. Допускаемый
дисбаланс — не более 0,5 Н-см.
-
Сборка,
регулировка и испытание приводов ТРК
и ТК-2
Монтаж
узла ведущего шкива (рис. 9.6) приводов
ТРК и ТК-2 начинают с установки гайки
6,
резьбовую часть которой покрывают
смазкой ЛЗ-ЦНИИ.
Гайку
следует навернуть с предварительным
натягом 100-150 н-м без применения ударных
нагрузок. Проверка положения гайки и
её
окончательная
затяжка производятся с применением
специального шаблона (рис. 9.8), укрепленного
на торце оси. После предварительной
затяжки ось симметрии одного из зубьев
гайки должна располагаться на шаблоне
между рисками 13-19°. Если положение гайки
не соответствует этому требованию, то
регулировку производят подбором
упорного кольца подшипника или заменой
гайки. Применение регулировочных
прокладок не допускается, так как это
приводит к ослаблению узла крепления
шкива. Окончательно затягивают гайку
рычажным или инерционным ключом так,
чтобы ось симметрии зуба располагалась
напротив нулевой риски, что соответствует
усилию затяжки 4-6 кН-м.
При
переходе оси симметрии контрольного
зуба нулевой риски монтаж производится
заново. Далее следует смазать и установить
клиновые планки 8
прямым углом в паз оси, крестовину 9
и зубчатые сегменты 11.
Наклонные грани сегментов должны
прилегать к крестовине. Детали закрепить
болтами 10
с тарельчатыми пружинами 12
и стопорной пластиной 13.
Болты следует затягивать поочерёдно
усилием 50-60 н.м до полного сжатия
тарельчатых пружин. При этом ударами
молотка через медную прокладку дважды
поджимают крестовину, а затем зубчатые
секторы. Для закрепления болтов края
пластины отгибают на грани болтов.
Далее в буксу закладывают смазку
ЛЗ-ЦНИИ, устанавливают крепительную
крышку 5,
Рис.
9.8. Положение специального шаблона при
установке гайки ведущего шкива
ставят
шпонку 7, шкив
1
и закрепляют его крышкой
4
с болтами
2
и шайбами
3.
Плотную
посадку шкива обеспечивают ударами
молотка через медную прокладку по торцу
шкива и окончательно затягивают
болты. Зазор между торцом гайки и торцом
шкива, а также зазор между торцом
лабиринта и торцом шкива должен быть
не менее 2 мм. Для проверки качества
сборки корпус буксы необходимо провернуть
на оси и убедиться в отсутствии заеданий
в лабиринтном уплотнении.
Монтаж
узла ведомого шкива начинают с
напрессовки на вал шарикового подшипника
и внутреннего кольца роликового
подшипника.
Их
необходимо застопорить пружинными
кольцами, а затем в корпус запрессовать
наружное кольцо цилиндрического
подшипника и вал с шариковым подшипником.
Подшипники смазать смазкой ЖРО в
количестве 0,55 кг и установить крышки
с войлочными уплотнениями, закрепив
их болтами с пружинными шайбами.
Войлочные кольца перед установкой
пропитывают в течение 20 мин разогретым
до 80°С составом из 85% солидола Ж и 15%
графита. На конусные поверхности вала
устанавливают ведомый шкив и фланец,
закрепив их гайками и шплинтами.
Сборку
редуктора (см. рис. 9.5) привода ТРК
начинают с запрессовки в его корпус
наружного кольца роликового подшипника
11,
а на ведущий вал 8
— внутреннего кольца. При запрессовке
колец следует применять втулочные
оправки для защиты посадочных
поверхностей от задиров. Далее в
корпус редуктора через смотровое
окошко вводят ведущую шестерню 7 и
напрессовывают её на вал, предварительно
надев маслоотбойное кольцо и дистанционную
втулку. Затем на вал и в корпус
запрессовывают шариковый подшипник
10
и
закрепляют его плоской шайбой и болтами.
После установки подшипниковых крышек
в корпус редуктора вводят шестерню-вал
5
и собирают его подшипниковые узлы. При
сборке редуктора все свободные
полости и поверхности смазывают
консистентной смазкой.
Далее
на корпус редуктора ставят сапун, крышку
смотрового окна с резиновой прокладкой,
сливную пробку и напрессовывают на
конусные поверхности валов ведомый
шкив 12
и фланец 6.
В завершение редуктор заправляют маслом
круглогодичным типа ТС-Ю-ОТП в количестве
1,8 л до уровня, который определяют щупом
по рискам в вертикальном положении
редуктора. Не следует допускать избыток
масла, что приводит к его утечкам через
уплотнения крышек и сапун.
Шарнир
подвески узла ведомого шкива смазывают
шприцеванием солидолом Ж до появления
смазки между регулировочными шайбами.
На
срок службы клиновых ремней в большой
степени влияет правильное взаимное
расположение шкивов. Отклонение от
одноплоскостного расположения
шкивов и взаимное смещение их торцов
не должно превышать 5 мм.
Регулировку
производят постановкой шайб между
кронштейном рамы тележки и втулкой,
приваренной к корпусу редуктора или
корпусу узла ведомого шкива. Осевое
перемещение узла ведомого шкива в
кронштейне подвески и редуктора ТРКП
в шарнире подвески не должно превышать
1 мм.
При
сборке шарниров карданного вала на
крестовину одевают уплотнения и вводят
её в кардан и фланец, а затем попарно
запрессовывают игольчатые подшипники
и крепят их крышками. Затем карданный
вал собирают по шлицевому соединению.
В процессе сборки в игольчатые подшипники
крестовин закладывают смазку № 158, а в
шлицевое соединение — солидол Ж.
Собранный
карданный вал устанавливают между
генератором и редуктором или узлом
ведомого шкива, крепят болтами с
корончатыми гайками и шплинтуют. Под
гайки следует устанавливать пружинные
шайбы. Зазоры между фланцами соединяемых
узлов не допустимы.
На
редуктор, узел ведомого шкива и карданный
вал должны быть установлены
предохранительные устройства.
Клиновые
ремни устанавливают в последнюю очередь,
вручную, без применения каких-либо
приспособлений.
Регулировку
натяжения выполняют поджатием пружины
натяжного устройства до рабочей
высоты 110+2
мм у привода ТК-2 и до 100±5 — у привода
ТРКП.
Редукторы
до постановки на вагон испытывают на
стенде в течение 5 мин в каждую сторону
на холостом ходу и по 20 мин под нагрузкой
8,5 кВт при частоте вращения ведущего
вала 1380 мин’1.
Исправное состояние определяют по
отсутствию посторонних шумов и течи
масла. Допустимый нагрев корпуса
редуктора—не более 70°С.
-
Ремонт
редукторно-карданных приводов от
средней части оси типа ВБА-32/2, EUK-160-1M
Полную
разборку редуктора со снятием его
деталей со средней части оси производят
при необходимости ремонта колёсной
пары со сменой элементов или при
обнаружении в деталях неисправностей,
требующих их замены. Для определения
неисправностей в деталях редуктора
перед разборкой колесную пару ставят
на стенд, из редуктора сливают масло и
промывают дизельным топливом или
керосином с добавкой 5-7% масла Далее
детали редуктора осматривают и проверяют
основные параметры.
Щупом
измеряют зазор между разъемными частями
корпусов для резиновых колец и нажимными
кольцами. Резиновые кольца необходимо
заменять, если зазор составляет 0,2 мм
и менее.
Необходимо
проверить биение корпуса редуктора
относительно оси колесной пары
специальными индикаторными приспособления
ми.
У редукторов ВБА-32/2 и EUK-160-1M
допускается
биение по фланцам корпуса редуктора
до 0,15 мм, а по фланцу блока малой шестерни
— не более 0,1 мм. При проверке колесную
пару следует прокручивать и на слух
определять неисправности подшипников.
Если подшипники имеют значительные
износы, изломы, трещины и раковины на
дорожках качения, то проворот оси будет
затруднен, стрелка индикатора имеет
скачкообразные подергивания, из
подшипника слышно пересыпание
роликов. Суммарный осевой зазор в
подшипниках полого вала, проверяемый
индикатором, должен быть для редукторов
ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов
EUK-160-1M
—
0,18-0,25 мм.
Увеличение
зазора больше нормы происходит из-за
неправильной сборки редуктора или
недопустимых износов подшипников.
Для
контроля зазора в зацеплении шестерен
(рис. 9.9) у редуктора снимают крышку,
устанавливают основание 1
штатива 4
на корпус редуктора 5,
крепят его болтом и устанавливают
индикатор 3
по оси малой шестерни на середине зуба.
Ось колесной пары закрепляют неподвижно,
а вал малой шестерни поворачивают за
фланец 2
в обе стороны до лёгкого соударения
зубьев. Стрелка индикатора указывает
зазор, который должен быть у редуктора
ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов
EUK-160-1M
—
0,2-0,3 мм.
Результаты
проверок заносят в журнал и определяют
объем разбо- рочных работ.
Рис.
9.9. Измерение зазоров в сцеплении
шестерен приводов от средней части
оси
При
разборке на сопрягаемые детали
наносят керном риски или отметки, по
которым при последующей сборке
определяют их первоначальное
положение.
При
плановых видах ремонта вагонов
следует производить демонтаж блока
малой шестерни. Для этого следует
открутить болты его крепления и в
резьбовые отверстия монтажного
стакана ввинтить три демонтажных
болта, с помощью которых блок малой
шестерни выжимают из корпуса. После
удаления болта, крепящего упорную
шайбу
на торце хвостовика шестерни, выполняют
разборку блока малой шестерни на прессе
в соответствии с рис. 9.10.
Наиболее
ответственные детали приводов от
средней части оси при периодических
видах ремонта подлежат неразрушающему
магнитопорошковому контролю.
К
ним относятся: вал опоры момента, вал
малой шестерни, полый вал, карданный
вал. Трещины в деталях не допускаются
и ремонту не подлежат.
При
замене резиновых колец их поверхности
перед установкой на ось обезжиривают
промыванием в водном растворе 1 %-ного
хозяйственного мыла при температуре
30-40°С с последующим ополаскиванием
тёплой, чистой водой и просушиванием.
Поверхности оси колесной пары также
должны быть очищены от грязи и масла.
На поверхностях резиновых деталей не
должно быть трещин и надрывов.
Полые
валы подлежат замене при наличии трещин,
отколов или износа более 4 мм.
Рис.
9.10. Демонтаж блока малой шестерни
привода ВБА-32/2:
а
— положение блока малой шестерни при
выпрессовке вала; б
— положение блока малой шестерни при
выпрессовке подшипников
Хвостовик
малой шестерни проверяют на биение,
которое не должно превышать более
0,04 мм. Изношенные посадочные места под
подшипники у валов допускается
восстанавливать хромированием
металлизацией.
Шлицевой
фланец устанавливается на шлицевой
конец вала с натягом до 0,001 мм. Разработка
шлицевых канавок допускается не более
0,01 мм от чертежного размера.
Подшипники
промывают в бензине с добавлением 4-6%
масла, осматривают и проверяют на
легкость вращения.
Подшипники
выбраковывают при обнаружении раковин,
трещин, темных пятен и задиров на
поверхностях качения. Наличие пятен
синего цвета свидетельствует о работе
подшипников с чрезмерным нагревом,
который имеет место из-за неправильной
регулировки зазоров при монтаже или
из- за недостатка масла. У исправных
подшипников следует замерить радиальный
зазор. При установке на вал новых
подшипников следует измерить также
диаметр колец для обеспечения их плотной
посадки.
Ведущая
и ведомые шестерни выбраковывают по
требованиям, указанным при ремонте
редуктора ТРКП.
В
лабиринтных крышках, соединительных
фланцах, монтажных стаканах, маслоотбойных
кольцах, корпусах редукторов могут быть
забоины и заусенцы, которые следует
зачистить надфилем и шлифовальной
шкуркой № 6 с добавлением масла. Канавки
и отверстия для подвода масла в монтажных
стаканах и других деталях прочищают и
продувают сжатым воздухом.
В
корпусах редукторов допускается
ремонтировать изношенные резьбовые
отверстия сваркой с последующей нарезкой.
Особое внимание следует уделить
контролю диаметров и отсутствию
недопустимой овальности в посадочных
отверстиях редукторов, приводных колец,
а также в посадочных местах под подшипники,
шестерни, приводные кольца на валах
шестерен и полых валах.
Все
резиновые прокладки кольца при капитальном
ремонте ставят новыми, а при деповском
ремонте и их можно повторно использовать,
если в них нет трещин, вырывов, вмятин
от деталей.
Войлочные
уплотнительные кольца карданных валов
при плановых ремонтах следует заменить
новыми. Пресс-масленки и каналы для
подвода смазки в крестовинах промывают
в бензине и продувают сжатым воздухом.
Игольчатые подшипники с повреждениями
подлежат замене. Заменяют также
крестовины с износами более нормы шипов
по диаметру и длине. Крестовины
устанавливают в комплекте с подшипниками.
Изношенные отверстия под подшипники у
вилок можно ремонтировать проточкой
на токарном станке до ближайшего большего
градационного размера, постановкой
ремонтной втулки или металлизацией
посадочных поверхностей. На трубе вала
могут быть вмятины и протертости от
предохранительных скоб не более 0,2 мм.
Изношенное
шлицевое соединение вала допускается
восстановить наплавкой и механической
обработкой до ремонтных размеров, а
втулки — на протяжном станке. В этом
случае на втулке и торце вала наносят
клейма Р1 или Р2 (1 -й или 2-й ремонтные
размеры).
Отремонтированные
сваркой карданные валы подвергают
динамической балансировке. Дисбаланс
устраняют приваркой пластин.
При
ремонте муфт сцепления необходимо
проверить износ фрикционных накладок,
который считается допустимым, если
расстояние от поверхности фрикционной
накладки до головки заклёпок не менее
0,5 мм. Если на поверхности накладок есть
риски более 0,3 мм глубиной, их необходимо
проточить. Изношенные накладки заменяют
новыми, изготовленными из асбестовой
ленты. Крепят накладки латунными
заклёпками или клеем ВС-ЮТ, предварительно
обезжирив поверхность диска ацетоном.
Детали муфт с изломами и трещинами
заменяют, а риски и коррозия устраняется
шлифовальной шкуркой. Под просевшие
пружины можно ставить регулировочные
прокладки, обеспечивающие их необходимое
нажатие.
Наибольшее
отклонение по массе грузиков одного
комплекта не более 3%. Собранная муфта
подвергается балансировке высверливанием
металла с торца бурта муфты.
Монтаж
привода на оси выполняют до напрессовки
колес. Детали, устанавливаемые с натягом,
должны нагреваться в ванне с
трансформаторным маслом. В процессе
сборки привода выполняют необходимые
контрольные и регулировочные работы с
использованием индикаторных
приспособлений и разнообразной
технологической оснастки.
После
сборки узла блока малой шестерни осевой
зазор подшипников контролируют
индикатором 1
(рис. 9.11), который должен быть в пределах
0,07-0,09 мм. Во время выполнения проверки
наружные кольца подшипников прижимаются
к монтажному стакану 2
тремя зажимами 3.
Регулировку необходимого зазора
выполняют гайкой и контргайкой, которые
стопорятся загибанием шайбы на их грани.
Надежная
работа зубчатого зацепления зависит
от точности его сборки. Правильность
зацепления определяют замером зазора
в зацеплении, который регулируется
прокладками под боковые крышки, а также
по расположению пятна контакта на
поверхности зуба шестерён (рис. 9.12). При
выполнении этой проверки на зубья малой
шестерни наносят белила и проворачивают
на полный оборот большую шестерню.
При правильном зацеплении контактные
пятна располагаются на середине боковых
граней зубьев шестерён и должны быть
не менее 45% высоты зуба и не менее 65% его
длины. При смещении пятен регу-
лировку
производят перемещением шестерён по
направлению стрелок в соответствии с
рис. 9.12.
Рис.
9.11. Контроль осевого зазора подшипников
блокамалой шестерни редуктора EUK-160-1M
Следует
проверить осевые зазоры подшипников
полого вала, биение корпуса редуктора
относительно оси колёсной пары и биение
фланца ведомой шестерни. Редукторы,
отвечающие требованиям, заполняют
маслом ТС- 10 ОТП и испытывают на стенде,
вращая по 90 мин в каждую сторону, из них
30 мин — без нагрузки и 60 мин под нагрузкой
40 кВт и частоте вращения до 900 мин»1.
Ш
После
испытания редукторы снаружи окрашивают
эмалью ПФ-115, а на оси наносят белилами
полосу шириной 30-40 мм в месте её прилегания
к редуктору.
Рис.
9.12. Проверка зубчатого зацепления
шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки
соответственно верхние без нагрузки,
нижние — под нагрузкой
10
По теме: методические разработки, презентации и конспекты
Ацетиленовый генератор: назначение, классификация, устройство генератора
ТЕМА УРОКА: Ацетиленовый генератор: назначение, классификация, устройство генератора.ЦЕЛЬ УРОКА: Познакомить с видами и назначением ацетиленовых генераторов. Изучить устройство ацетиленового ген…
Приводы станков. Ступенчатые приводы регулирования главного движения
Ступенчатые приводы регулирования главного движения…
Осмотрщик вагонов — Действие осмотрщика при встрече вагонов «СХОДУ».
Осмотрщик вагонов — Действие осмотрщика при встрече вагонов «СХОДУ»….
Осмотрщик вагонов- Классификация ПС, виды ремонта вагонов, рама вагонов.Термины и определения.
Осмотрщик вагонов- Классификация ПС, виды ремонта вагонов, рама вагонов.Термины и определения….
Осмотрщик вагонов- Автосцепное оборудование (грузовой вагон).
Осмотрщик вагонов- Автосцепное оборудование (грузовой вагон)….
Осмотрщик вагонов- Буксовый узел (грузовой вагон).
Осмотрщик вагонов- Буксовый узел (грузовой вагон)….
Осмотрщик вагонов- Позиции осмотра грузового вагона.
Осмотрщик вагонов- Позиции осмотра грузового вагона….
Ремонт деталей приводов вагонных генераторов
Страницы работы
Содержание работы
5
Ремонт деталей приводов вагонных генераторов
5.1
Общие требования
5.1.1
Настоящий раздел Руководства устанавливает:
а)
обязательные технологические требования при ремонте деталей;
б)
пределы отклонений от номинальных размеров и допускаемые методы восстановления
поврежденных деталей, класс шероховатости поверхности и степень точности
обработки деталей.
5.1.2
Требования пункта 5.1.1 распространяются только на ремонтируемые детали. Новые
детали должны быть изготовлены в соответствии с техническими условиями и
чертежами. Новые узлы и детали редукторов, применяемые при ремонте должны иметь
сопроводительные документы, маркировку клейма.
5.1.3
Все сварочные работы должны производиться в соответствии с «Инструкцией по сварке и наплавке узлов и деталей при
ремонте пассажирских вагонов» №ЦЛ-201-03 и с требованиями настоящего
Руководства.
5.1.4
Размеры отремонтированных деталей должны соответствовать размерам, указанным в
таблицах. Чистота поверхности и точность обработки деталей редуктора должны
быть выдержаны, как указано на рисунках.
Размеры без допусков должны быть выдержаны по Н14, h14.
5.1.5
При ремонте приводов зазоры между сопрягаемыми деталями должны быть чертежными,
если изменение этих зазоров не оговорено особо. Для получения чертежных зазоров
одна из двух сопрягаемых деталей должна быть восстановлена.
5.1.6
Резьба на деталях должна быть чистой, без заусенцев и сколов. Допускаются
неполные и сорванные или выкрошенные нитки при условии, что в сумме они
составляют не более 0,5 витка на каждой резьбе
для корпусных деталей и гаек, или 5% общей длины резьбы по винтовой линии, а
для болтов, винтов, шпилек не более 1/4 его длины на одном витке в соответствии
с ГОСТ 1759.0-87.
Поврежденную
или изношенную резьбу разрешается перерезать на следующий размер по ГОСТу или
восстанавливать электронаплавкой с предварительным удалением старой резьбы в
отверстиях рассверловкой и зенковкой на конус или стачиванием наружной резьбы
от 1 до 1,5 мм меньше внутреннего диаметра резьбы. Отверстия под резьбу после
заварки необходимо сверлить на старых местах. Новая резьба (как в отверстиях,
так и наружная) должна быть чертежного размера.
Примечание
— При замене поврежденной резьбы на следующий диаметр необходимо учитывать
конструктивную возможность данной замены.
5.1.7
При ремонте подшипников качения должны соблюдаться следующие условия:
а)
промывка вручную подшипников должна производиться в ванне с чистым керосином,
бензином или уайт-спиритом с добавлением от 6 до 8% минерального масла или в
моечной машине моющим раствором температурой от плюс 90 до плюс 95˚С;
б)
подшипники могут быть допущены к монтажу без ремонта, если ролики или шарики
вместе с сепаратором в блоке легко проворачиваются без заеданий и стопорения, и
подшипники не имеют следующих дефектов: раковин, следов коррозии, задиров,
лысок, шелушения, рифлености, вмятин, выкрашиваний и глубоких рисок на дорожке
качения кольца и поверхностях качения роликов или шариков, а также цветов
побежалости на роликах или шариках и кольцах, трещин и сколов на кольцах,
сепараторах, роликах или шариках;
в)
при наличии на внутренних кольцах цилиндрических или сферических
роликоподшипников трещин, следов перегрева (цвета побежалости), сколов,
выкрашивания металла, раковин, рифлености, поперечных глубоких рисок, сильной
коррозии, седловидности, бочкообразности и ступенчатости посадочной поверхности
колец — внутреннее кольцо бракуют;
г) на
дорожках качения и посадочных поверхностях колец мелкие вмятины, риски и слабая
коррозия должны быть устранены зачисткой;
д) на
нерабочих поверхностях коррозия, кольцевые риски, задиры, вмятины и забоины
глубиной не более 0,5 мм должны быть зачищены и скруглены;
5.1.8
Все отремонтированные детали должны быть приняты мастером участка или ОТК.
5.2
Ремонт деталей редуктора ТРКП
5.2.1
Корпус редуктора (рисунок 6, таблица 3):
а)
задиры, риски и следы коррозии на поверхностях посадочных мест под подшипники и
крышки должны быть зачищены, острые кромки скруглены (при условии, что размеры
посадочных мест не выходят из поля допуска на посадку);
б)
исправление или восстановление резьбы в резьбовых отверстиях необходимо производить,
как указано в п. 5.1.6;
в)
диаметры D1 и D2 должны быть согласованы с соответствующими диаметрами
подшипников для обеспечения посадки от зазора 0,015 мм до натяга 0,015 мм; эти же диаметры D1 и D2 должны обеспечивать посадку крышек с зазором от
0,120 до 0,395 мм;
г)
зазор между валиком и корпусом редуктора по диаметру D3 должен быть в пределах
от 0,3 до 0,6 мм; этот зазор может быть обеспечен изготовлением нового валика
соответствующих размеров с обязательной разверткой отверстия;
Таблица 3
|
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
|
|
ТВЗ |
Немецкий |
||
|
D1 |
100 |
100 |
100 |
|
D2 |
120 |
120 |
120 |
|
D3 |
24 |
24 |
24 |
|
D4 |
50 |
50 |
50 |
|
L |
125±0,11 |
125±0,105 |
125+0,11 |
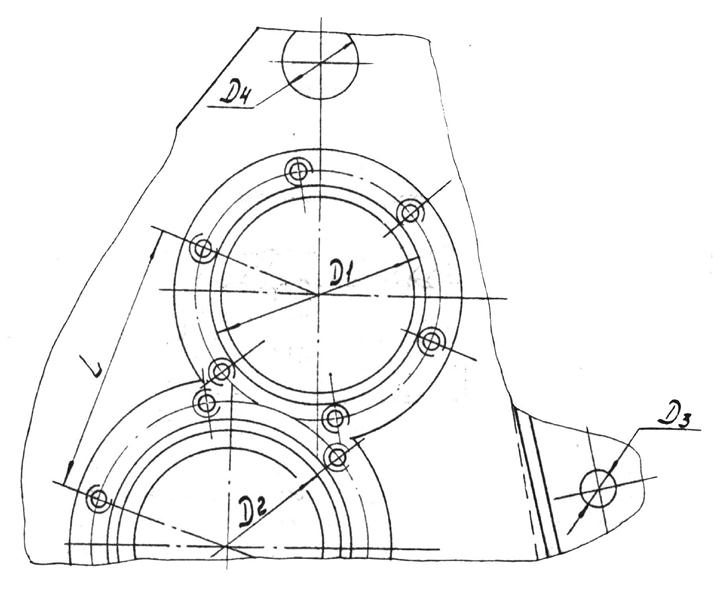
Рисунок 6 — Корпус редуктора
д)
разрешается восстанавливать изношенные места корпуса редуктора под подшипники
по диаметрам D1 и D2 методом нанесения эластомера ГЭН-150(В) толщиной
слоя от 0,01 до 1,0 мм или Ф-40 ТУ 6-06-246-92; Разрешается
восстановление электродуговой металлизацией или холодной сваркой;
е)
расстояние между осями гнезд подшипников валов (рисунок 6) должно быть равным
(125±0,11) мм;
ж)
при разработке отверстий втулок по D4 (рисунок
7) более допустимого размера последние должны
быть выпрессованы и заменены новыми, впрессованными в корпус редуктора с
натягом от 0,015 до 0,175 мм; зазор между втулкой и валиком подвески редуктора
при этом допускается в пределах от 0,17 до 0,84 мм; в случае износа сопрягаемых деталей втулки или валика по диаметру вышеуказанный зазор
компенсируют за счет изготовления нового валика или втулки; валик подвески
редуктора при износе менее 2 мм по диаметру разрешается восстанавливать
электронаплавкой с последующими механообработкой и термообработкой, а при
износе более 2 мм — заменять новым;
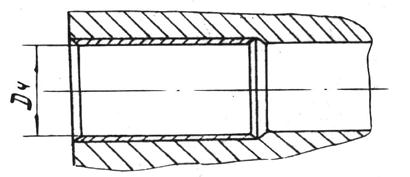
Рисунок 7
з)
непараллельность оси втулок D4 и оси гнёзд подшипников для вала D1 и D2 допускается не более 0,5 мм на длине 100 мм.
и)
при ремонте корпуса редуктора разрешается производить заварку трещин длиной не
более 50 мм, за исключением проходящих через резьбовые отверстия или выходящих
на поверхности фланцев, а также наплавку забоин и отколов на необрабатываемых
поверхностях корпуса;
к)
при ремонте корпуса редуктора запрещается производить:
— сварку
корпусов редукторов, лопнувших на части;
—
заварку трещин, проходящих через резьбовые отверстия или направляющие
(посадочные) поверхности корпуса редуктора, а также имеющих длину более 50 мм;
—
сварку и наплавку на корпусе редуктора при собранном редукторе или в процессе
сборки узлов;
л)
внутреннюю поверхность корпуса редуктора после ремонта очищают от старого
лакокрасочного покрытия.
5.2.2
Шестерня-вал (рисунок 8, таблица 4):
а)
шестерня-вал должен быть подвергнут обмывке и магнитной дефектоскопии (приложение
Б);
—
при обнаружении трещин на валу, излома зубьев, трещин на зубьях, вмятин,
отколов, значительного выкрашивания зубьев (более 20% рабочей поверхности) и
износе резьбы хвостовика более допустимого шестерню-вал заменяют новым
совместно с шестерней;
— незначительные
вмятины и неглубокие выкрашивания места могут быть удалены перешлифовкой в
пределах допуска на толщину зуба;
б)
уменьшение толщины зуба (Sxn), измеренное по постоянной хорде на расстоянии 2,24 мм от окружности головок зубьев допускается не более 0,5 мм;
Таблица
4
Похожие материалы
- Контроль технического состояния буксового узла и колес
- Технологический процесс работы радиоцеха по ремонту радиооборудования пассажирских вагонов
- Назначение и состав вагоноколесных мастерских
Информация о работе
Тип:
Методические указания и пособия